В настоящее время ситуация в области техногенной безопасности на Украине такова, что особую тревогу вызывает высокий уровень аварийности существующих технических объектов и недостаточные возможности в решении проблемы инженерной экологии. Если в сфере вредных воздействий на воду, почву, воздух и в целом в области экологической экспертизы производств и мониторинга среды, cтатистическом учёте количества промышленных и бытовых отходов, а также в создании полигонов и свалок отходов имеются определённые достижения, то в направлении разработки новых экологически чистых и безопасных техники и технологии переработки отходов, достижения и научно-техническая активность явно недостаточны. Поэтому требуется разработка научного подхода к вопросам охраны труда, экологичности и техногенной безопасности.
- рассмотрение вопросов техногенной безопасности коксового производства на основе фактических данных за длительный период работы коксовых цехов "АКХЗ";
-обработка обширного статистического материала и установление основных факторов и причин несчастных случаев на коксовых батареях, проведение общего анализа полученных результатов;
-использование полученных данных для обеспечения необходимого уровня техногенной безопасности новой технологии переработки промышленных и бытовых отходов по методу "ТЭРО".
Предложена новая технология переработки промышленных и бытовых отходов, которая обеспечивает существенное уменьшение объёма вредных газовых выбросов в атмосферу при сжигании твёрдого термолизного топлива благодаря удалению летучих продуктов термолиза на химпереработку. Кроме того, происходит снижение токсичности дымовых газов, упрощение схемы их очистки, что значительно улучшает экологичность процесса. Особенности процесса таковы, что образование веществ группы диоксинов является минимальным по сравнению с подобными процессами термической переработки промышленных и бытовых отходов, реализация новых технических решений обеспечивает полное разрушение этих супертоксикантов. Важным техническим достоинством данной альтернативной технологии является возможность переработки старых свалок ТБО с рекультивацией освободившихся площадей.
Метод "ТЭРО" по своей структуре и характеру организации процесса лишён многих недостатков, характерных для коксового производства, а именно:
- меньшее участие человека в производственном процессе;
- отсутствие разгерметизации камер термолиза при загрузке и выгрузке;
- отсутствие обслуживающих машин.
Поэтому, уже на стадии проектирования, этот метод имеет более низкую техногенную опасность.
В настоящее время ситуация в области техногенной безопасности на Украине такова, что особую тревогу вызывает высокий уровень аварийности существующих технических объектов и недостаточные возможности в решении проблемы в решении проблемы инженерной экологии. Если в сфере оценки вредных воздействий на воду, почву, воздух, и в целом в области экологической экспертизы производств и мониторинга среды, статическом учёте количества промышленных и бытовых, а также в создании полигонов и свалок отходов имеются определённые достижения, то в направлении разработки новых экологически чистых и безопасных технологий переработки отходов , достижения и научно-техническая активность явно недостаточны. Поэтому требуется разработка научного подхода к вопросам охраны труда, экологичности и техногенной безопасности. Заметим, что известные подходы к проблеме техногенной безопасности разрознены, порой отсутствуют научно обоснованные методики оценки и количественные критерии уровня опасности, слабо используются возможности в области компьютерных технологий, современных методов исследования и математическое моделирование.
При обосновании выбора методов и средств к разработке систем обеспечения техногенной безопасности промышленных производств одним из важных этапов является разработка количественной оценки техногенной безопасности. Необходима разработка комплексных критериев с использованием системного подхода к их формированию. Эти комплексные критерии должны отвечать ряду требований и, в первую очередь, отображать физическую сущность технологических процессов, происходящих в объекте, как при нормальном, так и при аварийном функционировании. Используя лишь один критерий невозможно учесть все вышеперечисленные требования. Таких критериев может быть несколько, каждый из которых позволял бы учесть наиболее характерную особенность. Критерии должны учитывать: энергетическое состояние объектов, количество накопленной энергии, её превращения и трансформации из одной формы в другую; различную природу опасностей объектов; взаимовлияние объектов; вероятностные характеристики техногенной опасности объекта - уровень старения и износа оборудования, статические характеристики аналогичных объектов, человеческий фактор.
Используя критерии можно свести всё многообразие видов техногенной нагрузки к нескольким количественным величинам. Это позволит сравнивать объекты различной природы по уровню техногенной опасности, выполнять оперативное и перспективное прогнозирование изменение состояния объектов по уровню техногенной опасности, выявить существующие объекты с неприемлемым уровнем техногенной опасности, проектировать новые производства с заданным уровнем техногенной опасности. Кроме того, использование нескольких критериев позволяет при необходимости сделать акцент на нужном аспекте при обеспечении техногенной безопасности.
Под измерением риска понимают определение опасности от того или иного источника для индивидуума или группы. В измерениях риска можно выделить четыре основных направления [1]. Первое из них назовём инженерным подходом. Основные усилия направляются на сбор статистических данных о поломках, авариях, связанных с утечкой вредных веществ в окружающую среду. Обычно анализ риска, представляет собой расчёт вероятностей аварий: построение "деревьев отказов" и "деревьев событий". При построении деревьев отказов начинают с той или иной поломки или отказа и определяют, по причинно-следственным цепочкам, к каким событиям это может привести. При построении деревьев событий идут от нежелательного события и пытаются проследить причины, которые могли к нему привести. Второе направление можно назвать модельным. В нём разрабатываются модели процессов, приводящих к нежелательным событиям. К нему относятся работы, в которых пытаются найти статистически значимую зависимость между действием опасных веществ на человека и увеличением количества тех или иных заболеваний. Существуют модели воздействия опасных веществ на окружающую среду, позволяющие оценить уровень её загрязнения и даже моменты экологических катастроф. При использовании как первого, так и второго подхода к измерению риска, часты случаи, когда некоторые зависимости недостаточно понятны, а статистических данных не хватает. В таких случаях единственным источником сведений являются эксперты. Перед ними ставятся задачи оценки в количественном виде тех или иных вероятностей, от них получают оценки связей между различными параметрами и событиями. Следовательно третий подход к измерению риска можно назвать экспертным. Существует четвёртый, социологический подход, когда пытаются узнать восприятие населением и его отдельными группами того или иного риска. Население обращает большее внимание на достаточно частые события (мелкие аварии) и не воспринимает редкие, маловероятные события, вероятность порядка одного шанса из миллиона.
Рассматривая все четыре подхода к измерению риска, можно отметить, что они имеют разные области применения и не свободны от недостатков. Инженерный подход применим для старых, хорошо изученных технологий, где существует детальная статистика, а человек мало влияет на надёжность работы. В современных крупномасштабных технологиях надёжность работы существенно определяется человеко-машинным взаимодействием. Несомненный факт-человеческие ошибки, связанные с большинством крупных аварий. Вот почему оценки вероятностей, тех или иных устройств, найденные с помощью инженерного подхода, вызывают недоверие: по этим оценкам аварии практически невозможны, а в действительности они происходят. Имеет существенные недостатки и модельный подход. Современный уровень знаний во многих областях недостаточен для построения надёжных моделей воздействия вредных веществ на человеческий организм прямо или через окружающую среду. Следовательно, модели строятся на тех или иных гипотезах. Статистических данных для их проверки часто не хватает. Экспертный способ измерения риска нередко оказывается единственным выходом из положения. Но и он имеет недостатки. Есть специфические особенности восприятия риска людьми. Психологические исследования показали, что люди плохо определяют вероятности событий: переоценивают вероятности тех из них, с которыми встречались раньше и которые "ярко" на них подействовали.
Для каждого выделенного объекта безопасности необходимо ввести систему критериев безопасности, которая будет являться основой для суждения о степени безопасности и её приемлемости для данного уровня [2]. Набор таких критериев, в свою очередь, будет являться основой для разработки критериев безопасности следующего, более низкого уровня, роль которых в настоящее время, выполняют нормы, правила, регламенты. Здесь уже можно проследить иерархическую структуру: каждый критерий более низкого уровня является следствием критерия более высокого уровня.
Одной из задач, возникающих при анализе риска, является установление количественных показателей риска.
При проведении анализа риска рекомендуется использовать в качестве критериев следующие величины:
1. максимально допустимый риск ( предельный уровень ), который не превышаться, независимо от экономического или социального вида деятельности.
2. Область приемлемости риска в рамках которой производиться поиск оптимальных экономических решений по системам или мерам безопасности.
Иногда используется также значение пренебрежимого риска - уровень, ниже которого бессмысленно дальнейшее снижение риска, ввиду того, что человек и окружающая среда уже подвергаются другим рискам, возникающим из-за самой природы общества и окружающей среды. В настоящее время, часто используют уровень этого риска как 1% от максимально допустимого.
1.2 Теоретические основы вопроса техногенной безопасности
На многих промышленных предприятиях Украины, и в частности, химического профиля сложился низкий уровень техногенной безопасности [3]. Это проявляется в частых выбросах вредных веществ в окружающую среду, увеличение количества промышленных отходов, снижение уровня надёжности объектов, ухудшение здоровья населения, проживающего вблизи производств и т.д. Причинами такой ситуации являются старение основных фондов, отсутствие или медленные темпы их восстановления, низкое качество проектной документации, отсутствие должного контроля состояния объектов, средств автоматизации и защиты. Очень важной причиной является также отсутствие единых научных методов оценки и анализа техногенной безопасности объектов на стадии проектирования, что приводит к созданию техногенно опасных объектов.
Основой техногенной безопасности любого технологического производства служит тщательно разработанный и проверенный на практике технологический процесс, который создаёт основу для обеспечения базового уровня надёжности и безопасности техники, закладываемого при проектировании.
Обеспечение техногенной безопасности на стадии исследования и проектирования можно представить в виде ряда задач:
- разработка технологического процесса с требуемым уровнем техногенной безопасности;
- конструирование технологического оборудования, удовлетворяющего требованиям техногенной безопасности;
- оптимизация структуры технологического комплекса с учётом возможных отказов, выбросов, аварий;
- разработка эффективных средств защиты человека и окружающей среды от техногенного воздействия.
К решению задач техногенной безопасности предложены следующие комплексные критерии, имеющие вероятностный характер:
1. Критерий потенциала опасности Р. Позволяет оценить энергохимическую опасность объекта и наиболее опасные зоны, факторы и ситуации. Для определения критерия необходим учёт всех возможных опасностей (неконтролируемый и неуправляемый процесс, внезапная остановка, взрыв, разгерметизация, опасная смесь, не запуск с тяжёлыми последствиями техногенного характера и другие).
2. Критерий состояния Q. Характеризует свойство технологического объекта переходить в аварийное состояние при внешних и внутренних воздействиях, то есть быть при этом техногенно опасным. Позволяет оценить вероятность появления опасности и её развитие до возникновения аварии. Характеристиками, входящими в критерий состояния, являются: неустойчивость объекта к внешним воздействиям (ветровые нагрузки, ударная волна, увеличение температуры, давления и другие); неустойчивость объекта при внутренних воздействиях (увеличение температуры, давления, повышение коррозионной активности среды и другие); неустойчивость объекта к ошибкам персонала.
Исходя из вероятностной интерпретации критерия состояния, можно сделать вывод, что абсолютной техногенной безопасности технологических объектов не существует. Опасность объекта может быть пренебрежительно мала, но не может быть равна нулю.
Очевидным является также и тот факт, что критерии Р и Q, как и многие входящие в них параметры, будут зависеть от времени, поэтому необходимо располагать соответствующими зависимостями.
Один из важных вопросов в решении проблемы техногенной безопасности - это правильно оценить потенциал опасности и вероятность реализации этой опасности.
Таким образом, уровень техногенной опасности U объекта можно представить в виде выражения:
U=Р * Q,
где Р-критерий потенциала опасности;
Q-критерий состояния объекта (вероятность реализации критерия потенциала опасности).
Очевидно, что общий уровень техногенной опасности технологического комплекса будет представлен выражением:
Uобщ=U1+U2+U3+...+Un,
где Ui-уровень техногенной опасности по какому-либо нормируемому показателю;
n-количество нормируемых показателей для данной категории объектов.
2.Описание коксового цеха N-3 Авдеевского коксохимического завода
2.1 Технологическая схема производства кокса
Шихта из углеподготовительного цеха N-2 подаётся на угольную башню N-4, ёмкостью 5000 тонн, состоящую из двух отсеков. Нижняя часть угольной башни разделена на 12 рядов.
2.2Оборудование коксового цеха N-3
Основным технологическим оборудованием цеха являются коксовые печи. В коксовом цехе N-3 находятся в эксплуатации 2 коксовые батареи с печами большой ёмкости конструкции ГИПРОКОКСА системы ПВР (парные вертикалы с рециркуляцией продуктов горения и нижним подводом газа, воздуха и отводом продуктов горения.)
2.3Оборудование установки сухого тушения кокса
На установке имеется 6 блоков, которые должны обеспечивать бесперебойное тушение кокса, вырабатываемого на батареях № - 7,8.
2.4 Причины несчастных случаев
Рассмотрим более подробно обстоятельства несчастных случаев, а также причины по которым они произошли. Анализ наиболее частых мест травмирования проведём в такой последовательности: 4.1Несчастные случаи произошли при:
5.1Места и обстоятельства несчастных случаев:
Рисунок 1-Диаграмма причин и последствий травматизма на АКХЗ 3. Актуальность проблемы твёрдых отходов в Украине.
Нынешняя ситуация обращения с землёй, стихийное загрязнение больших территорий разнообразными промышленными и бытовыми, твёрдыми и жидкими отходами достигло в нашей стране угрожающих масштабов. В связи с этим необходимо в ближайщем будущем создать специальную технику массовой очистки земельных угодий, полей, лесозащитных полос и посадок, обочин дорог от несанкционированных свалок различного мусора. Это позволит противостоять тенденциям опасного накопления мусора, его стихийного сжигания, самовозгорания, попадания огромных количеств образующихся токсических веществ в атмосферу, реки и водоёмы.
Существует два основных метода переработки ТБО: механико-биологический и термический [5].
3.1 Предлагаемый метод переработки ТБО.(метод "ТЭРО")
Проблема твёрдых углеродистых отходов может быть эффективно решена на базе весьма развитой в Украине коксохимической промышленности. Почти половина населения Украины и более 2/3 запасов и источников углеродистых отходов находятся на территории, где сконцентрировано около полутора десятков коксохимических предприятий. Эти предприятия, особенно в условиях постепенного сокращения производства кокса, могут стать хорошей базой для развития новой мусороперерабатывающей промышленности на основе коксохимической отрасли[7-9]. Наиболее важные принципы такого подхода к проблеме твёрдых углеродистых отходов в Украине :
Технология имеет такую последовательность основных операций : сортировка исходного сырья с извлечением крупных включений, металлов, стекла, керамики и частично полимеров; измельчение, дозирование и смешение компонентов с получением композиций требуемого состава и свойств; загрузка смеси в термолизный агрегат, её прессование и продвижение в обогреваемую часть агрегата; термолиз смеси с получением твёрдого термолизного топлива и летучих химических продуктов, которые перерабатываются методами, аналогичными для коксохимических предприятий; сжигание твёрдого термолизного топлива в топках с кипящим слоем с утилизацией тепла дымовых газов в котлах и получением электроэнергии, подача золошлаковых остатков сжигания топлива в производство строительных материалов.
Важнейшие отличия предлагаемой технологии от всех известных заключается в следующем:
Проведённый анализ техногенной безопасности коксового производства, на основе фактических данных за длительный период работы коксовых цехов, позволяет сделать основные выводы работы:
1. Ларичев О.Н. Проблема принятия решений с учётом факторов риска и безопасности//
Вестник АН СССР,-1987. № 11-с. 38-46.
Из угольной башни шихта набирается в углезагрузочный вагон. После набора шихты и переезда вагона к пустой печи производится её загрузка. В цехе применяется метод бездымной загрузки при закрытых стояках. Бездымная загрузка обеспечивается гидроинжекцией аммиачной воды цикла газосборника. Время загрузки печей фиксируется в момент подачи планирной штанги в печь.
После загрузки шихта подвергается процессу коксования - нагреву до заданных температур без доступа воздуха. За время коксования происходят физико - химические превращения, харак-тер которых зависит от различных факторов. Для обеспечения хорошего качества кокса, конечная температура в осевой плоскости коксового пирога поддерживается 1050 градусов. Продолжительность коксования составляет 15 часов. Выдача кокса производится по циклическому графику.
Коксовый газ через стояки и клапанные коробки из печей поступает в газосборники. На КБ N-7,8 расположены два газосборника с машинной стороны. Для орошения газа в стояках и гидроинжекции на КБ N-7,8 применены сдвоенные форсунки.
Из подсводового пространства коксовых печей коксовый газ выходит с температурой 700-800 градусов и содержит большое количество паров, воды и смолы. В клапанных коробках стояков и в газосборниках происходит интенсивное охлаждение газа до 80-90 градусов путём орошения аммиачной водой.
Охлаждённый газ из газосборника поступает в сепаратор, где происходит отделение коксового газа от воды и смолы. Коксовый газ по газопроводу поступает на первичные газовые холодильники цеха улавливания N-2, где охлаждается до температуры не ниже 35 градусов. Эта температура является оптимальной для улавливания из коксового газа бензольных углеводородов, сероводорода, и аммиака.
Технологический процесс производства кокса заканчивается выдачей его из печей. Чтобы предотвратить горение расколённого кокса после выгрузки из печи, нужно снизить его температуру до 250-100 градусов. При этих температурах нет самовозгорания и тления кокса. В цехе применяются два способа тушения кокса : коксотушильная установка при мокром способе тушения состоит из тушильной башни и отстойников для осветления вод после тушения. Под куполом тушильной башни находится оросительная система. Над ней расположена вытяжная труба, которая служит для отвода образующихся при тушении водяных паров.
Потушенный кокс из вагона выгружается на рампу, где выдерживается для отпаровывания и избавления от избыточной влаги. Затем кокс поступает на конвейеры и транспортируется на коксосортировку N-3.
При сухом методе, раскалённый кокс из коксовых печей выгружается в специально сконструированный вагон, который подаётся к УСТКа, где кузов вагона стягивается с лафета и доставляется подъёмником к загрузочному устройству камеры тушения. Затем производится загрузка кокса в тушильную камеру.
Тушение кокса производится циркулирующим газом, движущимся с низу в верх, на встречу опускающемуся коксу.
Охлаждённый кокс до 200-250 градусов выгружается из нижней камеры на приёмную рампу, оттуда подаётся на ленточный транспортёр и направляется конвейерами на коксосортировку.
Весь поступающий кокс сортируется на 14-ти валковых грохотах, где происходит разделение кокса на два класса : +25 мм и 0-25 мм. Кокс крупности +25 мм грузится ж/д вагоны или, в случае их отсутствия, весь валовый кокс принимается в бункеры несортированного кокса. Подрешётный продукт размером
0-25 мм подаётся на вибрационный грохот, где сортируется на классы : +25 мм, 10-25 мм, 0-10 мм.
Печи характеризуются разделением регенераторов по длине на отдельные секции по числу отопительных вертикалов, расположением в стенах регенераторов вертикальных дюзовых каналов для нижнего подвода газа и наличием в основании подовых каналов отверстий для регулирования подачи воздуха по секциям регенераторов.
Печи предназначены для отопления только коксовым газом, работают по схеме парных вертикалов с циркуляцией продуктов горения в замкнутой паре. Перевалы и рециркуляционные окна расположены в нечётных распределительных перегородках. Каждый вертикал соединён косым ходом с одной секцией регенератора.
Группа из двух сопряжённых вертикалов и двух секций регенераторов является независимым элементом отопительной системы. В данном простенке в одну кантовку, горение происходит во всех нечётных вертикалах, а продукты горения отводятся из чётных вертикалов. При перекантовке направление потоков меняется. Число вертикалов в простенке равно 30. Воздух для сжигания газа забирается из нижнего тоннеля и через заборные патрубки и газовоздушные клапаны подаётся в подовые каналы.
Коксовый газ из распределительных газопроводов подаётся в коллекторы, которые расположены вдоль обогревательных простенков. На каждой стороне простенка имеется по два коллектора, один из них соединён с вертикальными дюзовыми каналами только чётных вертикалов, другой - нечётных.
Регулирование подачи коксового газа производится индивидуально для каждого вертикала снизу из обслуживающего тоннеля, изменением проходного сечения ниппеля, или калиброванной шайбы размещающегося в подводящих трубках.
В зависимости от диаметра калиброванной шайбы или ниппеля, изменяется проходное сечение.
Все трудоёмкие процессы по загрузке печей шихтой, выдаче, тушению и сортировке кокса механизированы. С этой целью специально для печей большой ёмкости разработаны и изготовлены высокопроизводительные коксовые машины и механизмы.
В цехе находятся в эксплуатации следующие машины :
1. Коксовыталкиватели - 3 шт.
2. Углезагрузочные машины - 3 шт.
3. Двересъёмные машины - 3 шт.
4. Электровозы тушильных вагонов - 4 шт.
5. Коксовозные вагоны - 4 шт.
6. Грохоты 14-ти валковые - 4 шт.
7. Грохоты вибрационные 1-ИЛ-52 - 4 шт.
8. Конвейеры - 4 шт.
В состав каждого блока УСТКа входит : камера тушения, механизмы загрузочного и разгрузочного устройства, котёл-утилизатор, пылеосадительный бункер, соединяющий котёл с камерой тушения, два пылеулавливающих циклона, основной и резервный дымососы, трубопроводы и вспомогательное оборудование.
Котельная установка сухого тушения кокса коксовых батарей N-7,8 предназначена для выработки пара за счёт использования тепла циркуляционных газов.
Расчётная выработка пара одной камеры составляет 22-25 т/час. Давление пара равно 39 кгс/кв.см.
Полученный пар направляется в паропровод высокого - 39 кгс/кв.см. и через РОУ в паропроводы среднего - 15 кгс/кв.см. и низкого-8 кгс/кв.см. давлений.
1.Обслуживающая площадка с коксовой стороны вместе с двересъёмной машиной (Д.М.)
1.1 Несчастные случаи произошли при:
А) наезде Д.М. на людей , как со стороны коксонаправляющей, так и со стороны дублирующего пульта управления при выполнении ими работ по уборке площадок, ликвидации газования дверей, ремонте камер коксования;
Б) прохождении людей через проёмы в корзине кокcонаправляющей;
В) устранении различных неисправностей на крыше Д.М.;
Г) неудовлетворительной организации ремонтных работ на обслуживающей площадке с коксовой стороны и на самой Д.М.;
Д) падение с обслуживающей площадки с коксовой стороны из-за потери ориентировки, вызванной запарованностью.
1.2Причины происшедших несчастных случаев:
А) отсутствие или неисправность устройств, предупреждающих наезд Д.М. со стороны коксонаправляющей;
Б) отсутствие или неисправность автоматической звуковой, световой сигнализации;
В) наличие конструктивного недостатка, выразивщегося в отсутствии хорошего обзора пути движения машины;
Г) неудовлетворительная работа тормозов;
Д) отсутствие или изъятие ключ-бирки при выполнении работ как на самой Д.М., так и на обслуживающей площадке с коксовой стороны;
Е) проведения ремонтных работ без разрешения мастера, предупреждения машиниста, оформление наряда-допуска.2.Верх печей вместе с загрузочным вагоном (З.В.)
2.1 Несчастные случаи произошли при:
А) проведении ремонтных работ на верхней площадке З.В. во время его движения в негабаритных местах, под угольной башней и перекидным
газопроводом;
Б) проведении технологических операций по уплотнению крышек люков, стояков перед движущимся З.В. в негабаритных местах, вблизи стояков со специальных площадок;
В) столкновении двух загрузочных вагонов из-за невыдерживания расстояния в 10 метров;
Г) ремонте токосъёмников на З.В. без снятия напряжения на троллеях и без диэлектрических средств;
Д) загрузке камер коксования с забитыми графитом люками и стояками.
2.2 Причины происшедших несчастных случаев:
А) отсутствие или неисправность блокировки механизма передвижения З.В. с дверью входа на верхнюю площадку, исключающей передвижение машины при нахождении на верхней площадке ремонтного персонала;
Б) конструктивный недостаток, выразившийся в том, что расстояние от нижней образующей перекидного газопровода до верхнего среза бункеров не обеспечивает безопасный для людей проезд под газопроводом при нахождении их на верхней обслуживающей площадке З.В.;
В) отсутствие сетчатого ограждения в районе троллеев и токосъёмников;
Г) отсутствие или неизъятие ключ-бирки при выполнении работ на верхней площадке З.В.;
Д) загрузка печей при заграфиченных или забитых шихтой газоотводящих стояков, загрузочных люков, забитых отложениями колен стояков и клапанных коробок.3.Пути тушильного вагона, тушильный вагон, тушильная башня.
3.1 Несчастные случаи произошли при:
А) ремонтах тушильного вагона из-за нарушения положения о бирочной системе;
Б) проведении работ по очистке путей тушильного вагона без снятия напряжения на троллеях, изъятия у машиниста ключ-бирки, выставления тупиков со стороны электровоза и отсутствии руководства со стороны ИТР смены;
В) попадании людей в лоток с горячей водой в районе тушильной башни из-за отсутствия перекрытия и в условиях запарованности.
3.2 Причины происшедших несчастных случаев:
А) наличие на электровозе специальных площадок не предусмотренных проектом;
Б) отсутствие перекрытий на лотках;
В) нарушение положения о бирочной системе при проведении ремонтных работ;
Г) нарушение установленного порядка уборки путей тушильного вагона. Отсутствие инструкции, регламентирующей порядок проведения работ по уборке путей тушильного вагона;
Д) недостаточная обученность и низкое качество инструктажа машинистов тушильных вагонов, электриков, слесарей и других лиц, занятых на уборке путей тушильного вагона;
Е) неудовлетворительный контроль со стороны ИТР.4.Обслуживающая площадка с машинной стороны вместе с коксовыталкивателем (КВ.)
А) прохождении людей между открытой камерой и выталкивающей штангой;
Б) попытке пройти между "башмаком" выталкивающей штанги и опорным роликом;
В) проведении различных работ в зоне действия коксовыталкивателя;
Г) ремонте токосъёмников без снятия напряжения на силовых, сигнальных троллеях КВ.;
Д) разбуривании печей;
Е) самозапуске выталкивающей штанги из-за отсутствия надёжной фиксации рукоятки контроллёра;
Ж) падении с площадок КВ. из-за отсутствия перильного ограждения.
4.2 Причины происшедших несчастных случаев:
А) отсутствие или неисправность защитного устройства, допускающего проход перед КВ. по обслуживающей площадке батареи только при нахождении выталкивающей штанги в исходном положении;
Б) отсутствие или неисправность оградительной техники обслуживающих площадок КВ.;
В) отсутствие сетчатого ограждения в районе троллеев и токосъёмников;
Г) неудовлетворительный обзор из кабины КВ.;
Д) отсутствие или не изъятие ключ-бирки при выполнении работ как на самой машине, так и на обслуживающей площадке;
Е) отсутствие ограждения выталкивающей штанги в районе расположения "башмака", опорных роликов, а также двересъёмного устройства, планирной штанги и других движущихся и вращающихся механизмов.5.Конвеерные галереи коксовых трактов, оборудование коксосортировок, подрамповые конвейеры.
А) галереи и помещения коксосортировок при падении людей в открытые проёмы и нахождении людей вблизи вращающихся механизмов грохотов, а также при уборке галереи, подрамповых конвейеров во время выгрузки кокса на рампу вместе с нестёкшей горячей водой.
5.2 Причины происшедших несчастных случаев:
А) отсутствие ограждений вращающихся или движущихся частей оборудования коксосортировок;
Б) отсутствие на подрамповых конвейерах специальных чугунных бортов, препятствующих попаданию в галерею воды или горячего кокса;
В) нарушение установленного регламента тушения кокса;
Г) отсутствие ограждений или перекрытий монтажных проёмов;
Д) недостаточная обученность и низкое качество инструктажа рамповщиков, сортировщиков, слесарей;
Е) неудовлетворительный контроль со стороны ИТР за соблюдением подчинённым персоналом безопасных приёмов в работе.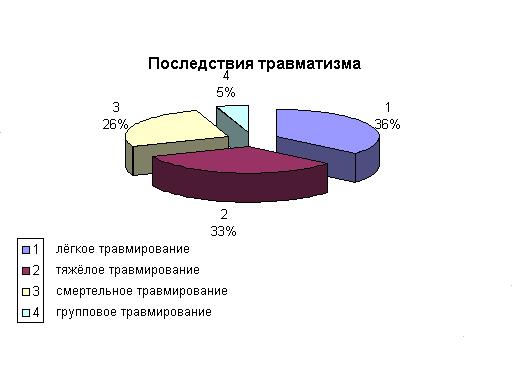
Особенно трудной проблемой являются твёрдые бытовые отходы (ТБО), которые представляют собой крайне нестабильную неконтролируемую смесь бумаги, картона, пищевых остатков, пластмассы, резины, стекла, строительного мусора, металлов, батареек и другого. Предварительная сортировка ТБО городским населением и коммунальными службами в Украине практически не проводится. Механическая сортировка ТБО технически сложна и пока не находит широкого применения. Прямая переработка или сжигание огромных количеств отходов технически весьма проблематична, экологически опасна и экономически неэффективна. Поэтому потребуется неотложное решение проблемы ТБО при обеспечении
наиболее экономически и экологически эффективного их использования и переработки с получением полезной продукции.
К механико-биологическим методам относятся: компостирование отходов после предварительной сортировки: механизированная сортировка, сушка и уплотнение отходов для экологически безопасного их захоронения на специальных полигонах; сортировка отходов, производимая в основном населением, и распределение их (стекла, металла, полимеров, бумаги) по предприятиям переработки вторичных материалов [6].
Термические методы включают: сжигание отходов, преимущественно их бумажно-полимерных компонентов, которое производится в установках с колосниковыми решётками или в топках с кипящим слоем; пиролиз, представляющий высокотемпературное разложение отходов (выше 600 градусов) без доступа кислорода во вращающихся трубчатых печах с получением полукокса и горючего газа; газификация отходов, позволяющая преобразовывать их органическую часть в синтез-газ, который применяют для химического синтеза; комбинированные термические методы, сочетающие полукоксование с последующим сжиганием или пиролиз с последующей газификацией.
Анализ этих технологий не даёт уверенности в том, они могут быть эффективно реализованы в ближайшие годы в сложившихся в Украине условиях по многим причинам, среди которых можно выделить следующие: относительно малая производительность таких отходоперерабатывающих предприятий, несопоставимая с нарастанием обьёмов твёрдых углеродистых промышленно-бытовых отходов и тем более с уже накопленными их залежами; необходимость огромных материальных и финансовых ресурсов на сооружение десятков таких предприятий, обеспечивающих необходимые масштабы переработки; отсутствие подготовленных кадров для освоения и эксплуатации предприятий с новыми для Украины технологиями; высокая стоимость и сложность систем очистки дымовых газов с учётом высоких современных требований техногенной безопасности; проблематичность получения экономической прибыли из-за высокой стоимости переработки.
Принципиальный вывод в результате такого анализа заключается в том, что проверенные и эффективные на Западе технологии мусоропереработки и мусоросжигания не могут в наших условиях быстро и эффективно разрешить столь масштабную и запущенную проблему. Следует искать альтернативные и максимально эффективные возможности переработки отходов, которые наилучшим образом будут учитывать сложившуюся в Украине ситуацию.
- основа предлагаемой технологии - термолиз органической части отходов, протекающий герметичных камерных наклонных термолизных печах. При нагреве исходного сырья происходит его термическая деструкция с образованием твёрдого термолизного топлива и смеси летучих веществ. Процесс отличается гибкостью и управляемостью за счёт возможности совместного использования нескольких управляющих факторов.
- технология обеспечивает комплексный характер переработки широкого спектра углеродистых промышленных и бытовых отходов. Твёрдые и жидкие компоненты отходов в различных пропорциях в зависимости от их свойств и химического состава смешивают на стадии полготовки сырья для получения исходных компаунд-смесей требуемого качества.
- на стадии проектирования промышленного комплекса предполагается более высокий уровень требований к безопасности технологических агрегатов в сравнении с известными в коксохимической промышленности. Улавливание и химическая переработка всех летучих продуктов термолиза во многом обеспечивает экологические преимущества технологии.
- использование отходов в качестве дешёвого органического сырья с получением полезной продукции при условии вовлечения инфраструктуры и кадров коксохимзаводов наряду с решением экологических проблем делают технологию экономически выгодной и создающей социальный эффект.
Загрузка смеси, её прессование, термолиз и сжигание полученного твёрдого термолизного топлива происходят в едином термолизном агрегате. Процесс термолиза протекает в замкнутом пространстве герметичной камеры наклонной темолизной печи (НТП) с двухсторонним обогревом [10]. Печи компонуются в батареи, аналогичные традиционным коксовым батареям с хорошими теплотехническими характеристиками и возможностью использования проверенных в коксовом производстве и энергетике эффективных и надёжных элементов и узлов конструкций и систем.
Основная стадия процесса переработки - термолиз смесей промышленно-бытовых отходов, который протекает при слоевом нагреве спрессованного сырья до оптимальных температур. Возможности управления процессом значительно шире, чем при традиционном коксовании, так как управляющими факторами, кроме температурного режима, являются давление уплотнения, состав перерабатываемых смесей промышленно-бытовых отходов, объёмная плотность сырья и величина порции разовой загрузки, скорость продвижения спрессованной массы, гидравлический режим в камере и температура летучих продуктов термолиза.
В данном процессе сжигается только твёрдый углеродистый остаток термолиза исходного сырья - твёрдое термолизное топливо (ТТТ), содержащее в основном золу и углерод, а выделяющиеся летучие вещества поступают на улавливание и химическую переработку. Свойства полученного ТТТ аналогичны полукоксу - коксу из низкосортных, высокозольных углей. Это топливо отличается высокой пористостью, преобладанием мелких классов крупности и содержит незначительное остаточное количество летучих веществ. Сжигание в кипящем слое такого облагороженного и бездымного топлива в нагретом до 900-950 градусов состоянии создает хорошие условия для устойчивого ведения процесса горения при минимальном образовании Nox и оксидов серы.
Сжигание твёрдого термолизного топлива в низкотемпературном кипящем слое представляется наиболее эффективным для такого низкокалорийного, пористого и сравнительно низкоплотного топлива, чем сжигание на колосниковой решётке, прежде всего из -за более высокой интенсивности такого процесса.В зоошлаковых отходах при стабильном процессе сжигания ТТТ оказываются связанными тяжёлые металлы, а образующиеся дымовые газы значительно менее токсичны и их объём значительно меньше, чем при прямом сжигании эквивалентных количеств твёрдых бытовых и промышленных отходов.
Эвакуация парогазовых летучих продуктов в процессе термолиза осуществляется на горячую сторону, то есть через слои нагретого сырья к греющим стенкам НТП. При этом происходит дополнительное разложение смолистых веществ и содержащихся в летучих углеводородов с отложением пироуглерода, образующегося при температурах выше 500-650 градусов, на поверхности слоя ТТТ. Поскольку нагреваемое сырьё находится в спрессованном состоянии, оно одновременно является фильтрующим слоем, сводящим к минимуму унос даже самых мельчайших пылевидных фракций летучими продуктами в условиях скоростного нагрева. В результате этого термолизный газ содержит значительно меньшее количество пылевидных фракций по сравнению с газом от прямого сжигания отходов. Это благоприятно сказывается на работе газоотводящей и улавливающей аппаратуры.
Прямые газовые выбросы из камер термолиза в атмосферу при загрузке и выгрузке агрегата полностью исключены. В процессе работы загрузка агрегатов осуществляется порциями сырой рабочей смеси из герметичного бункера в герметичные камеры прессования. Спрессованные порции постоянно находятся в камере прессования и создают дополнительный гидравлический затвор, предотвращающий движение газов термолиза из камеры агрегата в бункер и к прессующе - проталкивающему устройству.
1. Процесс термолиза осуществляется в батареях, состоящих из нескольких (более 72) термолизных печей. Такая компоновка на 30-40% снижает удельные капитальные затраты и повышает термический КПД установок;
2. Переработке подвергаются смеси, в состав которых входят ТБО, промышленные отходы угледобычи и углеобогащения, коксохимического производства, другие жидкие органические отходы, что позволяет получать требуемый усреднённый состав и нужное качество исходной смеси;
3. Новая технология обеспечивает существенное уменьшение объёма вредных газовых выбросов в атмосферу при сжигании твёрдого термолизного топлива благодаря удалению летучих продуктов термолиза на химпереработку. Кроме того, происходит снижение токсичности дымовых газов, упрощение схемы их очистки, что значительно улучшает экологичность процесса. Особенности процесса таковы, что образование веществ группы диоксинов является минимальным по сравнению с подобными процессами термической переработки промышленных и бытовых отходов, реализация новых технических решений обеспечивает полное разрушение этих супертоксикантов. Важным техническим достоинством данной альтернативной технологии является возможность переработки старых свалок ТБО с рекультивацией освободившихся площадей.
1.Характер коксового производства, связанного с периодической загрузкой угольной шихты и выдачей кокса; конструкции коксовых батарей, имеющие обслуживающие площадки, троллеи для подвода энергии к коксовым машинам, а также габариты коксового цеха и интенсивность процесса являются объективным техногенным фактором, создающим значительную техногенную нагрузку на персонал и окружающую среду.
2.Другим важным фактором является неудовлетворительное состояние основных фондов предприятия, отсутствие или медленные темпы их восстановления; отсутствие должного контроля состояния объектов, средств автоматики и защиты, а также отсутствие единых научных методов оценки и анализа техногенной безопасности объектов на стадии проектирования, что приводит к созданию техногенно опасных объектов.
3.Основное количество несчастных случаев обусловлено человеческим фактором и тяжёлыми условиями труда, поэтому нужно стремиться к минимизации участия человека в производственном процессе.
4.Метод "ТЭРО" по своей структуре и характеру организации процесса лишён многих недостатков, характерных для коксового производства, а именно:
- меньшее участие человека в производственном процессе;
- отсутствие разгерметизации камер термолиза при загрузке и выгрузке;
- отсутствие обслуживающих машин.
2. Ризун В., Коваленко А. Факторы риска в сосуществовании человека и природы.//Бизнес Информ.- 1999.- № 3-4.
3. Охорона навколишнього середовища та раціональне використання природних ресурсів/Збірка доповідей 1-ї Міжнародної наукової конференції аспірантів та студентів. Т.2-Донецьк: ДонНТУ, ДонНУ, 2002.-204 с.
4. Г.О. Власов, В.І. Саранчук, В.М. Чуїщев, В.В. Ошовський.Системний аналіз коксохімічного виробництва./ДонНТУ.-Донецьк: "Східний видавничий дім",2002.-296 с.
5. Економіка природокористування і охорони довкілля // Зб. наук. праць міжнар. наук.-прак. конф. по управлінню відходами "Техноресурс-2000". - Київ: РВПС Укр. НАН України, 2000.-200 с.
6. Das Duale System auf der EXPO 2000 - Koeln: Hannover: Press Information, 2000. - 32 S.
7. Парфенюк А.С. Крупномасштабная комплексная переработка твёрдых углеродистых промышленных и бытовых отходов // Кокс и химия.-2001.-№ 5.-с. 41-44.
8. Парфенюк А.С., Антонюк С.И., Топоров А.А. // Проблеми природокористування, сталого розвитку та техногенної безпеки: Матеріали Міжнар. наук.-практ. конф., Дніпропетровськ, 2001. - с.238-240.
9. Парфенюк А.С., Веретельник С.П., Кутняшенко И.В. Проблема создания промышленных агрегатов для переработки твёрдых углеродистых отходов. Возможности её решения // Кокс и химия.-1999.-№ 3.-с.40-44.