Транспортная конвейерная система шахты представляет собой комплекс оборудования, который в целом разделяют на две подсистемы:
- конвейеры и конвейерные линии:
- бункеры и средства сопряжения конвейеров.
Схема конвейерного транспорта шахты «Щегловская-Глубокая» приведена на рис. 1
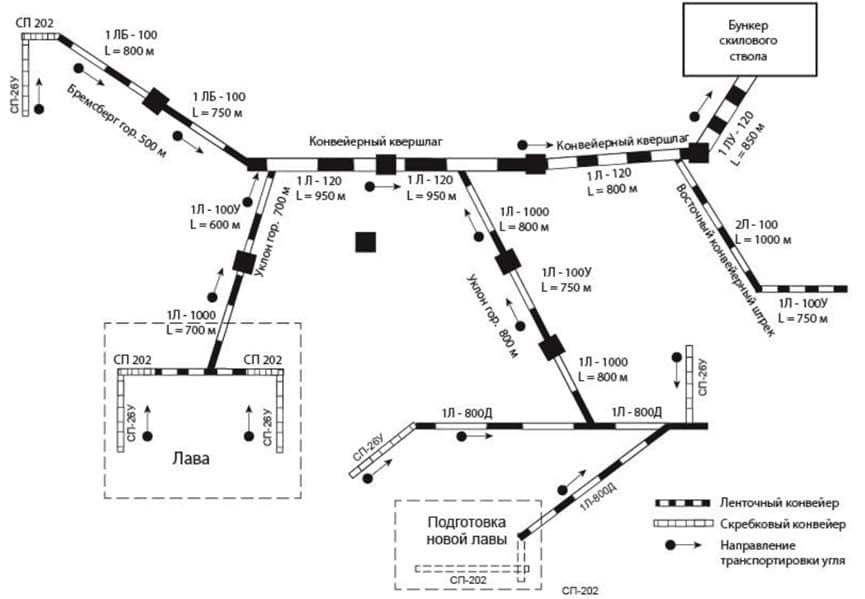
Рисунок 1 - Схема конвейерного транспорта шахты «Щегловская-Глубокая»
Комплекс подземного конвейерного транспорта шахты «Щегловская-Глубокая», как и большинства угольных шахт, состоит из участкового и магистрального транспорта. Из рисунка 1.1 видно, что система конвейерного транспорта шахты «Щегловская-Глубокая» состоит из ленточных конвейеров различных типов и производителей с шириной ленты 800, 1000 и 1200 мм.
Анализ схемы подземного конвейерного транспорта (рис.1) показывает, что основу участкового транспорта составляют ленточные конвейеры 1Л-800Д, 1Л-100У, 1Л-1000, 1ЛБ-100, которые располагаются в горизонтальных выработках - конвейерных штреках лав (1Л- 800Д) и наклонных выработках - уклонах (1Л-100У. 1Л-1000) и бремсбергах (1ЛБ-100) Магистральный транспорт осуществляется по конвейерному квершлагу конвейерами 1Л-120 и по центральному уклону конвейерами. Наклон бремсберга (рис.1) составляет -10°. Согласно правилам технической эксплуатации и правилам безопасности в угольных и сланцевых шахтах для наклонных выработок - бремсбергов с утлом наклона до -16° применяются конвейеры марки ЛБ. На рассматриваемой шахте «Щегловская-Глубокая» это требование выполняется: согласно схеме поземного конвейерного транспорта (рис. 1) применяются конвейеры типа 1ЛБ-100.
В качестве объекта управления выбрана магистральная конвейерная линия шахты, которая состоит из конвейеров, расположенных в конвейерном квершлаге и центральном уклоне. Схема объекта управления представлена на рис.2.
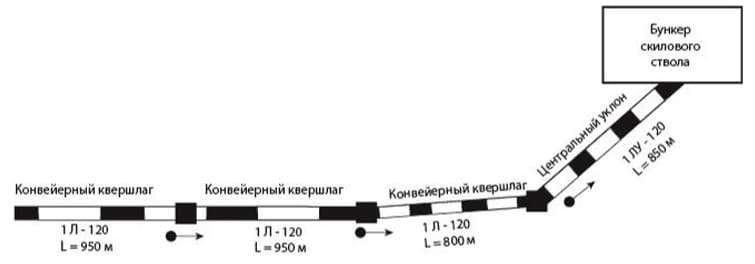
Рисунок 2 - Схема магистрального конвейерного транспорта шахты им.«Щегловская-Гугбокая»
Для анализа проблем, возникающих при работе данного сложного объекта управления и разработке системы его автоматизации требуется рассмотреть особенности и характеристики шахтных ленточных конвейеров, а также вопросы, связанные с путями повышения эффективности эксплуатации магистральных конвейерных линий.
В состав объекта управления - магистральной конвейерной линии (рис.2) входят 4 ленточных конвейера - один конвейер 1ЛУ-120 и три конвейера 1Л-120. Данные ленточные конвейера имеют все основные элементы ленточного конвейера: ленту, привод, роликоопоры. став и натяжное устройство. Схема конвейера 1ЛУ-120 приведена на рис.3. конвейера 1Л-120 - на рис.4.
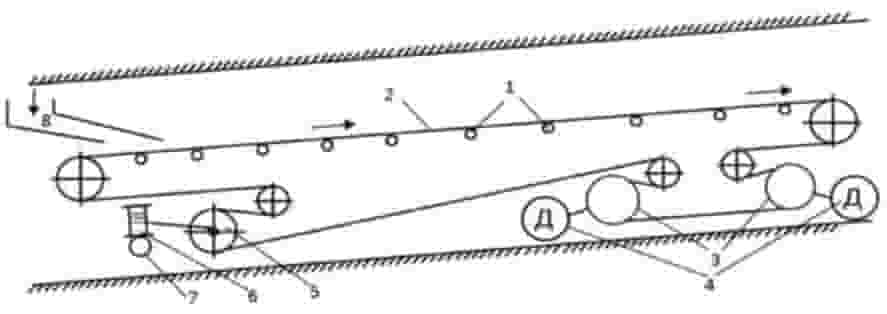
Рисунок 3 - Кинематическая схема ленточного конвейера 1ЛУ-120
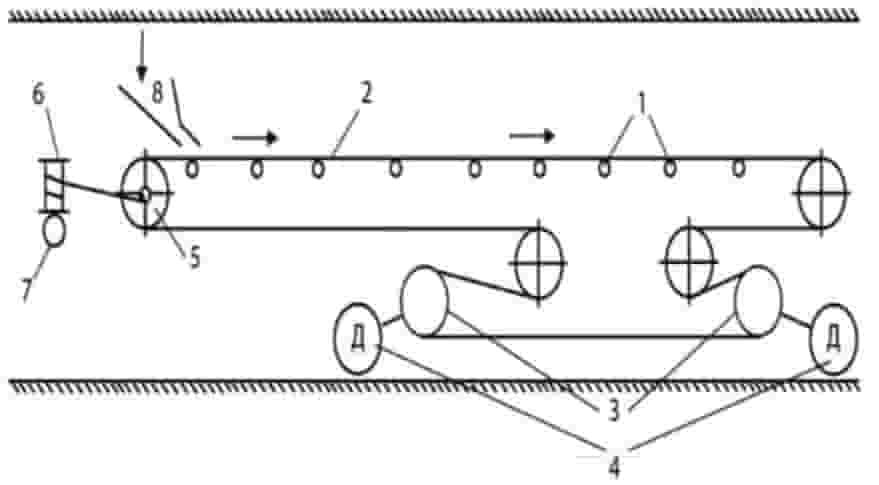
Рисунок 4 - Кинематическая схема ленточного конвейера 1Л-120
Все выше рассмотренные особенности и проблемы ленточных конвейеров характерны н для используемых в качестве магистрального транспорта конвейеров 1ЛУ-120 и 1Л-120 (рис.З, рис 4).
Конвейер 1ЛУ-120 имеет два приводных блока (рис.З) с трехфазными асинхронными электродвигателями с короткозамкнутым ротором мощностью по 250 кВт. Натяжное устройство данного конвейера состоит из натяжного барабана 5. лебедки 6 и электропривода лебедки 7. Расположение натяжного устройства и приводных блоков разностороннее - приводные блоки расположены в конце конвейера, натяжное устройство - в начале. Рассмотренные факторы вынуждают рассматривать ленточный магистральный конвейер 1ЛУ-120 как объект с распределенными параметрами, что необходимо учитывать при разработке системы автоматического управления.
Конвейер 1Л-120 имеет два приводных блока (рис.4) с трехфазными асинхронными электродвигателями с короткозамкнутым ротором мощностью по 250 кВт. Натяжное устройство данного конвейера состоит из натяжного барабана 5. лебедки 6 и электродвигателя лебедки 7 (рис.4) и расположено в начале конвейера, приводные блоки - в его конце.
С учетом выполненного выше анализа особенностей магистральных конвейеров, применяемых на шахте «Щегловская-Глубокая». получена схема основных каналов управления и взаимосвязи технологических параметров в одиночном магистральном ленточном конвейере (рисунок 5).
Основными управляемыми переменными, характеризующими магистральный ленточный конвейер, являются (рис.5):
- скорость конвейерной ленты Vк:
- проскальзывание конвейерной ленты Snp
Управляющими воздействиями, позволяющими требуемым образом влиять на рассмотренные управляемые переменные, являются (рис.5):
- частота вращения приводных электродвигателей конвейера w
- величина перемещения натяжного барабана конвейера lhs.

Рисунок 5 - Представление магистрального ленточного конвейера как объекта автоматизации
Переменная qy (рис.5) - количество угля, поступающего на магистральный ленточный конвейер в единицу времени (расход угля) является и возмущающим и задающим воздействием одновременно: для задачи (контура) управления скоростью конвейерной ленты с целью стабилизации грузопотока - задающим воздействием, для задачи (контура) управления натяжением конвейерной ленты (пробуксовкой ленты) - возмущающим воздействием.
Для решения задач автоматизированного управления конвейерным транспортом применяется ряд комплексов, таких как АУК.1М. АУК.2М. САУКЛ и прочие. Однако эти системы не отвечают приведенным выше требованиям к САУ магистральным конвейерным транспортом.
Первостепенной задачей автоматизации конвейерного транспорта есть управление пуском, остановкой и блокировками в условиях технологического процесса с целью уменьшения затрат на перевозку полезных ископаемых. Сокращение потребления электроэнергии. Увеличение времени жизни быстро изнашиваемых дорогостоящих частей конвейера.
Разрабатываемая система управления магистральным конвейерным транспортом должна выполнять задачу автоматического управления производительностью конвейерных линий для стабилизации потока груза и оптимизации режимов их эксплуатации.
Перечень ссылок
1. Технические средства автоматизации в горной промышленности: Учебное пособие В.П. Груба , Э.К. Никулин, А.С. Оголобченко. Под обшей редакцией В.П. Грубы - Киев: ПСМО. 1998.-373с.
2. Системы и устройства автоматики для горных предприятий на основе микроэлектроники и микропроцессорной техники под ред. Ю.Н. Камынина и Л.Г. Мелькумова. - М.: Недра. 1992.-322с.
3. Правила безопасности в угольных и сланцевых шахтах. Г.: «Недра». 1986.-432с.
4. Справочник по автоматизации шахтного конвейерного транспорта Н.П. Стадник и др. К.: Техника. 1992. - 438с.