Кафедра технологии машиностроения
Шлифование труднообрабатываемых материалов преимущественно осуществляется алмазными кругами, которые отличаются высокой стоимостью по сравнению с традиционным абразивным инструментом. Одним из путей снижения себестоимости изготовления деталей машин является повышение стойкости и режущей способности инструмента, что может быть достигнуто применением абразивных и алмазных кругов с ориентированными зернами. В традиционных кругах положение абразивных зёрен хаотично. В процессе обработки режущие кромки неориентированных абразивных зёрен вступают в контакт с обрабатываемой поверхностью под различными углами, которые отличаются от теоретических углов резания. Это вызывает значительные усилия резания, тепловое воздействие, приводящее к появлению прижёгов, ухудшению механических свойств обрабатываемого материала и т.п.
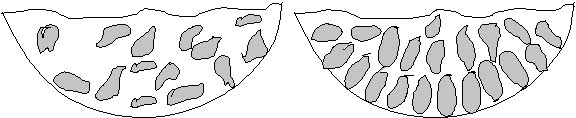
Улучшение условий резания при шлифовании может быть достигнуто использованием абразивных и алмазных кругов с ориентированными зёрнами (рисунок 1), что является важной задачей в машиностроении.
Вопросу разработки эффективной технологии изготовления абразивных кругов с ориентированными зёрнами посвящена данная работа.
а) б) Рисунок 1 - Схема размещения зерен в круге : а)обычный круг; б) круг с ориентированными зернами
Существует несколько методов ориентирования зерен в абразивных и алмазных кругах. Для зерен продолговатой формы, которая наиболее точно аппроксимируется эллипсом с отношением длин осей 2:1, эффективным методом ориентирования является наложение магнитного поля заданной направленности на матрицу, заполненную жидкой формовочной смесью.
Перед смешиванием компонентов зерна необходимо подвергать металлизации ферромагнитными материалами, для этого в исследованиях используют порошки с металлическим (Ni, Co-Ni, Co-Ni-Fe) и композиционным покрытием на основе никеля и кобальт-никелевого сплава с вкраплением частичек феррита бария. В результате образуется покрытие, обладающее высокими магнитными свойствами. Металлизация осуществляется электрохимическим методом, используются чистые электролиты или суспензии. Степень металлизации составляет от 20 до 125%. При ее повышении толщина покрытия увеличивается по линейному закону. В результате анализа экспериментов[1], устанавливающих оптимальную степень металлизации, выяснено, что оптимальным значением является 40-60% по массе. Если степень повышается, то энергия магнитного поля при ориентировании расходуется не только на разворот зерен большей осью вдоль силовых линий магнитного поля, но и на перемагничивание доменов в пленках и смещение их границ, что снижает прочность пленок и круга в целом. Следовательно, наибольшей прочностью обладают пленки с минимальной толщиной, однако при снижении толщины пленки уменьшается степень ориентирования, поэтому необходимо использовать оптимальные значения толщины покрытия, что согласно [1] составляет 3-5 мкм (при металлизации 40-60%).
Сейчас не существует однозначного мнения при выборе материала покрытия. Он зависит от обрабатываемого материала и типа связки. Например, при шлифовании чугуна кругами на металлической связке используют покрытие Co-Ni, при шлифовании твердого сплава кругами на органической связке – покрытие Co-Ni-Fe, композитный материал. Эффективность ориентации повышается в случае наложения колебаний. Во время прохождения волны сквозь абразивную массу удержание зерна окружающей массой резко ослабляется. В работе [2] показано, что под влиянием колебаний осуществляется разрежение сыпучей среды, при этом зерна имеют возможность свободно поворачиваться под влиянием момента сил магнитного поля.
Исследования показывают, что на магнитную индукцию ориен- тирующего поля влияют масса и линейные размеры зерен, их магнитные свойства (проницаемость) и толщина, амплитудно-частотные характеристики наложенных колебаний и их продолжительность, характеристики связки. При этом, с увеличением массы зерна и частоты колебаний увеличить магнитную индукцию поля, а с увеличением толщины покрытия и продолжительности колебаний – уменьшить.
На основании рассмотренной выше методики разработан ряд способов ориентирования зерен и соответствующее технологическое оборудование, а также технология изготовления шлифовальных кругов из зерен продолговатой формы. Некоторые способы предусматривают поляризацию и ориентирование зерен импульсным током, в других ориентирование зерен осуществляется во время наложения постоянного магнитного поля и дополнительного затухающего магнитного поля, направленных взаимно перпендикулярно. Под влиянием этих полей абразивные зерна колеблются относительно своих центров тяжести, что обеспечивает уменьшение сопротивления связки разворачиванию зерен. Определяющее влияние на ориентацию зерен оказывает постоянное магнитное поле, а затухающее – облегчает этот процесс.
Оценку эффективности обработки абразивным инструментом с ориентированными абразивными зёрнами возможно производить несколькими методами: по производительности – съём материала таким инструментом должен быть больше, чем кругом с неориентированными зёрнами, по износу инструмента, по шероховатости обработанной поверхности. Согласно данным проведённых экспериментов режущая способность круга с ориентированными зёрнами на 20-30% выше, чем у обычных кругов, соответственно повысилась стойкость кругов и производительность обработки.
В настоящее время на кафедре “Технология машиностроения” ДонНТУ ведутся разработки других, более прогрессивных методов изготовления абразивных и алмазных кругов с ориентированными зернами, в которых принимает участие автор.
Список литературы:1.Зайцев А.Г. Объёмные измерения зёрен алмазных шлифовальных порошков марок АСВ и АСК // Изд. ВУЗов. Машиностроение, 1980, № 4, с. 146-148. 2. Блехман И.И., Джанелидзе Г.Ю. Вибрационное перемещение. – М.: Наука, 1964. – 412с.