УДК 621.785.532
Студ. А.Д. Скворцов
Науч. рук. доц. М.Н. Пищов
(кафедра материаловедения и проектирования технических
систем, БГТУ)
ПОВЫШЕНИЕ ИЗНОСОСТОЙКОСТИ КОНСТРУКЦИОННЫХ
СТАЛЕЙ ДЛЯ ДЕТАЛЕЙ ТРАНСМИССИЙ ЛЕСНЫХ МАШИН
ПУТЕМ ИХ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ
В
работе приведены результаты исследований кинетики изнашивания образцов из
материалов наиболее часто используемых для изготовления различных деталей
трансмиссии лесных машин, подверженных различным методам поверхностного
упрочнения. Исследования образцов проводились в режиме полусухого трения с
минимальным добавлением индустриального масла 20 для исключения явления задира.
Испытывались образцы из конструкционных сталей 25ХГТ, 40Х и 45 прошедших
улучшение с последующим поверхностным упрочнением методами борирования
и боросилицирования по различным схемам. Для сравнения
испытывались образцы из стали 25ХГТ, цементированные по заводской технологии и
сталей 40Х и 45 из конструкционных сталей 25ХГТ, 40Х и 45, прошедшие
предварительно улучшение и закалку ТВЧ. Температура борирования
составляла 950°С, время – 2–4 часа. Боросилицирование
осуществлялось при температуре насыщения 950°С, времени насыщения 2–4 часа.
При
проведении исследований шероховатость контртела,
выполненного из инструментальной быстрорежущей стали Р6М5 с твердостью HRC
64–66, поддерживалась постоянной в пределах Ra 1,25 в
результате перешлифовки на заданную шероховатость.
Для создания условий, способствующих более интенсивному износу, неровности выполнялись
в направлении перпендикулярном движению образца. Сравнительная оценка
износостойкости упрочненных методами борирования, боросилицирования и цементированных по
заводской технологии поверхностных слоев полученных на образцах из
различных сталей проводилась по потере массы при пути трения между измерениями
10 км. Следует отметить, что полученные кривые износа (рис.1) в целом соответствуют
общепринятым представлениям и зависимостям характерным для эксплуатации
деталей, работающих в условиях интенсивного нагружения.
Для
кривой износа, полученной при упрочнении методом цементации (традиционная
технология при изготовлении зубчатых колес трансмиссии) характерно наличие трех
основных участков, соответствующих основным стадиям развития процесса
изнашивания и разрушения поверхностного слоя образца. На первом этапе (до 20 км
про[1]бега),
соответствующем периоду приработки, наблюдается более интенсивное изнашивание с
потерей массы около 50% за весь период испытаний.
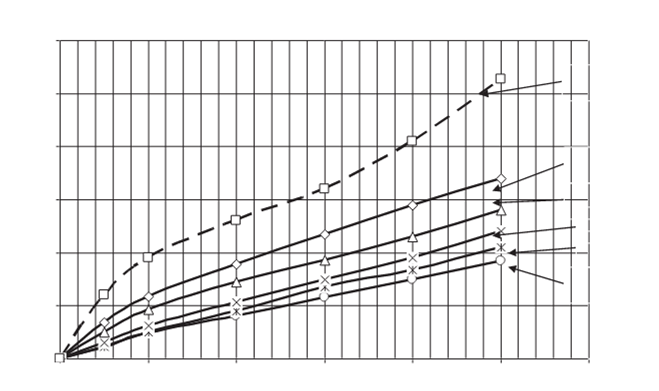
1
– цементация; 2 – боросилицирование 2 ч; 3–3,5 ч; 4–4
ч;
5
– борирование 3 ч; 6 – 4 ч.
Рисунок
– Изменение величины изнашивания образцов из стали 25ХГТ от пути трения при
разных составах сред и времени насыщения
(нагрузка
1,155 МПа)
В
отличие от цементации, при упрочнении образцов боросилицированием
интенсивность изнашивания на всем протяжении пути трения остается практически
постоянной. При этом на некоторых участках пути трения наблюдается ее
уменьшение, что вероятно связано со стабильностью поверхностной твердости и
остаточных напряжений сжатия. Характер кривых изменения величины изнашивания
исследованных образцов из конструкционных сталей 40Х и 45, аналогичен приведенным
на рис. 1 для стали 25ХГТ при более высокой количественной оценке интенсивности
износа.