Актуальные проблемы прочности
Негативная роль окалины прослеживается на всех стадиях металлургического передела. На стадиях производства непрерывнолитых заготовок окалина, образовавшаяся вследствие агрессивного воздействия воды и пара на металл при высоких температурах, налипает на поддерживающие ролики или вдавливается в поверхность НЛЗ. Налипшая окалина формирует выступы на поверхностях роликов машин непрерывного литья заготовок (МНЛЗ), которые усугубляют вдавливание фрагментов окалины вглубь металла [3,5]. Вдавленная в НЛЗ окалина провоцирует появление дефекта «вкатаная окалина» на стадиях горячекатаного передела, которая является трудноудаляемой на непрерывно-травильных агрегатах (НТА) [1,2,4]. Наличие окалины на поверхностях горячекатаного металла влияет на скорость его охлаждения [6,9,10]. А также на тепловыделение при фазовых превращениях [7,8]. Поэтому исследование процесса образования окалины, особенно во вкатанном состоянии, имеет первостепенное значение при производстве горячекатаной продукции.
Исследования механизма образования дефекта «вкатаная окалина» проводили в лаборатории кафедры «Машины и технологии обработки давлением и машиностроения» ФГБОУ ВО «МГТУ им. Г.И.Носова» (г. Магнитогорск, Россия). Для этих целей разработана и изготовлена лабораторная экспериментальная установка, показанная на рисунке 1.

Рисунок 1 – Общий вид установки для исследований дефекта «вкатаная окалина»
Для моделирования подката горячекатаной полосы использовали различные виды образцов из свинца. Обоснованием выбора материала свинца при моделировании является температура его рекристаллизации.
Дефект поверхности заготовки типа «впадины» моделировали в виде канавки, либо одиночной впадины.
При моделировании окалиноломателя использовались гладкие валки и образцы с различными углами между боковыми поверхностями искусственно сформированных впадин и рифленые валки с углами между боковыми поверхностями рифлений 45, 60, 75, 90, 120°С. Рифлеными валками прокатывали гладкие образцы без предварительно нанесенных дефектов. При моделировании последующих клетей стана горячей прокатки использовались гладкие валки и образцы с предварительно нанесенными на них выступами и впадинами с различными углами между их боковыми поверхностями: 50, 60, 80, 110, 120, 130, 140, 150 и 160° (рисунок 2).
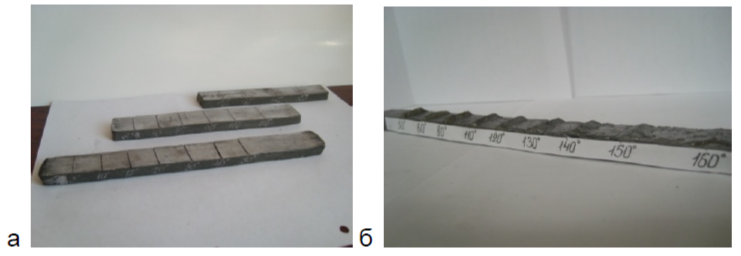
Рисунок 2 – Свинцовый образец с нанесенными искусственными дефектами: а - типа «впадина»; б - типа «выступ»
Таким образом, чтобы избежать риска защемлений во впадинах полосы фрагментов окалины и любых инородных частиц, валки, используемые на окалиноломателе, рекомендуется выполнять с рифлением, угол между боковыми поверхностями которых составляет 75° и более (таблица 1).
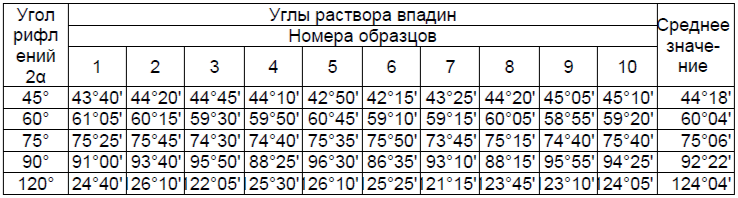
Таблица 1- Зависимость угла раствора впадин на прокатанной заготовке от угла рифлений на прокатном валке
Экспериментально выявлено, что выступы на образцах с углами между их боковыми поверхностями менее 80° вдавливаются в заготовку со сплющенной вершиной, часть которой наслаивается на основную поверхность образца с защемлением окисной пленки и раскатываются по поверхности образца без наслоений при превышении 80°.
Впадины в процессе прокатки образцов закатывают окисную пленку внутрь металла, если угол между их боковыми поверхностями меньше 60…70° и выкатывают окисную пленку на поверхность образцов при больших значениях. Большие значения соответствуют впадинам с одинаковой протяженностью вдоль и поперек направления прокатки, а меньшие значения соответствуют впадинам с большой протяженностью в поперечном направлении.
Вывод
Результаты выполненных исследований позволяют рекомендовать выполнять огневую зачистку поверхностей заготовок с образованием канавок, угол между боковыми поверхностями которых составляет более 60…90°. Меньшее значение углов раствора канавок от огневой зачистки может сопровождаться смыканием боковых поверхностей канавок в процессе горячей прокатки и закатыванием внутрь металла фрагментов окалины и других неметаллических частиц.
Список использованной литературы
1. Суфьянов, Д.В. Экспериментальное исследование процесса образования дефекта «вкатанная окалина» с учетом взаимодействия металла с валком / Д.В. Суфьянов, Н.Н. Огарков // Производство проката. – 2009. – №3. – С. 2-4 (издание рекомендовано ВАК).
2. Огарков, Н.Н. Исследование механизма образования дефекта «вкатанная окалина» / Н.Н. Огарков, Д.В. Суфьянов // Современные методы конструирования и технологии металлургического машиностроения: междунар. сб. науч. тр. – Магнитогорск: МГТУ, 2008. – С. 16-22.
3. Ogarkov, N.N. Research on the process of scale pickup on the rolls of the continuous-casting machine and its indention in continuous cast steel billets / N.N. Ogarkov, S.I. Platov, D.V. Sufianov. V.L. Steblyanko // Journal of Chemical Technology and Mettalurgy. – 2017. – V. 52. – I. 4. – P. 667-671 (Scopus).
4. Огарков, Н.Н. Исследование перемещения фрагментов окалины при деформации впадин с образованием дефекта «вкатанная окалина» и без него / Н.Н. Огарков, С.И. Платов, В.Н. Урцев, Д.В. Суфьянов, Е.С. Шеметова // Труды XI конгресса прокатчиков: 9-11 октября, Магнитогорск, 2017. – С. 107-114.
5. Огарков, Н.Н. Оценка состояния рабочего поверхностного слоя роликов МНЛЗ / Н.Н. Огарков, Д.В. Суфьянов // Процессы и оборудование металлургического производства: межрегион. сб. науч. тр. Вып. 8. – Магнитогорск: ГОУ ВПО «МГТУ», 2009. – С. 149-153.
6. Платов, С.И. Исследование технологии ускоренного охлаждения катанки на проволочном стане / С.И. Платов, В.А. Некит, Н.Н. Огарков, О.С. Железков // Обработка сплошных и слоистых материалов. - 2016. - №2(45). - С. 45-48.
7. Гареев, А.Р. Анализ и экспериментальная верификация модели тепловыделения при фазовых превращениях / А.Р. Гареев, С.А. Муриков, С.И. Платов, В.Н. Урцев, А.В. Шмаков // Производство проката. - 2015. - №2. - С. 30-34.
8. Платов, С.И. Improving the controlled cooling after wire rod rolling in the finishing block of stands / С.И. Платов, Н.Н. Огарков, В.А. Некит // Materials Engineering and Technologies for Production and Processing II Editors: A.A. Radionov, G.G. Mikhailov, D.A. Vinnik. - 2016. - С. 620-624.
9. Платов, С.И. Улучшение температурного режима прокатных валков за счет совершенствования их охлаждения в процессе прокатки / С.И. Платов, В.А. Некит, Е.Ю. Звягина, Д.В. Терентьев // Перспективные материалы и технологии: материалы международного симпозиума. В 2-х частях. Под редакцией В.В. Рубаника. - 2017. - С. 247-250.
10. Платов, С.И. Математическое моделирование процесса охлаждения металла при прокатке на мелкосортном проволочном стане / С.И. Платов, В.А. Некит, Н.Н. Огарков // Перспективные материалы и технологии: материалы международного симпозиума. В 2-х частях. Под редакцией В.В. Рубаника. - 2017. - С. 251-253.