Кафедра технологии машиностроения
Автореферат магистерской работы
Главная страница
В библиотеку
![]()
Конструкции современных роторных машин позволяют легко реализовать такие операции, как завальцовка самостопорящихся гаек; штамповка головок болтов, винтов, заклепок, гвоздей; накатывание резьбы на крепежные изделия; нанесение технологического покрытия. Недостатком большинства машин является наличие сложных гидравлических систем привода главного движения. Учитывая, что автоматические роторные линии- средство массового производства, то есть в каждом конкретном случае конструкция машины может быть различной, открываются широкие перспективы для повышения эффективности технологических модулей путем упрощения их конструкций.
В ходе выполнения работы был предложен способ обработки (завальцовки) самостопорящихся гаек (рисунок 1),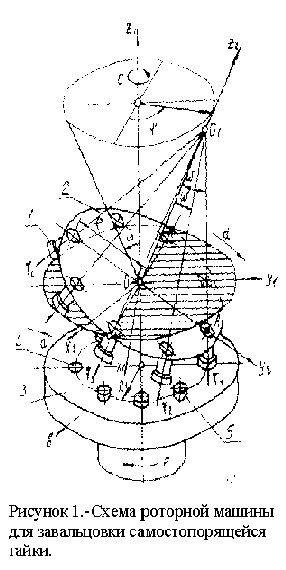 в котором повышение точности завальцовки выполняется за счет совмещения технологического и транспортного движения. Это дает возможность исключить привод рабочего движения технологической машины и выполнять завальцовку только за счет прецессионного транспортного движения инструментов.
в котором повышение точности завальцовки выполняется за счет совмещения технологического и транспортного движения. Это дает возможность исключить привод рабочего движения технологической машины и выполнять завальцовку только за счет прецессионного транспортного движения инструментов.
При этом сравнение точности завальцовки самостопорящихся гаек этим способом (рисунок 1) выполним по отношению к точности, получаемой при завальцовке самостопорящихся гаек на кривошипном прессе. Сравнение точности завальцовки самостопорящихся гаек произведем по значениям размеров их высоты.
Рабочий ротор (рисунок 1) имеет инструменты 1, закрепленные непосредственно на наклонной шайбе 2, и барабан 3 с пазами 4 для установки самостопорящихся гаек 5.
При работе рабочего ротора, самостопорящиеся гайки 5 по входному потоку “а” поступают в пазы 4 барабана 3. При этом за счет того, что барабан 3 и наклонная шайба 2 с инструментами 1 вращается вокруг своих продольных осей, расположенных с угловым смещением, в наиболее низком положении инструментов 1 происходит завальцовка ободка самостопорящихся гаек 5.Выгружаются самостопорящиеся гайки 5 по выходному потоку “в”.
На рисунке 2 приведен общий вид установки для завальцовки самостопорящихся гаек.
На основе исследования размеров 200 самостопорящихся гаек были определены частоты распределения размеров их высоты по 15
Анализ рядов частот и формы полученной кривой (рисунок 3) показывают, что распределение размеров высот самостопорящихся гаек подчиняется закону нормального распределения. В связи с этим, для установления точности изготовления самостопорящихся гаек и сравнения точности применяемых технологий необходимо определить среднее арифметическое значение
Среднее арифметическое значение размеров характеризует центр, вокруг которого группируются размеры при данном методе обработки. Среднее квадратичное отклонение является количественной характеристикой рассеивания размеров при обработке, и поэтому по значению величины s оценивается точность технологического процесса.
Подставляя численные значения геометрических параметров в формулы (1) и (2) будем иметь: для самостопорящихся гаек, изготавливаемых на прессах, ![]() =18.841 мм и s
=18.841 мм и s
![]() =0.137 мм; для самостопорящихся гаек, изготавливаемых на устройстве (рис)
=0.137 мм; для самостопорящихся гаек, изготавливаемых на устройстве (рис) ![]() =18.697 мм и s
=18.697 мм и s
![]() =0.021 мм.
=0.021 мм.
Анализируя полученные результаты, можно отметить, что предложенная роторная машина позволяет получить более высокое постоянство размеров гаек. Точность устройства (рисунок 2) в 6.5 раза выше, чем точность применяемого оборудования. Это обеспечивается за счет совмещения в предлагаемом устройстве транспортного и технологического движения, а также исключения привода рабочего движения.
Таким образом, новый способ завальцовки самостопорящихся гаек обеспечивает получение более высоких технико-экономических показателей, а также более высокую надежность и стабильность протекания технологического процесса. Благодаря повышению производительности появляется возможность создания автоматической линии для производства самостопорящихся гаек на основе новых машин роторного типа.
Список литературы: 1. Кошкин Л. Н. Роторные и роторно-конвейерные линии. – 2-е изд. стереотип. – М.:Машиностроение,1986. – 320 с., ил. 2.
![]()