ПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ ПОКРЫТИЙ ДЕТАЛЕЙ
Е.И. Антипенко, докт. техн. наук, В.И. Иванов, канд. техн. наук,
В.П. Беляковский канд. техн. наук,
г. Мариуполь, Украина
The results of researches concerning the additional energy
supplying into the machining zone of mechanical treatment to increase the
productivity while treating the high wear resistant coatings of machine parts
for metallurgical and ore equipment are given.
Существенное повышение
надежности и долговечности тяжелонагруженных деталей в узлах металлургических и
горнорудных машин достигается нанесением на рабочие поверхности покрытий с
высокой твердостью (до HRCэ > 50) и износостойкостью.
Технологические процессы наплавки и плазменного напыления предусматривают
использование порошковых проволок и лент, особенно при ремонте и восстановлении
деталей. Широкое применение получила автоматическая наплавка под слоем флюса с
использованием высоколегированной наплавочной проволоки для восстановления и
повышения износостойкости различных деталей металлургического оборудования:
стальных прокатных волков, роликов рольгангов, различных деталей строительных,
дорожных и горных машин, вагонов и
локомотивов.
Механическая обработка
наплавленного износостойкого материала, обладающего высокой твердостью в
холодном состоянии, вызывает определенные трудности. Основным методом обработки
наплавленного металла является шлифование. Припуски на обработку после наплавки
велики и неравномерны, наплавленный металл по глубине имеет неоднородный
химический состав и физико-механические свойства, в металле имеются шлаковые
включения. Производительность механической обработки в этих условиях низкая, а
расход шлифовальных кругов велик. Альтернативными являются способы, использующие
для повышения производительности дополнительные виды энергии, которые вводятся в
зону обработки. В частности, наиболее часто используется предварительный нагрев
поверхностного слоя металла, подлежащего обработке, с целью снижения его
твердости, повышения обрабатываемости. В этом случае температура нагрева в зоне
обработки должна превышать температуру фазовых превращении (в частности,
мартенсита в аустенит), т.е. составлять 700...800 oC для широко
используемых наплавочных порошковых материалов. Однако стойкость лезвийных
инструментов при таких температурах в зоне резания оказывается низкой, а
эффективность обработки недостаточной. Важнейшей характеристикой процесса
резания в этом случае является температура предварительного подогрева заготовки.
Предварительный подогрев, с одной стороны, разупрочняя обрабатываемый материал,
способствует снижению температуры на контактных площадках инструмента, а с
другой – повышает эту температуру за счет теплообмена между инструментом и
заготовкой. Таким образом, вопрос оптимизации температуры подогрева срезаемого
слоя является весьма сложным. Критерии оптимизации температуры предварительного
подогрева срезаемого слоя также конкретно не определены. При механической
обработке с нагревом существенным является установление оптимальной температуры
поверхностного слоя в зоне контакта режущего инструмента с заготовкой. В
процессе наплавки металл находится в расплавленном состоянии, и по мере
охлаждения в наплавленном слое происходят структурные изменения, определяемые в
значительной степени химическим составом наплавленного материала и скоростью
охлаждения изделия после наплавки. Химический состав наплавленного порошковыми
проволоками и лентами металла на поверхности деталей близок к составу
мартенситных сталей типа ЗХ2В8 и 5Х4В3Ф. В этих сталях наиболее полно
проявляются особенности структурных превращений при сварочных термических циклах
как в бейнитной, так и в мартенситной областях. Выбор оптимальной температуры
поверхностною слоя производится с учетом особенностей фазовых превращений в
наплавленных материалах при
охлаждении.
Структурные превращения
высоколегированных статей мартенситного класса, нагретых до температуры выше
точки аустенитного превращения, при последующем непрерывном охлаждении
определяются термокинетическими диаграммами распада аустенита.
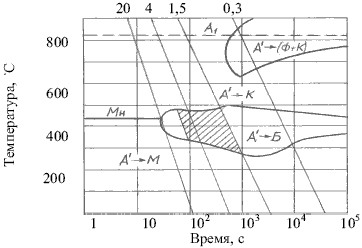
Рисунок 1 – Типовая термокинетическая диаграмма распада аустенита мартенситных
сталей.
На рисунке 1 изображена
типовая термокинетическая диаграмма превращения аустенита при охлаждении
мартенситной стали.
По вертикальной оси
отложена температура, по горизонтальной – время по логарифмической шкале. Линия
А1 соответствует температуре устойчивого аустенита. Линия
Мн соответствует температурам начала мартенситного превращения.
Наклонные прямые соответствуют определенным скоростям охлаждения. Как видно из
рисунка, при скоростях охлаждения менее 20 град/с мартенситному превращению
предшествует распад аустенита по промежуточному типу. На диаграмме отмечены
следующие области: Аl – переохлажденный (неустойчивый) аустенит, Ф +
К – феррито-карбидная смесь, К – кар6иды, Б – бейнит, М – мартенсит. Критическая
точка, соответствующая началу мартенситного превращения Мн, с
уменьшением скорости охлаждения снижается. Beличина межкритического интервала
температур составляет при скоростях охлаждения 1,0...1,5 град/с около 200
oС. Сравнительно низкий уровень и широкий интервал температур, в
котором располагается область фазового превращения, позволяет использовать ее
при обработке резанием наплавленного металла [1]. На рисунке 1 область
оптимальных температур и скоростей охлаждения
заштрихована.
Для подтверждения
правильности выбора области оптимальных температур при обработке резанием
согласно предположениям, выдвинутым выше, проведено исследование зависимости
твердости наплавленных металлов при различных температурах. Твердость измерялась
как в процессе нагрева образцов, так и последующего охлаждения
(рис.2).
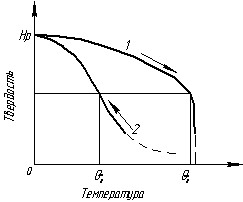
Рисунок 2 – Изменение твердости мартенситных сталей при нагреве от холодного
состояния
(кривая 1) и при охлаждении (кривая 2).
Результаты исследования
показали, что при нагреве (кривая 1) твердость исходного металла вначале падает
незначительно. Дальнейшее повышение температуры резко снижает твердость. Кривая
2 изменения твердости получена при охлаждении наплавленных материалов,
предварительно нагретых до температуры выше A1. Из сравнения
твердостей при нагреве и охлаждении видно, что твердость, например
Нр, достигается в случае нагрева при температуре Qн. Такую же твердость можно получить и при
охлаждении от температуры выше А1, но уже при значительно более
низкой температуре Qo. Различие твердости
при нагреве и охлаждении объясняется структурными превращениями. Если
использовать в качестве источников тепла плазменную дугу, электроконтактный
нагрев, нагрев токами высокой частоты и другие способы местного нагрева, то
период между моментом, когда металл срезаемого слоя достигает максимальной
температуры, и моментом его срезания режущим инструментом весьма мал. В этом
случае твердость обрабатываемого металла будет изменяться в соответствии с
кривой 1 (рис.2). Рекомендуемый же термический цикл должен предусматривать
нагрев поверхностного слоя до температуры, превышающей А1 и
охлаждение со скоростью 7...3 град/с до температуры 300...350o
(кривая 2). Время охлаждения до момента резания в этом случае составит от 1 до 3
минут.
Возможно вместо лезвийной
обработки со снятием стружки наплавляемого слоя вести обработку способом
пластического деформирования в горячем состоянии, что снижает расход
дорогостоящих наплавочных материалов. В этом случае реализуются известные
принципы упрочнения путем совмещения в единой технологической схеме
пластического деформирования и фазовых превращений при термической
обработке.
Использование
комбинированный способов обработки предусматривает создание специальных
установок, включающих источники нагрева поверхностного слоя и устройств его
обработки. Как показывает анализ, в большом числе случаев при обработке
разнообразных деталей в качестве источника нагрева возможно использование
технологического тепла сварочной дуги при наплавке поверхностною слоя, т.е.
объединение в одной установке наплавочного автомата и металлорежущего станка
[2].
Выводы:
1.Выдвинута общая концепция обработки с нагревом, которая
заключается в предварительном нагреве поверхностного слоя металла до температур
выше точки А1 с последующим охлаждением с определенной
скоростью.
2. Оптимизация температуры нагрева в зоне обработки связана со
структурными превращениями в поверхностном слое металла. Оптимальные температуры
в зоне резания, обеспечивающие высокую производительность обработки существенно
ниже, чем при общепринятых способах нагрева поверхностного слоя.
3.
Разработанный технологический процесс реализован на специальных установках,
объединяющих металлорежущий станок и наплавочный автомат.
Список литературы:
1. A.C. N628709, СССР, МКИ
C21D1/78, В21b1/00. Способ обработки стальных деталей. / B.И. Иванов,
В.П. Беляковский, Е.Ф. Викулов,
П.А. Зелепухин.
2. Беляковский В.П., Иванов В.И. и др.
Установка для наплавки и механической обработки деталей// Машиностроитель. –
1974. – N4. – с. 30...31.