Кизименко Татьяна Михайловна
Тема магистерской работы:
"Повышение точности и производительности обработки отверстий при работе осевым инструментом "
Руководитель: Коваленко В.И.
АКТУАЛЬНОСТЬ ТЕМЫ:
В наше время наблюдается интенсивное развитие машиностроения. В связи с этим перед машиностроителями ставятся задачи увеличения производительности труда и эффективности производства, повышения качества выпускаемой продукции. Успешное решение этих задач в значительной мере связано с совершенствованием технологии производства, использованием прогрессивных технологических методов обработки и инструментов, оптимизацией условий обработки деталей.
Оптимизация условий обработки деталей охватывает вопросы точности, производительности и экономичности при одновременном обеспечении эксплуатационной надежности деталей в узлах машин. Ее значение особенно возрастает в связи с широкой автоматизацией машиностроительного производства, применением станков с числовым программным управлением, автоматических станочных линий и многооперационных станков со сложными наладками.
В ряде случаев трудности обеспечения задаваемой конструктором точности приводят к значительному увеличению трудоемкости производства деталей, необходимости введения в технологический процесс дополнительных операций. В связи с этим повышение точности деталей без значительного увеличения трудоемкости за счет оптимизации условий обработки является одной из важнейших задач технологии машиностроения. Только в этом случае могут быть найдены решения по изготовлению высококачественных и долговечных машин при относительно невысокой их стоимости.
Вопросы оптимизации обработки деталей в течение длительного периода времени привлекают внимание исследователей и производственников. Однако основная масса исследований точности и оптимизации условий обработки проводилась на настраиваемых станках с подналаживаемыми режущими инструментами типа токарных, фрезерных, шлифовальных.
Вместе с тем обработка отверстий не менее широко распространена и по объему не уступает процессам обработки наружных поверхностей. Кроме того, обработка точных отверстий относится к числу наиболее трудоемких процессов, является более сложной, чем обработка наружных поверхностей, что обусловлено более тяжелыми условиями протекания процесса, меньшей жесткостью режущих инструментов. При обработке отверстий необходимо обеспечивать не только точность размера и формы, но также точность положения оси обрабатываемого отверстия относительно наружной поверхности.
В машиностроении с каждым годом все шире используются труднообрабатываемые и закаленные стали. Их применение позволяет уменьшить массу конструируемых машин, повысить их мощность и улучшить качество, В связи с этим необходима обработка деталей концевыми инструментами в закаленном состоянии, поскольку она значительно упрощает технологию и уменьшает себестоимость производства. Однако технология обработки отверстий в заготовках из закаленных сталей представляет определенные трудности.
Важное значение для производства имеет выявление возможностей и необходимых условий по уменьшению технологического наследования исходных погрешностей, поскольку они оказывают решающее влияние на точность, производительность труда при чистовой обработке отверстий, и на последующую надежность работы детали в узле машины.
Основной объект технологических исследований – технологические системы, в
которых формируются заданные конструктором показатели качества, гарантирующие
надёжность и долговечность изделия в период эксплуатации. Известно, что качество
изделия – это совокупность свойств, обуславливающих его пригодность
удовлетворять определённые потребности в строгом соответствии со служебным
назначением. Оно характеризуется системой показателей, каждый из которых
создаётся конструктором на этапе проектирования, исходя из условий эксплуатации,
применяемых материалов, методов защиты от различных вредных воздействий, системы
смазки, приспособленности к ремонту, обслуживанию и многих других конструктивных
особенностей. Реализация проектных показателей качества при изготовлении изделия
определяется возможностями используемых технологических процессов, оборудования,
оснастки и режущего инструмента, режимами резания и другими показателями
технологического процесса. Изменение условий функционирования любого элемента
технологической системы сказывается на показателях качества и себестоимости
выпускаемого изделия и наиболее зримо проявляется при его эксплуатации. Из
вышесказанного видно, что данная тема актуальна и будет развиваться далее.
Особенно сейчас, когда многие предприятия вновь начинают работать в полную силу
и стремятся производить продукцию, способную конкурировать с лучшими зарубежными
образцами. Эта конкуренция невозможна без соответствующего контроля качества
продукции. Некачественную продукцию, пусть даже современную и прогрессивную
никто не купит.
ЦЕЛЬ РАБОТЫ:
По мере всестороннего развития машиностроения, организации новых отраслей по производству машин и оборудования различного технологического назначения номенклатура деталей с глубокими отверстиями быстро расширяется. В настоящее время детали с глубокими отверстиями обрабатываются на предприятиях всех основных отраслей промышленности (гребные винты, роторы и валы турбин, электрогенераторов, оси и втулки экскаваторов, гильзы, цилиндры и плунжеры прессов, оси и бандажи прокатных станов, трубы буровых установок, шпиндели станков, кокили для центробежной отливки труб, ряд деталей оборудования для атомных электростанций и др.).
Трудности обработки отверстий возрастают с увеличением их глубины. Глубину отверстий принято оценивать отношением l/d>9 где l— длина отверстия, a d — его диаметр. Это же отношение используют и при разделении отверстий на глубокие и «неглубокие», и в качестве численной границы принимают l/d = 5, так как нормальным инструментом и обычными способами можно рационально обработать отверстия с отношением l/d < 5, а для обработки более глубоких отверстий приходится применять специальные оборудование и инструмент, и особые способы обработки. В связи с этим отверстия с l/d > 5 принято называть глубокими
отверстиями.
Глубокие точные отверстия в сплошном материале обрабатываются за несколько операций, которые можно разделить на две группы. К первой относятся операции сверления и чернового растачивания. Они являются наиболее сложными, их основное назначение — обеспечение требований по расположению оси отверстия и ее прямолинейности. Ко второй группе относятся чистовые и отделочные операции (чистовое растачивание, хонингование и др.), основным назначением которых является обеспечение требуемой точности диаметральных размеров, формы и шероховатости.
Способы глубокого сверления и чернового растачивания обладают рядом общих особенностей, с которыми в значительной степени связаны трудности, возникающие в процессе обработки: 1) принудительный отвод стружки из отверстия потоком смазочно-охлаждающей жидкости (СОЖ) или какой-то иной рабочей среды; нарушение бесперебойного отвода стружки приводит к нарушению или прекращению процесса обработки; 2) базирование рабочей части инструмента во время работы на поверхность обработанной части отверстия; при неправильном способе базирования возможны
возникновение дефектов отверстия, усиление вибраций, повышенный износ инструмента; 3) малая жесткость технологической системы СПИД, что является препятствием для повышения производительности, так как при повышении режимов резания в системе возникают крутильные и поперечные колебания (последние являются к тому же источником возникновения дефектов отверстия), поэтому в технологии обработки глубоких отверстий операциям первой группы уделяется больше внимания.
Рост номенклатуры деталей с глубокими отверстиями, расширение диапазона их диаметров и отношений l/d а также увеличение объема выпуска потребовали совершенствования способов их обработки, обеспечивающих высокую производительность, экономичность и точность.
Глубокое сверление является специфической технологической операцией,широко применяемой в современном производстве.
Для проведения этой операции требуется создание специального инструмента, оснастки и оборудования.Особенно сложным выполнимым является требование непрерывного
удаления стружки из зоны резания.Производительность глубокого сверления резко возрасла благодаря
применению в качестве режущего материала маталлокерамических твердых сплавов.Но фарсирование режимов
сверления и применение твердосплавных инструментовзаметно снизило надёжность протекания процесса обработки.
Поэтому повышение режимов резания сделало необходимым проведения серьёзной комплексной отработки операции
скоростного глубокого сверления.Целью отработки является изучение поведения различных типов свёрл при
проведении процесса глубокого сверления,выявление рациональных конструкций инструментов и их рабочих
параметров,установление необходимых требований к оснащению станков глубокого сверления,выработка надёжных
рекомендаций для проведения этой технологической операции и в том числе предотвращение появления опасных
диффектов глубокого сверления-увода и огранки.Специальных книг по глубокому сверлению до настоящего времени
издавалось мало.Они имели небольшой объем и поэтому в них не могло быть полного освещения вопросов глубокого
сверления.На данный момент остался ряд не решённых вопросов.К таким вопросам относятся автоматизация загрузки и
снятия обрабатываемых заготовок и контроля при проведении процесса сверления за состоянием инструмента и заготовки
при крупносерийном и массовом производстве деталей с глубокими отверстиями.Требует дальнейшего развития теория
проектирования инструментов для глубокого сверления.Одним из важнейших вопросов исследований, является, увод оси сверла
при глубоком сверлении.Эта задача будет исследоватся в данной магистерской работе.
НАУЧНАЯ НОВИЗНА:
В результате исследований влияния различных факторов,таких как разные схемы закрепления,
неуравновешенная радиальная сила резания,режимы резания и другое,на увод оси сверла, должна появиться
программа на ANSYS 5.6.,при изготовлении которой будет создана модель процесса глубокого сверления,
которая позволит проследить деформации инструмента,распределение напряжений,температур,нагрузок,
возникающих в процессе глубокого сверления.
ПРАКТИЧЕСКАЯ ЦЕННОСТЬ:
Уводы или отклонения осей отверстий от требуемого направления в ряде случаев приводят к браку обрабатываемых заготовок. От величины нормируемых уводов при сверлении зависят размеры припусков на обработку деталей типа пустотелых валов и труб. Поскольку детали с глубокими отверстиями достигают значительных размеров, брак от уводов может привести к большим потерям в производстве. Выявлением причин возникновения уводов. занимались многие исследователи. По мнению этих исследователей, возникновение уводов объясняется следующими причинами:
1) несовершенством конструкции инструмента, его режущих и направляющих элементов;
2) несоответствием оборудования, обрабатываемым заготовкам;
3) неправильным направлением инструмента в начале сверления;
4) неоднородностью материала обрабатываемого изделия;
5) трудностью удаления стружки из зоны резания;
6) неудачно выбранными режимами резания при сверлении;
7) продольной неустойчивостью стебля в процессе сверления;
8) неудовлетворительным качеством заточки сверл;
9) нерациональной технологией глубокого сверления и др.
Ни одна из вышеперечисленных причин уводов не была достаточно теоретически обоснована и экспериментально подтверждена, а отсутствие повторяемости результатов экспериментов заставляло настороженно подходить к многочисленным рекомендациям по борьбе с уводами.
В результате исследований должны быть определены причины увода сверла,и предложены методы устранения этих причин, для предотвращения увода сверла, с целью повышения качества изготавлеваемой продукции.
МЕТОДЫ ИССЛЕДОВАНИЯ:
При исследовании точности обработки используют в основном два метода: статистический и аналитический. Статистический метод на основе данных, полученных непосредственно при выполнении операции, позволяет дать объективную оценку достигнутой точности обработки на этой операции. Использование аналитического метода позволяет творчески подойти к повышению точности выполняемой операции.
Изучение вопросов точности невозможно без знания величин и закономерностей изменения сил резания в зависимости от условий обработки. Закономерности изменения сил во многом определяются геометрией режущей части инструмента. Для установления единых аналитических выражений сил, справедливых для режущих элементов различных концевых инструментов (сверл, зенкеров, разверток), необходимо принять единую систему определения геометрических параметров и элементов среза, пригодную для различных видов инструментов.
СОДЕРЖАНИЕ РАБОТЫ
Под точностью механической обработки в общем случае обычно понимают степень соответствия обработанной детали ее геометрически правильному прототипу или образцу. Рассматривая точность обработки конкретной детали, различают:
1) точность выполнения размеров поверхностей детали; применительно к обработке отверстий это соответствует размеру диаметра отверстия и его глубине; 2) точность формы поверхностей; для отверстий под этим понимают степень их соответствия геометрически правильной поверхности кругового цилиндра, а в поперечном сечении — геометрически правильной окружности; 3) точность взаимного расположения поверхностей детали; при обработке отверстий к ней относят погрешности координат, характеризующих расположение отверстия, увод оси отверстия, отклонение от соосности расположения участков ступенчатых или прерывистых отверстий и т. п.
Точность размеров обычно регламентируют величиной допуска, которую указывают в чертеже детали. Погрешность формы наиболее часто задают частью допуска на размер, поскольку погрешность формы сопряженных поверхностей в значительно большей степени влияет на работоспособность детали в узле, чем размер. Погрешность взаимного расположения обычно устанавливается на основе опытных данных, поскольку стандартами она не регламентируется.
ВЛИЯНИЕ НАЛАДКИ НА РАЗБИВКУ ОТВЕРСТИЙ
Конструкции концевых инструментов (сверла, зенкеры, развертки ) применяемые для обработки отверстий, имеют одну общую характерную особенность, которая заключается в наличии у них цилиндрических направляющих ленточек. Направляющие ленточки расположены по оси сзади режущих кромок инструмента. Точка врезания всегда опережает точку контакта направляющих, и соприкосновение последних с отверстием происходит по уже обработанной режущими кромками поверхности. Это приводит к копированию, передаче погрешности последней на вновь образуемую поверхность.
Наиболее существенное влияние на точность отверстий оказывают факторы, действующие в плоскости, перпендикулярной оси инструмента. Для упрощения задачи предположим в первом приближении, что колебания в системе станок — приспособление — инструмент — деталь (СПИД) малы и их можно не учитывать. Рассмотрим общий случай, когда обработка производится через кондукторную втулку. Радиальные перемещения инструмента определяются из анализа деформаций упругой системы его рабочей
части расчетная схема, которой представлена на рисуноке 1. Инструмент имеет несколько опор с обрабатываемой деталью, оснасткой и станком Режущие кромки опираются на поверхность резания, направляющие ленточки — на обработанную поверхность, корпус инструмента - на кондукторную втулку, а хвостовик инструмента
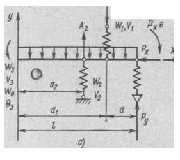
Рисунок- 1. Расчетная схема для общего случая обработки отверстий
Wj — податливость опор; Wo угловая податливость опор; V; к 0; — соответственно линейная и угловая погрешности расположения опор: ai — координата опоры по оси х.
жестко заделан в шпинделе станка. Ось X направлена вдоль оси сверла, а ось Y перпендикулярно ей.
Обозначим равнодействующую сил резания в плоскости, перпендикулярной оси X—Ру, а вдоль оси X—Рх. В общем случае, при несовпадении силы Рх с осью сверла сила Рх создает изгибающий момент Рхе (где е — расстояние от точки приложения силы Рх до оси X). Неизвестные силовые факторы (реакции) на опорах обозначим Ai (в соответствии с принятой схемой индекс i=0 относится к середине режущей кромки инструмента, г=1—к точке контакта направляющей ленточки с поверхностью отверстия, i = = 2 — к кондукторной втулке, г = 3 — к месту заделки хвостовика инструмента). Будем считать, что контакт направляющих ленточек инструмента с поверхностью отверстия происходит на расстоянии, а от режущей кромки.
Уравнение упругой линии инструмента с неизвестными силовыми факторами Ai будет иметь вид
у (X) =Ai*(l3/3EJ)*Gi(x)-Px*el3/EJ*Gx(x)+Py *l3/EJ*Gy(x)-q*(l4/EJ)*Gq(x)+O3*x+V3
где l — длина рабочей части инструмента; Е — модуль упругости материала инструмента; J — момент инерции поперечного сечения; G(х)—безразмерные коэффициенты податливости при силовых факторах; q- масса.
Для случая высокой жесткости всех элементов системы СПИД, когда податливость элементов можно принять равной нулю при обработке отверстий инструментом, располагающимся беззазорно в кондукторной втулке, функция копирования определяется главным образом отношением конечного вылета стебля инструмента к начальному. При этом исходные погрешности могут при обработке увеличиваться в несколько раз. Чем больше расстояние от заделки инструмента до торца детали, тем выше точность полученного отверстия, как по размеру, так и по геометрической форме при заданной величине начального смещения
Таким образом, начальное смещение оси отверстия при работе концевыми инструментами способствует разбивке отверстий. При одинаковом начальном смещении оси решающее влияние на точность обрабатываемых отверстий оказывает отношение длины сверла к его диаметру. При малых начальных смещениях оси отверстия величина разбивки отверстия незначительна. В связи с этим возможно преобладание влияния избыточных (неуравновешенных) радиальных сил из-за отклонения от симметричности заточки инструмента. Влияние их будет рассмотрено ниже.
Таким образом, для повышения точности обработки отверстий при заданной величине начального смещения оси (например, при сверлении по предварительно зацентрованному отверстию, при зенкеровании и развертывании жестко закрепленным инструментом), когда величина смещения оси отверстия не зависит от конструкции инструмента, а определяется предыдущей операцией, рабочую длину инструмента следует выбирать, возможно, большей с учетом сохранения достаточной виброустойчивости и стойкости режущего инструмента.
В том же случае, когда начальное смещение оси отверстия зависит от конструктивных параметров самого инструмента, например, при сверлении на автоматах без кондукторной втулки или при сверлении отверстий на станках различных типов через кондукторную втулку, подход к выбору длины инструмента должен быть совершенно противоположным. Это объясняется тем, что точность отверстий характеризуется еще одной важной характеристики — величиной увода оси отверстия. При зенкеровании и развертывании начальное смещение инструмента практически не оказывает влияния на изменение величины увода оси отверстия. Это объясняется тем, что инструменты направляются своими ленточками по предварительно обработанному отверстию, копируя форму его оси. При сверлении же увод оси отверстия определяется наладкой операции и конструктивными особенностями самого инструмента.
ВЫВОДЫ:
Решение задач увеличения производительности труда, эффективности производства, повышения качества выпускаемой продукции тесно связано с точностью обработки отверстий мерными концевыми инструментами, широко использующимися в машиностроении.
Проблема повышения точности обработки деталей решается в трех направлениях: улучшение качества системы СПИД; устранение факторов, порождающих погрешность обработки; управление процессом обработки.
При обработке отверстий концевые инструменты являются наименее жестким звеном в системе СПИД. В связи с этим улучшение качества технологической системы достигается, в основном, путем повышения жесткости, виброустойчивости, износостойкости и оптимизации геометрических параметров инструмента. Подавление факторов, вызывающих погрешность обработки отверстий, осуществляется обычно ужесточением требований к качеству изготовления и заточки концевых инструментов. Однако это связано с большими затратами и малоэффективно. Наиболее перспективным является третье направление — управление процессом обработки отверстий.
Проблема управления точностью обработки отверстий мерными концевыми инструментами требует решения широкого круга вопросов, начиная с исследования закономерностей образования погрешностей обработки, математического описания процесса образования обработанной поверхности и ее погрешностей в зависимости от условий обработки, разработки способов и средств управления, и кончая широким внедрением в промышленность.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ:
1.Ординарцев И.А. Справочник инструментальщика. Л.:Машиностроение,1987-845.
2.Родин П.Р.Основы проектирования режущих инструментов.-К.:Вища школа,1990-с.258
3.Уткин Н.Ф.Обработка глубоких отверстий.Л.:Машиностроение,1988-268с.
4.Троицкий Н.Д. Глубокое сверление.Л.:Машиностроение,1971-276с.
5.Дечко Э.М. Сверление глубоких отверстий в сталях.Минск.:Высшая школа,1979-231с.
6.Холмлгорцев Ю.В. Оптимизация процессов резания.М.Машиностроение,1988-205с.