Михайлова Елена Алексaндровна |
| Главная | Библиотека | Ссылки | Результат поиска | Индивидуальная работа |
Цель работы: Повышение качества и Эффективности изготовления изделий с покрытиями за счет совершенствования технологического обеспечения изготовления внутренних охватывающих поверхностей.
ВВЕДЕНИЕ
В настоящее время вакуумные ионно-плазменные покрытия широко используется для повышения качества изделий в различных отраслях народного хозяйства. Это обусловлено тем, что наносимые покрытия обеспечивают качественно новую совокупность свойств и меру полезности изготавливаемых изделий. Композиция высоких технических и физико-механических свойств покрытий в сочетании со специальными свойствами основного материала изделий, при их рациональном подборе, в ряде случаев, могут обеспечивать принципиально новые свойства изделий и качество создаваемых на базе их технических систем и машин. Однако сейчас еще не в полной мере используется полный потенциал возможностей наносимых покрытий и изготавливаемых с их применением изделий. Это связано с тем, что не полностью изучены особенности применения различных видов, типов и вариантов покрытий в сочетании с различным материалом изделий. А также не исследованы достоинства применения комплексных технологий изготовления изделий с покрытиями, в которых обеспечиваются на всех этапах технологического процесса, а именно нанесения покрытия, обработки изделия и подготовки его к эксплуатации, качественно новые свойства изделий с покрытиями. Это дает основание вести дальнейшие исследования в этой области в направлении дальнейшего совершенствования технологий нанесения покрытий и создания принципиально новых их вариантов, направленных на повышение качества изделий различного назначения.
В последнее время активно начинают развиваться новые виды нетрадиционных покрытий - специальные, пятнистые и функционально-ориентированныe покрытия, обеспечивающие качественно новые свойства и возможности изготавливаемых изделий и машин. При этом эти покрытия наряду с высокими техническими и физико-механическими параметрами должны иметь высокие топологические свойства покрытий (толщина покрытия и пространственное расположение различных видов покрытия) на элементах поверхностей изделий. Это обусловлено необходимостью комплексного обеспечения качества изделий. Однако существующие в настоящее время технологии и методики расчетов алгоритмов нанесения покрытий не позволяют решать вопросы, связанные с качественным нанесением равномерных и неравномерных покрытий на различные зоны поверхностей изделий, качественно напылять пятнистые и функционально-ориентированные покрытия, существенно повысить производительность и эффективность нанесения покрытий, обеспечивать нанесение покрытий в теневых зонах и решать тому подобные задачи. В связи с этим особенно важными задачами при нанесении нетрадиционных вакуумных ионно-плазменных покрытий являются вопросы формообразования поверхностного слоя изделий. Вместе с тем для данных покрытий вопросы их формообразования неразрывно связанны с комплексным повышением качества нанесения покрытий на изделия и увеличением производительности. Только на базе совместного решения этих вопросов возможно обеспечение качественно новой совокупности свойств и меры полезности выпускаемых изделий.ЗАДАЧИ ИССЛЕДОВАНИЯ
1. Разработать общий подход в одновременном повышении качества, эффективности и расширении технологических возможностей напыления покрытий на изделия;
2. Разработать теоретические основы процесса формообразования покрытий в условиях наличия высокой концентрации изделий в технологической зоне и сложной структуры кинематики движения изделий;
3. Исследовать особенности формообразования поверхности изделий при напылении покрытий;
4. Предложить универсальную принципиально-структурную модель элементов и движений вакуумной ионно-плазменной установки, позволяющую решать вопросы анализа и синтеза структуры технологической системы, а также расширения технологических возможностей процессов нанесения нетрадиционных покрытий.СОСТОЯНИЕ ВОПРОСА
В настоящее время современное развитие науки и техники непрерывно требуют одновременного повышение качества, эффективности и расширения технологических возможностей напыления покрытий изделий. Эти вопросы, несомненно, должны решаться только в едином комплексе. Поэтому для решения вопросов комплексного повышения качества, эффективности и расширения технологических возможностей напыления покрытий изделий разработан общий подход, который базируется на комплексном использовании следующих принципов:
- выполнения целесообразно высокой (технологически допустимой) концентрации изделий в рабочей зоне;
- обеспечения необходимой (простой или сложной) структуры кинематики транспортного движения изделий в рабочей (технологической) зоне вакуумной камеры, которая обуславливается и зависит от степени концентрации изделий.
Необходимо заметить, что приведенные два принципа взаимно обусловлены. Это связано с тем что, повышая концентрацию изделий в рабочей зоне вакуумной камеры необходимо одновременно обеспечить соответствующую структуру кинематики транспортного движения изделий. Выполнение этого условия необходимо для исключения влияния теневых зон от потока плазмы или для качественного нанесения нетрадиционных, пятнистых и функционально-ориентированных покрытий. Если в рабочей зоне вакуумной камеры располагается небольшое количество изделий и наносится традиционное покрытие, нет большого смысла обеспечивать сложную структуру кинематики движения изделий. Здесь, возможно будет достаточно одного вращательного движения рабочего стола. Выполнение принципа обеспечения сложной структуры кинематики транспортного движения изделий в рабочей зоне вакуумной камеры особенно необходимо для нанесения покрытия на внутренние поверхности изделий (втулок, колец, трубчатых деталей и тому подобных изделий). В этом случае, к вращательному движению рабочего стола необходимо добавлять планетарное вращение изделий и их прецессионное качание, выполняемое за счет вращений изделия вокруг трех осей системы координат, координируемых тремя углами Эйлера. При этом общая структура движений изделия будет состоять из пяти элементарных вращательных движений. И так далее.
Принцип целесообразно высокой (технологически допустимой) концентрации изделий в технологической зоне обеспечивает возможность параллельного нанесения покрытий сразу на множество изделий. В этом случае цикловая производительность вакуумной ионно-плазменной установки при нанесении покрытий на изделия определяется по следующей формуле:(1)
где Пц- цикловая производительность вакуумной ионно-плазменной установки;
to- основное время технологического воздействия при нанесении покрытия;
tв- вспомогательное время.
- количество изделий
-го типоразмера;
- общее число типоразмеров изделий.
Основное время технологического воздействия при нанесении покрытия определяется на основании следующего выражения:
где to1- время ионной очистки и термоактивации поверхности изделия;
to2- время конденсации (осаждения) покрытия на поверхность изделия;
to3- время охлаждения изделия.
Вспомогательное время определяется на основании следующей формулы:
где-
-й элемент вспомогательного времени;
E- общее количество элементов вспомогательного времени.
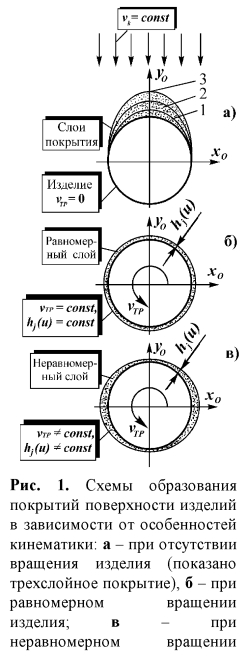
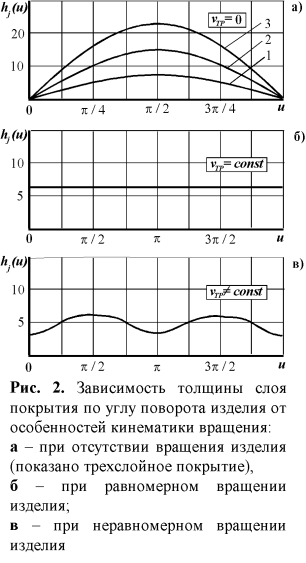
Дополнительно, к реализации принципа концентрации необходимо комплексно обеспечить реализацию сложной структуры кинематики транспортного движения каждого изделия. Можно также отметить, что кинематика транспортного движения определяет толщину наносимого на изделие покрытия. В качестве примера на рис. 1 показаны схемы образования покрытий поверхности изделий в зависимости от особенностей кинематики. Даже с помощью только одного транспортного движения можно управлять толщиной наносимого на изделие покрытия. На рис. 1,а показано неравномерное покрытие при отсутствии вращения изделия (показано трехслойное покрытие), на рис. 1,б - равномерное покрытие при равномерном вращении изделия; рис. 1,в - неравномерное покрытие при неравномерном вращении изделия. Зависимость толщины слоя покрытия по углу поворота изделия от особенностей кинематики вращения (в соответствии с рис. 1) представлена на рис. 2.
Комплексная реализация принципа концентрации и обеспечения сложной структуры транспортного движения изделия позволяет при нанесении покрытий решать следующие задачи:
- повысить качество нанесения покрытий на изделия за счет исключения влияния эффекта теневых зон, в которых не наносится покрытие; обеспечить нанесение равномерных покрытий на различные поверхности изделий;
- обеспечить повышение производительности нанесения покрытий на изделия за счет выполнения принципа концентрации изделий в технологической зоне;
- расширить технологические возможности нанесения покрытий на изделия, а именно: появляется возможность нанесения специальных видов покрытий, а также покрытий с неравномерной толщиной, пятнистых и функционально-ориентированных покрытий.
Можно отметить, что при решении этих задач особое значение имеет вопрос формообразования поверхностного слоя изделия при напылении покрытия. Толщина покрытия в любой точке изделия зависит от интенсивности струи плазменного потока покрытия (величина изменяется во времени), угла между нормалью к поверхности в рассматриваемой точке и направлением струи плазмы (переменная величина), а также длительности технологического воздействия. В случае, если все параметры нанесения покрытия (рис. 3) находятся в зависимости от параметров отрезка L пространственной кривой, толщина нанесенного покрытия в любой точкеповерхности изделия определяется на основании следующего криволинейного интеграла:
(2)
где- толщина покрытия в любой точке поверхности изделия с параметрами
, наносимая от
-го источника плазмы (катода);
- интенсивность нанесения покрытия от
- скорость движения точки М по пространственной кривой L в заданном пространственном положении s;
cos(n0j,^n0jx)-косинус угла между нормалью в рассматриваемой точке поверхности изделия и направлением действия
ds- элементарный участок пространственной кривой L.
Если движение точки задано параметрически(xc=xc(t), yc=yc(t), zc=zc(t)), значение параметра ds определяется следующим образом:
В этом случае, толщина нанесенного покрытия в любой точке поверхности изделия приопределяется на основании следующего выражения:
(3)
где- интенсивность действия потока от
t1 и t2- границы периода действия
В случае если интенсивность действия потока плазмы постоянная, выражение (3) по определению толщины покрытия в любой точке поверхности изделия будет следующее
(4)
Произведем вывод уравнений поверхности изделия при образовании покрытия. В векторном виде уравнение поверхности изделия имеет следующий вид:(5)
где- радиус-вектор поверхности изделия до нанесения покрытия;
- параметры поверхности изделия.
В координатной записи уравнение (5) поверхности следующее:(6)
где x01, y01, z01- координаты точки поверхности изделия до нанесения покрытия.
При формообразовании поверхности изделия (5) с покрытием, геометрические параметры процесса имеют сложные параметры. В этом случае, процесс формообразования поверхности покрытия можно моделировать ступенчато, с определенным шагом. Чем меньше этот шаг, тем ближе параметры теоретической поверхности к реальной. В векторном виде уравнение поверхности с покрытием относительно предыдущей можно представить следующим образом:(7)
- радиус-вектор образованной покрытием поверхности изделия с j- м шагом толщины покрытия;
- радиус-вектор предыдущей поверхности изделия;
- радиус-вектор толщины покрытия изделия с j- м шагом покрытия в заданной точке поверхности изделия с параметрами
Рис.3 - Гипотетическая схема технологического воздействия потока плазменной струи покрытия на элементарную поверхность при движении изделия в вакуумной камере
В координатной записи уравнения поверхности с покрытием относительно предыдущей поверхности будут следующие:где x0(j+1), y0(j+1), z0(j+1)- координаты образованной покрытием поверхности изделия с j- м шагом толщины покрытия; (8)
x0j, y0j, z0j- координаты предыдущей поверхности изделия;
hj(u,v)- толщина покрытия изделия с j- м шагом покрытия в заданной точке поверхности изделия с параметрами ;
- направляющие косинусы нормали в заданной точке предыдущей поверхности изделия с j- м шагом толщины покрытия;
j- номер шага покрытия изделия j=1,2,3,...,k (здесь: k=k1hmax, где hmax- общая максимальная толщина покрытия изделия в микрометрах; для нормальной точности - k1=5...10 шагов на один микрометр максимальной величины покрытия изделия, для средней точности - k1=11...19 шагов на один микрометр максимальной величины покрытия изделия, для повышенной точности - k1>20 шагов на один микрометр максимальной величины покрытия изделия).
Можно заметить, что покрытие на поверхности изделия образуется по нормали к (предыдущей) поверхности изделия, то есть происходит рост покрытия за счет технологического воздействия потока плазменной струи на поверхность. При этом толщина наносимого покрытия в каждой точке поверхности зависит от угла между нормалью и вектором направления действия плазменной струи, а также особенностей кинематики движения изделия в вакуумной камере.
На рис. 4 показана расчетная схема элементов процесса последовательного формообразования покрытия на поверхности изделия, координируемого системой координат x0, y0, z0 при вакуумном ионно-плазменном напылении. Здесь, гипотетически показан процесс нанесения покрытия в точке М элементарной поверхности с радиус-векторами r01, r02, r03, r04,... при котором каждая точка последующей поверхности реализуется по нормалям n01, n02, n03,... к предыдущей поверхности, при этом покрытия имеют следующие толщины h1(u,v), h2(u,v), h3(u,v),... Процесс нанесения покрытия обычно реализуется от нескольких источников потоков плазмы R, расположенных в пространстве, при наличии движения изделия. При этом общая толщина покрытия изделия в каждой точке определяется на основании следующего выражения:(9)
где- толщина наносимого покрытия в рассматриваемой точке поверхности от
- временные пределы угловых зон действия
R - общее количество источников плазмы.
В векторном виде конечное уравнение поверхности с покрытием можно представить следующим образом:(10)
где- радиус-вектор поверхности с покрытием;
K- мощность множества шагов в расчетной схеме при образовании поверхности изделия с покрытием K=k+1.
Отметим, что на основании выражения (10), толщина покрытия каждого последующего слоя находится в функциональной зависимости от толщины предыдущего слоя покрытия. Поэтому все слои покрытия изделия зависимы и их величину следует последовательно определять от начальной толщины до конечной величины.
В координатной записи уравнение поверхности с покрытием имеет вид:(10)(11)
где x0k, y0k, z0k- координаты поверхности изделия с покрытием при конечном формообразовании.
Однако для обеспечения заданных параметров толщины покрытия (с постоянной или переменной величиной), его нанесения в труднодоступные места изделия и устранения влияния теневых зон на равномерность толщины покрытия, в ряде случаев, необходимо обеспечить сложную структуру кинематики движения изделия. Для этого необходим специальный рабочий стол с дополнительными подвижными элементами, обеспечивающими реализацию сложной структуры движения изделия при нанесении на его поверхность вакуумного ионно-плазменного покрытия. Выполнение сложной структуры кинематики движения изделий особенно потребно для качественного и производительного нанесения покрытия глубоких внутренних поверхностей изделий.
На рис. 5 показаны некоторые варианты схем кинематической структуры движений элементов рабочего стола 1 и изделия 2 вакуумной ионно-плазменной установки. На рис. 5,а представлена схема при коаксиальном расположении изделия 2 относительно главной оси вращения рабочего стола 1 (вращается только рабочий стол). Здесь показано: x0, y0, z0- система координат изделия; X1,Y1,Z1 - система координат рабочего стола; Xc,Yc,Zc - неподвижная система координат вакуумной камеры; Vтр - транспортная скорость движения рабочего стола; u- угол поворота рабочего стола. Отметим, что на рабочий стол 1 установлено только одно изделие 2 и нанесение покрытия выполняется с помощью одного потока плазмы. В этом случае, можно наносить как равномерное покрытие (рис. 1,б и рис. 2,б), так и неравномерное покрытие (рис. 1,в и рис. 2,в ), в зависимости от того постоянна или переменна транспортная скорость движения рабочего стола. Однако вследствие того, что только одно изделие подвергается нанесению покрытию, данная схема имеет низкую производительность и высокую себестоимость изготовления изделий.
На рис. 5,б представлена схема при радиальном смещении изделия относительно главной оси вращения рабочего стола (вращается только рабочий стол). Здесь дополнительно показана вторая дополнительная система координат x1II, y1II, z1II с помощью которой выполняются необходимые расчеты (здесь первая дополнительная система координат не показана). В данном случае, на рабочий стол может устанавливаться уже несколько изделий и производительность установки существенно возрастает. Производительность изготовления изделий, в этом случае, рассчитывается по формуле (1). При такой схеме, не смотря на радиальное смещение изделия, обеспечивается равномерный слой нанесения покрытия по окружности изделия при равномерной скорости вращения рабочего стола.
При обеспечении дополнительного вращательного движения изделия и вращательного движения рабочего стола (рис. 5,в) реализуются новые возможности в нанесении покрытий на поверхность изделия за счет варьирования параметров уже двух движений. Это расширяет технологические возможности нанесения покрытий и обеспечивает повышение свойств изготавливаемых изделий. На рис. 5,в дополни-тельно показано следующее: X2,Y2,Z2 - система координат вращающегося элемента рабочего стола; u1 - угол поворота рабочего стола; u2 - угол поворота вращающегося элемента рабочего стола.
Можно отметить, что возможно создание и других вариантов схем кинематической структуры движений изделия в вакуумной камере. Особенности этих схем определяются постоянством или переменностью параметров движений, структурой кинематики, пространственными особенностями вакуумной камеры, количеством изделий подвергающихся одновременно технологическому воздействию, количеством и расположением источников плазменных струй и другими параметрами. Однако для направленного синтеза возможных вариантов схем кинематической структуры движения изделий необходим универсальный подход, позволяющий на строгой научной основе генерировать полное множество возможных вариантов схем и на этой основе определять наиболее рациональный вариант схемы для конкретного изделия с учетом максимальной эффективности его изготовления.
На рис. 6 представлена универсальная принципиально-структурная модель элементов и движений вакуумной ионно-плазменной установки. Эта модель содержит следующее:
- главную неподвижную систему координат вакуумной камеры, располагающуюся относительно главной оси вращения рабочего стола;
- несколько неподвижных систем координат источников плазмы, каждая из которых координирует i-й источник плазмы, при этом ось системы координат располагается по направлению движения плазмы; общее количество источников плазмы равно R ;
- множество подвижных систем координат рабочего стола, каждая из которых координирует подвижный элемент рабочего стола; общее количество подвижных систем координат (подвижных элементов рабочего стола) равно n; на каждой системе координат показано три вращательных движений и три прямолинейных движений, при помощи которых выполняется анализ и синтез кинематической структуры движений изделия;
- неподвижную относительно системы координат систему координат изделия.
С помощью универсальной принципиально-структурной модели элементов и движений вакуумной ионно-плазменной установке выполняется анализ и синтез существующих и новых принципиальных кинематических схем движений изделий при нанесении покрытия. На базе представленной модели могут создаваться различные варианты принципиальных кинематических схем движений изделия, в том числе и патенто-способные. Разработанная универсальная принципиально-структурная модель дает возможность решать при нанесении покрытий на изделия следующие вопросы:
- разрабатывать новые способы нанесения покрытий на изделия;
- наносить на поверхность изделий покрытия как равномерной, так и неравномерной толщины;
- снизить влияние теневых зон;
- повысить производительность изготовления изделий с покрытиями за счет обеспечения концентрации изделий в вакуумной камере;
- повысить эффективность нанесения покрытия за счет обеспечения рационального алгоритма работы плазменных источников.
И так далее производятся расчеты, и выполняется анализ и синтез геометрических параметров поверхностного слоя изделия при исследовании процесса формообразования покрытия на цилиндрическом изделии при вакуумном ионно-плазменном напылении. Если изделие имеет другую форму, и оно выполняет движения по определенной структуре кинематики в вакуумной камере, в этом случае, используются теоретические зависимости, представленные выше.ЗАКЛЮЧЕНИЕ
В заключение можно отметить, что в представленной работе выполнено следующее: разработан общий подход в одновременном повышении качества, эффективности и расширении технологических возможностей напыления покрытий на изделия; приведены основы процесса формообразования покрытий в условиях наличия высокой концентрации изделий в технологической зоне и сложной структуры кинематики движения изделий; исследованы особенности формообразования поверхности изделий при напылении покрытий; предложена универсальная принципиальноструктурная модель элементов и движений вакуумной ионно-плазменной установки, позволяющая решать вопросы анализа и синтеза структуры вакуумной установки. На основании полученных результатов обеспечивается возможность создания новых способов нанесения покрытий на изделия, напылять покрытия как равномерной, так и неравномерной толщины, а также снизить влияние эффекта теневых зон на качество поверхностного слоя покрытия. Выполненные исследования позволяют повысить производительность изготовления изделий с покрытиями за счет обеспечения концентрации изделий в вакуумной камере. А также расширить технологические возможности процессов благодаря нанесению специальных видов, пятнистых и функционально-ориентированных покрытий.Список литературы: 1. Михайлов А.Н., Михайлов В.А., Михайлова Е.А. Ионно-плазменные вакуумные покрытия - основа широкого повышения качества изделий машиностроения // Прогрессивные технологии и системы машиностроения: Междуна-родный сб. научных трудов. - Донецк: ДонНТУ, 2004. Вып. 28. С. 108 - 115.
2. Патент України № 54100 А МПК 7 С23С 14/04. Спосіб нанесення нітридного декоративного рельєфного покриття на поверхню виробу / Михайлов В.О. Заявка № 2002053915 от 14.05.2002, БИ 3003. - 6 с.
3. Нанесение износостойких покрытий на быстрорежущий инструмент / Ю.Н. Внуков, А.А. Марков, Л.В. Лаврова, Н.Ю. Бердышев. - К.: Тэхника, 1992. - 143 с.
4. Получение покрытий на основе окиси алюминия из сепарированного потока плазмы вакуумной дуги / И.И. Аксенов, В.А. Белоус, В.Г. Падалка и др. // Фи-ХОМ, 1977. №6. С 52 - 56.
Главная Библиотека Ссылки Результат поиска Индивидуальная работа
ДонНТУ Страница магистров ДонНТУ Поисковая система ДонНТУ