 в аналитической зависимости «скорость резания – стойкость» также могут быть различны.
.
и для любых интервалов значений частот вращения шпинделя. Этот метод основан на аналитическом подборе частоты вращения шпинделя по формуле:
в аналитической зависимости «скорость резания – стойкость» также могут быть различны.
.
и для любых интервалов значений частот вращения шпинделя. Этот метод основан на аналитическом подборе частоты вращения шпинделя по формуле:
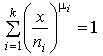 ;
;
; ni - частота вращения шпинделя при данном ; х – общая для наладки частота вращения шпинделя.
, значений и частот вращения шпинделя для каждого инструмента ) производится суммирование частот n для инструментов с одинаковыми значениями . После анализа введенных частот вращения шпинделя производится автоматическое определение предельных (минимальной nmin и максимальной nmax) частот.
Из выбранного диапазона частот вращения шпинделя (от nmin до nmax) по вышеприведенной формуле определяют максимально приближенные , (с заданной погрешностью расчета) значения общей для наладки частоты вращения шпинделя; окончательно принимают значение частоты, погрешность определения которой минимальна.
. Для каждой группы инструментов необходимо ввести значения , количество резцов и рекомендуемые по нормативам значения частот вращения шпинделя для каждого инструмента. После ввода последнего значения частоты программа обрабатывает введенные данные; результатом работы является единая для всех инструментов наладки общая частота вращения шпинделя. Закрытие программы осуществляется так же, как и закрытие стандартного окна Windows.
Введите количество мю
3
Введите 1-е мю
2
Введите количество инструментов с данным мю
2
Введите частоту вращения шпинделя 1-го инструмента
345
Введите частоту вращения шпинделя 2-го инструмента
567
Введите 2-е мю
8
Введите количество инструментов с данным мю
2
Введите частоту вращения шпинделя 1-го инструмента
678
Введите частоту вращения шпинделя 2-го инструмента
32
Введите 3-е мю
6
Введите количество инструментов с данным мю
3
Введите частоту вращения шпинделя 1-го инструмента
355
Введите частоту вращения шпинделя 2-го инструмента
65
Nmax= 678 об/мин
Nmin= 32 об/мин
1| n = 643 при погрешности Ymax =0.00436
2 | n = 644 при погрешности Ymax =0.00328
Окончательно принимаем значение частоты шпинделя n = 644, как имеющее меньшую погрешность вычисления.