"Повышение эффективности обработки изделий за счёт использования новых конструкций шлифовальных кругов при торцевом шлифовании"
Выполнила: Ферьева Елена Сергеевна
Научный руководитель: Ищенко Александр Львович
Тема магистерской работы: "Повышение эффективности обработки изделий за счёт использования новых конструкций шлифовальных кругов при торцевом шлифовании". Эту тему я выбрала потому, что по ней отсутствует теоретический подход к проектированию торцового шлифовального инструмента, который должен обеспечивать высокие показатели качества поверхности (шероховатость, плоскостность, волнистость), при максимальной производительности и высокой стойкости инструмента.
В данной работе планируется провести анализ конструкций кругов для торцевого шлифования, кинематики обработки изделий по схеме торцевого шлифования, разработать рациональную кинематическую схему шлифования торцевым инструментом, провести морфологический синтез кинематики шлифования, определить эффективность кинематической схемы шлифования, разработать принципиальную конструкцию геометри рабочего слоя торцевого шлифовального круга, оценить характер износа рабочей поверхности круга, проектирование конструкций шлифовальных кругов обуспечивающих равномерный износ рабочей поверхности круга, разработка конструкций шлифовальных головок для торцевого шлифования.
Анимированная схема торцевого шлифования
1 Влияние характеристик алмазно-абразивного инструмента на производительность и качество обработки
Характеристики алмазно-абразивного инструмента, а именно – марка абразивного материала, зернистость, концентрация, материал связки – оказывают определяющее влияние на работоспособность инструмента и качественные показатели обработанной поверхности хрупких неметаллических материалов, таких как стекло, керамика, природный камень. Общие закономерности разрушения данных материалов предполагают сходный характер влияния указанных параметров на процесс обработки.
Марка алмазов. В исследованиях по обработке титаносодержащей керамики [1] исследовались шлифовальные круги 12А2 80*3*3 100/80 М04 100% с алмазами АС4 и АС6. Результаты экспериментов показали, что производительность обработки кругами с указанными марками алмазов практически одинаковая. Шероховатость поверхности, обработанной кругами на базе алмазов АС4 несколько меньше: 0,9 мкм против 1,03 мкм при шлифовании кругами на базе алмазов АС6. Авторы объясняют результаты тем, что алмазы АС4 менее прочны и имеют более развитую поверхность, в результате чего образуется большее количество менее глубоких царапин. Однако объемы удаленного материала от большего числа мелких царапин и от меньшего числа более глубоких царапин равны, что обуславливает равенство производительности обработки.
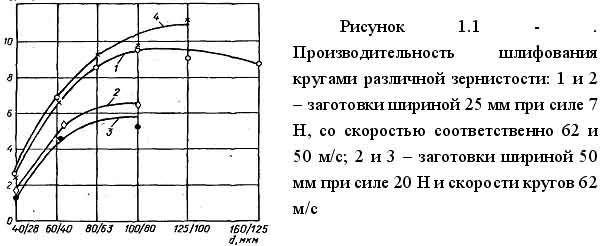
Зернистость. При шлифовании титаносодержащей керамики 12А2 100*5*3 100% концентрации различной зернистости на связках М04 и М1 [1] установлено, что с увеличением зернистости производительность шлифования растет.(см.рис.1.1) Повышение зернистости от величины 40/28 до 100/80 вызывает рост производительности в 3-4 раза, причем в интервале от 40/28 до 80/63 эта зависимость выражена наиболее резко и близка к линейной, затем переходит в более плавный участок.
Для кругов на связке М2-01 получена кривая экстремального вида со слабо выраженным максимумом, соответствующем зернистости 100/80.
Шероховатость обработанной поверхности с увеличением зернистости также возрастает при увеличении зернистости от 40/28 до 100/80 параметр Ra увеличивается почти в 4 раза, а дальнейшее повышении зернистости от100/80 до 250/200 приводит к повышению лишь в 1,5 раза.
При шлифовании оптического стекла [2] с увеличением зернистости алмазов в инструменте возрастают производительность шлифования, шероховатость и глубина нарушенного слоя обработанной поверхности. Характер зависимостей производительности и шероховатости от зернистости алмазов аналогичен зависимостям, полученным при шлифовании титаносодержащей керамики. Аналогичные зависимости съема материала от зернистости инструмента получены при обработке природного камня [3]
Концентрация алмазов. При обработке титаносодержащей керамики [1] кругами 12А2 100х5х3 АС6 80/63-М2-01 при увеличении концентрации от 50% до 150% производительность падает на 5-10% при этом шероховатость обработанной поверхности снижается на 30-40% (см. рис. 1.2).
При шлифовании оптического стекла [2] производительность увеличивается до определенного значения концентрации алмаза (примерно 6,3%), после которого она уменьшается. При этом увеличивается удельный расход и снижается шероховатость поверхности.(рис.1.3)
Связка. Работоспособность связки характеризуется двумя основными свойствами: прочностью удержания зерен алмаза и износостойкостью. Прочность удержания зерен определяется твердостью связки, пределом прочности на изгиб и на сжатие, ударной вязкостью и адгезионной активностью связки к алмазу.
Износостойкость зависит от состава, твердости, адгезии к обрабатываемому материалу, коэффициента трения по обрабатываемому материалу, теплопроводности связки.
Таким образом, характеристики инструмента оказывают существенное влияние на выходные показатели процесса шлифования: производительность, удельный расход алмаза и шероховатость обработанной поверхности. Наиболее существенное влияние оказывают связка инструмента и зернистость алмазов.
2 Влияние технологических параметров на производительность и качество обработки изделий из хрупких неметаллических материалов.
Существенное влияние на процесс обработки хрупких неметаллических материалов оказывают режимы резания, а именно: скорость резания, скорость перемещения детали (подача), глубина резания (при некоторых схемах обработки – величина давления инструмента на заготовку).
Согласно полученным исследователями [1] результатам при шлифовании деталей из титаносодержащей керамики торцом шлифовального круга с увеличением скорости перемещения заготовок производительность возрастает по экспоненциальной зависимости и при увеличении подачи с 0,4 м/мин до 2,4 м/мин возрастает более чем в 2 раза.
Как отмечают авторы, производительность возрастает за счет опережающего влияния скорости кассеты в сравнении с уменьшением съема за один проход.
Влияние скорости шлифования керамики на производительность по данным [1] носит экстремальный характер. Максимум производительности получен при 70 м/с.
Снижение производительности при дальнейшем увеличении скорости авторы объясняют уменьшением глубины внедрения отдельных зерен в обрабатываемую поверхность. Критическая окружная скорость достигается в том случае, когда глубина его внедрения настолько снизится, что не происходит отделение стружки.
Аналогичный характер изменения производительности от скорости шлифовального круга получен при обработке оптического стекла [2]. Зависимость также имеет экстремальный характер, однако экстремум достигается при значительно более низких скоростях резания.
Это можно объяснить особенностью схемы алмазного шлифования, отличием зернистости инструмента и других факторов. Однако общая тенденция сохраняется.
Cущественное влияние на производительность оказывает усилие прижима инструмента. Производительность шлифования керамических заготовок прямо пропорциональна давлению [1]. Это происходит потому, что повышение нагрузки приводит к больше глубине внедрения алмазных зерен в обрабатываемый материал, следовательно, к увеличению объема материала, удаляемого в единицу времени. Однако беспредельное увеличение величины давления инструмента на заготовку невозможно, причем в различных условиях ограничивающими могут выступать различные факторы. При обработке тонких заготовок из ХНМ ограничением является прочность заготовки, при обработке толстых деталей – намазывание связки шлифовального круга на поверхность заготовки.
При обработке оптического стекла [2] зависимость производительности от усилия прижима также носит линейный характер.
Увеличение скорости шлифовального круга приводит к снижению шероховатости обработанных деталей из титаносодержащей керамики [1]. Авторы объясняют этот эффект выравниванием микрорельефа при написании на поверхность большого числа рисок-царапин при повышении частоты вращения круга.
Изменение силы прижима круга к детали из керамики по данным [1] практически не отображается на чистоте поверхности.При обработке стекла [2] при увеличении удельного давления шероховатость поверхности уменьшается .Таким образом, режимы обработки хрупких неметаллических материалов оказывают существенное влияние на производительность и качество обработки, хотя данные о характере интенсивности влияния достаточно противоречивы.
3 Влияние схемы обработки, концентрации инструментов и продолжительности их контакта с заготовкой на производительность и качество обработки
В отечественной и зарубежной практике применяются различные схемы плоского торцового шлифования; односторонние и двусторонние с расположением шпинделей в горизонтальной и вертикальной плоскостях, как для обдирочного, так и для чистового, а также отделочного шлифования.
Методы плоского шлифования в зависимости от движений шлифовального круга и заготовки можно классифицировать на девять групп (см. рис. 1.4): прямолинейное плоское шлифование изделий горизонтальным шпинделем (см. рис. 1.4, а); прямолинейное плоское шлифование изделий вертикальным шпинделем (см. рис. 1.4, б); плоское шлифование изделий вертикальным шпинделем при горизонтальном плоском вращательном движении их на круглом столе (см. рис. 1.4, в); двустороннее шлифование вертикальными шпинделями при прямолинейном движении изделий (см. рис. 1.4, г); двустороннее шлифование изделий вертикальными шпинделями при горизонтальном плоском вращательном движении их на круглом столе (см. рис. 1.4, д); двустороннее шлифование горизонтальными шпинделями при плоском прямолинейном движении изделий (см. рис. 1.4,е); двустороннее шлифование изделий горизонтальными шпинделями при плоском прямолинейном возвратно-поступательном их движении (см. рис. 1.4, ж); двустороннее шлифование изделий горизонтальными шпинделями при плоском вращательном движении их на круглом столе (см. рис. 1.4, з); двустороннее шлифование изделий горизонтальными шпинделями при плоском вертикальном маятниковом их движении (см. рис. 1.4, и).
Обработка твердых сплавов с целью получения высокоточных режущих пластин является сложной технической проблемой в силу особенностей их физико-механических свойств (большая хрупкость, малая намагничивающая способность) и нарушения геометрической формы изделий после спекания (коробление). Все это создает большие трудности при разработке новых технологических процессов, направленных на повышение производительности шлифования с учетом достижения заданного качества обработанных поверхностей.
При плоском торцовом шлифовании применяются в основном три способа: многопроходный, глубинный и упругий.
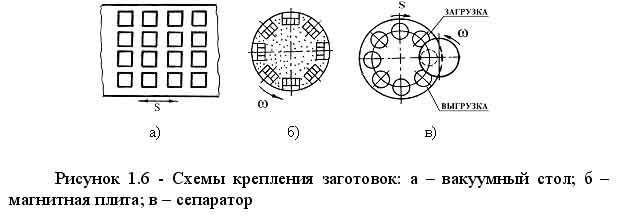
В основном обработка плоскостей твердосплавных изделий осуществляется на плоскошлифовальных станках малопроизводительным способом многопроходного шлифования торцом или периферией круга (рис. 1.5) с закреплением изделий на столе с помощью механического или вакуумного прижима, на магнитной плите или при помощи сепаратора.
При шлифовании плоскостей режущих, а также опорных пластин из твердого сплава и керамики применяются плоскошлифовальные станки моделей WBM 20/15, WFM 10/12, фирмы “Vendt” (Германия) и “Хольм” (Швеция), ТШ8805 и 3Э731 (Россия).
Станки ТШ8805 и 3Э731 обеспечивают неплоскостность и точность по толщине при обработке пластин из твердого сплава точности U и G, но не пригодны для обработки пластин точности С. Станки WFM10/12 и WBM20/15 обеспечивают получение пластин точности С, но обладают недостаточной производительностью. Количество их на заводах также не достаточно.
Московским заводом шлифовальных станков разработан аналог станка WFM 10/12 – модель МШ280. Он проходил испытания на Московском комбинате твердых сплавов и показал удовлетворительные результаты. Станок модели WBM 200/21 наиболее точен и производителен. При обработке плоскостей режущего инструмента по периметру на заводах Украины и России в основном применяется оборудование: фирмы “Vendt” (Германия) – станки
WAE 100, WAE 200/11/12, WAM – 30, WAM – 300/25/35/36, WAM 504, фирмы “Agathon” (Швейцария) - станки Agathon - 250 PL/CNC, МШ 289 (Россия).
На заточных операциях инструмента из твердых сплавов наиболее эффективно используются станки ЗА64Д, 3В642, ВЗ208Ф3 Российского и Белорусского производства.
Плоское шлифование заготовок из керамики для приборостроения осуществляется на станках с горизонтальной осью вращения круга или вертикальной осью вращения торцом круга. Шлифование периферией круга характеризуется односторонней обработкой с заданной подачей на глубину резания. Станки, реализующие эту схему обработки, могут быть с прямоугольным столом – модели 3Г71, 3711, 3Е711В , или с круглым столом – модели 3Б740, 3Б741, 3Д741
Станки для торцового шлифования керамики, могут работать с заданной подачей, или с постоянной силой прижима (давлением) круга к обрабатываемой поверхности заготовок . Для шлифования с заданной подачей применяют станки моделей 3Е756, 3Д756, МШ-259, 3111. Станки моделей 3Е756, 3Д756 используют обычно для предварительной обработки крупногабаритных заготовок из высокопрочных марок керамики, например марки “Поликор”. В качестве инструмента на таких станках применяют алмазные сегментные круги. Многоместная установка заготовок на круглый магнитный стол станка осуществляется при помощи промежуточных деталей – металлических плоскопараллельных пластин – подложек (спутников). Для закрепления заготовок на спутниках обычно используют парафиноканифолевый клей.
При обработке магнитных материалов в основном используются плоскошлифовальные полуавтоматы 3П722, 3П740Л и 3П756Л. Единичное производство опытных образцов требует использования станков высокой и особо высокой точности – станки МШ–259 (“Микрон – 1П”), 3Е711А, 3711Б, 3Б721, FF-350 “Абаверк” (“Abawerk”, Германия).
Плоская двусторонняя обработка поверхностей заготовок из труднообрабатываемых материалов осуществляется из опыта мировой практики на станках следующих фирм: “Vendt” (Германия, станки моделей WBM 300/21, WBM 200/21, WBM 200/R2), “Daisho Seiki – Corporation” (Япония, станок модели DDG 355 В), “Станковерт” (Россия, станок модели МШ 282 аналог станка WBM 200/21), “Bennet” (Англия, станки модели DG-1, DG-500), “C.H. Bach” (ФРГ, станки модели DS-600), “KOYO” (Япония, станки модели KD-760), “Diskus Werke” (ФРГ, станки модели DDS 300RPD), “Gardner – Nippel” (Япония, станки модели SDG-5), “Giustina” (Италия, станки модели 3344А-Е), “Sim” (Швеция, станки модели RRF-660), “Gardner” (США, станки моде-ли GV-600). Это станки с планетарным движением шлифовального круга дают наиболее высокую точность обработки.
Технология шлифования инструмента из вольфрамового твердого сплава алмазным инструментом исследована довольно хорошо и исследованиям по разработке эффективных систем алмазного шлифования твердых сплавов посвящено много работ [5], где авторы выявляют влияние режимов шлифования при обработке различных марок твердых сплавов алмазными кругами на производительность и качество обработки при ее разнообразных схемах.
Шлифование труднообрабатываемых материалов торцом круга значительно отличается от периферийного. При этом способе за счет увеличения площади контакта шлифовального круга и обрабатываемого изделия удается достигнуть наивысшую производительность при сохранении удовлетворительного качества обработанной поверхности.
Экономический анализ показывает: наименьшая стоимость обработки достигается при упругом с осцилляцией и глубинном способах шлифования с использованием алмазных кругов зернистостью 250/200. Применение жесткого многопроходного шлифования этими же кругами увеличивает стоимость обработки, более чем в 1,4 раза. Алмазно-электролитическое шлифование значительно увеличивает эффективность обработки твердых сплавов. Периферийное алмазное шлифование, осуществляемое в условиях небольшой площади контакта круга и изделия, позволяет получать меньшую шероховатость обработанного профиля, но значительно уступает торцовому в производительности.
В последних исследованиях, связанных с обработкой твердых сплавов и керамики, наибольший интерес представляет однопроходовое глубинное шлифование, обеспечивающее наибольшую производительность и экономичный расход алмазов. При данном способе обработки обычное соотношение между продольной подачей и глубиной резания (S/t=2000:0,06=333000) изменяется до меньших значений (S/t =700) за счет увеличения глубины резания и снижения продольной подачи. Производительность при этом повышается почти в 2 раза по сравнению с обычным многопроходным шлифованием.
Результатами испытаний определено, что наибольшую эффективность при обработке твердых сплавов этим способом показывают связки МВ1, МО4, МО13Э, В1-13.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ:
1. Ваксер Д.Б., Иванов В.А., Никитков Н.В. и др. Алмазная обработка технической керамики. – Л.: Машиностроение, 1976. – 160 с.
2. Финишная алмазноабразивная обработка неметаллических деталей / Рогов В.В. – К.: Наук. думка,1985. – 264 с.
3. Орлов А.М. Добыча и обработка природного камня. – М.: Стройиздат. 1977. – 352 с.
4. Сычев Ю.И. Берлин Ю.Я. Шлифовально-полировальные и фрезерные работы по камню. – М.: Стройиздат. 1985. – 312 с.
5. Польшаков В.И. Основы торцового шлифования труднообрабатываемых материалов: Монография. – Чернигов: ГКПРИО, 2000. – 331 с.
6. Справочник технологамашиностроителя В 2-х т. Т1./ Под ред. А.Г. Косиловой и Р.К. Мещерякова – 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. – 656 с.
7. . Рыбицкий В.А. Алмазное шлифование твердых сплавов.– Киев: Наукова думка,1984 – 224 с.
8. Ардамацкий А.Л. Алмазная обработка оптических деталей – Л.: Машиностроение, 1978 – 232 с.
 Повышение зернистости от величины 40/28 до 100/80 вызывает рост производительности в 3-4 раза, причем в интервале от 40/28 до 80/63 эта зависимость выражена наиболее резко и близка к линейной, затем переходит в более плавный участок.
Повышение зернистости от величины 40/28 до 100/80 вызывает рост производительности в 3-4 раза, причем в интервале от 40/28 до 80/63 эта зависимость выражена наиболее резко и близка к линейной, затем переходит в более плавный участок.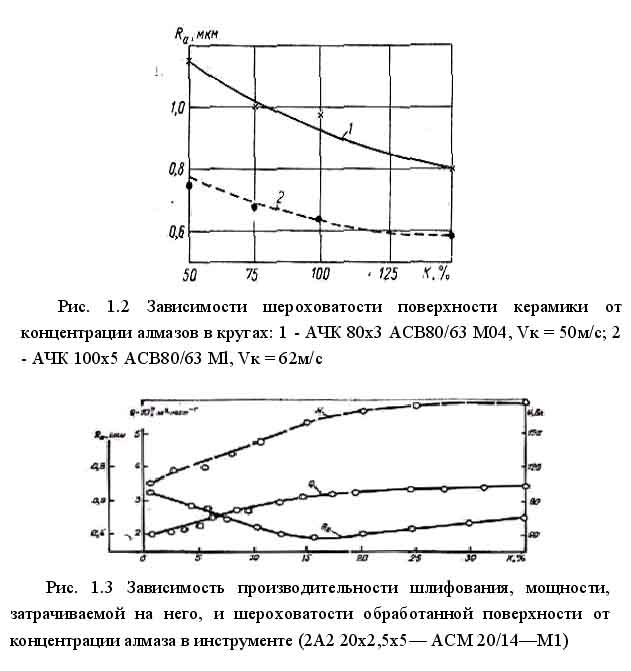
 В отечественной и зарубежной практике применяются различные схемы плоского торцового шлифования; односторонние и двусторонние с расположением шпинделей в горизонтальной и вертикальной плоскостях, как для обдирочного, так и для чистового, а также отделочного шлифования.
Методы плоского шлифования в зависимости от движений шлифовального круга и заготовки можно классифицировать на девять групп (см. рис. 1.4): прямолинейное плоское шлифование изделий горизонтальным шпинделем (см. рис. 1.4, а); прямолинейное плоское шлифование изделий вертикальным шпинделем (см. рис. 1.4, б); плоское шлифование изделий вертикальным шпинделем при горизонтальном плоском вращательном движении их на круглом столе (см. рис. 1.4, в); двустороннее шлифование вертикальными шпинделями при прямолинейном движении изделий (см. рис. 1.4, г); двустороннее шлифование изделий вертикальными шпинделями при горизонтальном плоском вращательном движении их на круглом столе (см. рис. 1.4, д); двустороннее шлифование горизонтальными шпинделями при плоском прямолинейном движении изделий (см. рис. 1.4,е); двустороннее шлифование изделий горизонтальными шпинделями при плоском прямолинейном возвратно-поступательном их движении (см. рис. 1.4, ж); двустороннее шлифование изделий горизонтальными шпинделями при плоском вращательном движении их на круглом столе (см. рис. 1.4, з); двустороннее шлифование изделий горизонтальными шпинделями при плоском вертикальном маятниковом их движении (см. рис. 1.4, и).
Обработка твердых сплавов с целью получения высокоточных режущих пластин является сложной технической проблемой в силу особенностей их физико-механических свойств (большая хрупкость, малая намагничивающая способность) и нарушения геометрической формы изделий после спекания (коробление). Все это создает большие трудности при разработке новых технологических процессов, направленных на повышение производительности шлифования с учетом достижения заданного качества обработанных поверхностей.
При плоском торцовом шлифовании применяются в основном три способа: многопроходный, глубинный и упругий.
В отечественной и зарубежной практике применяются различные схемы плоского торцового шлифования; односторонние и двусторонние с расположением шпинделей в горизонтальной и вертикальной плоскостях, как для обдирочного, так и для чистового, а также отделочного шлифования.
Методы плоского шлифования в зависимости от движений шлифовального круга и заготовки можно классифицировать на девять групп (см. рис. 1.4): прямолинейное плоское шлифование изделий горизонтальным шпинделем (см. рис. 1.4, а); прямолинейное плоское шлифование изделий вертикальным шпинделем (см. рис. 1.4, б); плоское шлифование изделий вертикальным шпинделем при горизонтальном плоском вращательном движении их на круглом столе (см. рис. 1.4, в); двустороннее шлифование вертикальными шпинделями при прямолинейном движении изделий (см. рис. 1.4, г); двустороннее шлифование изделий вертикальными шпинделями при горизонтальном плоском вращательном движении их на круглом столе (см. рис. 1.4, д); двустороннее шлифование горизонтальными шпинделями при плоском прямолинейном движении изделий (см. рис. 1.4,е); двустороннее шлифование изделий горизонтальными шпинделями при плоском прямолинейном возвратно-поступательном их движении (см. рис. 1.4, ж); двустороннее шлифование изделий горизонтальными шпинделями при плоском вращательном движении их на круглом столе (см. рис. 1.4, з); двустороннее шлифование изделий горизонтальными шпинделями при плоском вертикальном маятниковом их движении (см. рис. 1.4, и).
Обработка твердых сплавов с целью получения высокоточных режущих пластин является сложной технической проблемой в силу особенностей их физико-механических свойств (большая хрупкость, малая намагничивающая способность) и нарушения геометрической формы изделий после спекания (коробление). Все это создает большие трудности при разработке новых технологических процессов, направленных на повышение производительности шлифования с учетом достижения заданного качества обработанных поверхностей.
При плоском торцовом шлифовании применяются в основном три способа: многопроходный, глубинный и упругий. 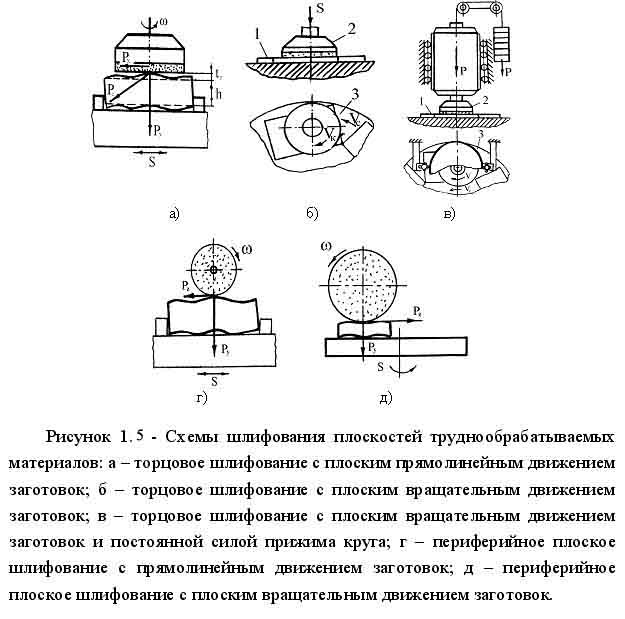 В основном обработка плоскостей твердосплавных изделий осуществляется на плоскошлифовальных станках малопроизводительным способом многопроходного шлифования торцом или периферией круга (рис. 1.5) с закреплением изделий на столе с помощью механического или вакуумного прижима, на магнитной плите или при помощи сепаратора.
При шлифовании плоскостей режущих, а также опорных пластин из твердого сплава и керамики применяются плоскошлифовальные станки моделей WBM 20/15, WFM 10/12, фирмы “Vendt” (Германия) и “Хольм” (Швеция), ТШ8805 и 3Э731 (Россия).
Станки ТШ8805 и 3Э731 обеспечивают неплоскостность и точность по толщине при обработке пластин из твердого сплава точности U и G, но не пригодны для обработки пластин точности С. Станки WFM10/12 и WBM20/15 обеспечивают получение пластин точности С, но обладают недостаточной производительностью. Количество их на заводах также не достаточно.
Московским заводом шлифовальных станков разработан аналог станка WFM 10/12 – модель МШ280. Он проходил испытания на Московском комбинате твердых сплавов и показал удовлетворительные результаты. Станок модели WBM 200/21 наиболее точен и производителен. При обработке плоскостей режущего инструмента по периметру на заводах Украины и России в основном применяется оборудование: фирмы “Vendt” (Германия) – станки
WAE 100, WAE 200/11/12, WAM – 30, WAM – 300/25/35/36, WAM 504, фирмы “Agathon” (Швейцария) - станки Agathon - 250 PL/CNC, МШ 289 (Россия).
На заточных операциях инструмента из твердых сплавов наиболее эффективно используются станки ЗА64Д, 3В642, ВЗ208Ф3 Российского и Белорусского производства.
Плоское шлифование заготовок из керамики для приборостроения осуществляется на станках с горизонтальной осью вращения круга или вертикальной осью вращения торцом круга. Шлифование периферией круга характеризуется односторонней обработкой с заданной подачей на глубину резания. Станки, реализующие эту схему обработки, могут быть с прямоугольным столом – модели 3Г71, 3711, 3Е711В , или с круглым столом – модели 3Б740, 3Б741, 3Д741
Станки для торцового шлифования керамики, могут работать с заданной подачей, или с постоянной силой прижима (давлением) круга к обрабатываемой поверхности заготовок . Для шлифования с заданной подачей применяют станки моделей 3Е756, 3Д756, МШ-259, 3111. Станки моделей 3Е756, 3Д756 используют обычно для предварительной обработки крупногабаритных заготовок из высокопрочных марок керамики, например марки “Поликор”. В качестве инструмента на таких станках применяют алмазные сегментные круги. Многоместная установка заготовок на круглый магнитный стол станка осуществляется при помощи промежуточных деталей – металлических плоскопараллельных пластин – подложек (спутников). Для закрепления заготовок на спутниках обычно используют парафиноканифолевый клей.
При обработке магнитных материалов в основном используются плоскошлифовальные полуавтоматы 3П722, 3П740Л и 3П756Л. Единичное производство опытных образцов требует использования станков высокой и особо высокой точности – станки МШ–259 (“Микрон – 1П”), 3Е711А, 3711Б, 3Б721, FF-350 “Абаверк” (“Abawerk”, Германия).
Плоская двусторонняя обработка поверхностей заготовок из труднообрабатываемых материалов осуществляется из опыта мировой практики на станках следующих фирм: “Vendt” (Германия, станки моделей WBM 300/21, WBM 200/21, WBM 200/R2), “Daisho Seiki – Corporation” (Япония, станок модели DDG 355 В), “Станковерт” (Россия, станок модели МШ 282 аналог станка WBM 200/21), “Bennet” (Англия, станки модели DG-1, DG-500), “C.H. Bach” (ФРГ, станки модели DS-600), “KOYO” (Япония, станки модели KD-760), “Diskus Werke” (ФРГ, станки модели DDS 300RPD), “Gardner – Nippel” (Япония, станки модели SDG-5), “Giustina” (Италия, станки модели 3344А-Е), “Sim” (Швеция, станки модели RRF-660), “Gardner” (США, станки моде-ли GV-600). Это станки с планетарным движением шлифовального круга дают наиболее высокую точность обработки.
В основном обработка плоскостей твердосплавных изделий осуществляется на плоскошлифовальных станках малопроизводительным способом многопроходного шлифования торцом или периферией круга (рис. 1.5) с закреплением изделий на столе с помощью механического или вакуумного прижима, на магнитной плите или при помощи сепаратора.
При шлифовании плоскостей режущих, а также опорных пластин из твердого сплава и керамики применяются плоскошлифовальные станки моделей WBM 20/15, WFM 10/12, фирмы “Vendt” (Германия) и “Хольм” (Швеция), ТШ8805 и 3Э731 (Россия).
Станки ТШ8805 и 3Э731 обеспечивают неплоскостность и точность по толщине при обработке пластин из твердого сплава точности U и G, но не пригодны для обработки пластин точности С. Станки WFM10/12 и WBM20/15 обеспечивают получение пластин точности С, но обладают недостаточной производительностью. Количество их на заводах также не достаточно.
Московским заводом шлифовальных станков разработан аналог станка WFM 10/12 – модель МШ280. Он проходил испытания на Московском комбинате твердых сплавов и показал удовлетворительные результаты. Станок модели WBM 200/21 наиболее точен и производителен. При обработке плоскостей режущего инструмента по периметру на заводах Украины и России в основном применяется оборудование: фирмы “Vendt” (Германия) – станки
WAE 100, WAE 200/11/12, WAM – 30, WAM – 300/25/35/36, WAM 504, фирмы “Agathon” (Швейцария) - станки Agathon - 250 PL/CNC, МШ 289 (Россия).
На заточных операциях инструмента из твердых сплавов наиболее эффективно используются станки ЗА64Д, 3В642, ВЗ208Ф3 Российского и Белорусского производства.
Плоское шлифование заготовок из керамики для приборостроения осуществляется на станках с горизонтальной осью вращения круга или вертикальной осью вращения торцом круга. Шлифование периферией круга характеризуется односторонней обработкой с заданной подачей на глубину резания. Станки, реализующие эту схему обработки, могут быть с прямоугольным столом – модели 3Г71, 3711, 3Е711В , или с круглым столом – модели 3Б740, 3Б741, 3Д741
Станки для торцового шлифования керамики, могут работать с заданной подачей, или с постоянной силой прижима (давлением) круга к обрабатываемой поверхности заготовок . Для шлифования с заданной подачей применяют станки моделей 3Е756, 3Д756, МШ-259, 3111. Станки моделей 3Е756, 3Д756 используют обычно для предварительной обработки крупногабаритных заготовок из высокопрочных марок керамики, например марки “Поликор”. В качестве инструмента на таких станках применяют алмазные сегментные круги. Многоместная установка заготовок на круглый магнитный стол станка осуществляется при помощи промежуточных деталей – металлических плоскопараллельных пластин – подложек (спутников). Для закрепления заготовок на спутниках обычно используют парафиноканифолевый клей.
При обработке магнитных материалов в основном используются плоскошлифовальные полуавтоматы 3П722, 3П740Л и 3П756Л. Единичное производство опытных образцов требует использования станков высокой и особо высокой точности – станки МШ–259 (“Микрон – 1П”), 3Е711А, 3711Б, 3Б721, FF-350 “Абаверк” (“Abawerk”, Германия).
Плоская двусторонняя обработка поверхностей заготовок из труднообрабатываемых материалов осуществляется из опыта мировой практики на станках следующих фирм: “Vendt” (Германия, станки моделей WBM 300/21, WBM 200/21, WBM 200/R2), “Daisho Seiki – Corporation” (Япония, станок модели DDG 355 В), “Станковерт” (Россия, станок модели МШ 282 аналог станка WBM 200/21), “Bennet” (Англия, станки модели DG-1, DG-500), “C.H. Bach” (ФРГ, станки модели DS-600), “KOYO” (Япония, станки модели KD-760), “Diskus Werke” (ФРГ, станки модели DDS 300RPD), “Gardner – Nippel” (Япония, станки модели SDG-5), “Giustina” (Италия, станки модели 3344А-Е), “Sim” (Швеция, станки модели RRF-660), “Gardner” (США, станки моде-ли GV-600). Это станки с планетарным движением шлифовального круга дают наиболее высокую точность обработки.