
Master of Donetsk
National Technical University
Department: Physico-metallurgical
Group: OMD-06m
E-mail: Serega_OMD@rambler.ru
Master's work project: "Designing of a mathematical model
and modelling of hot strip rolling process on
Steckel mill"
Research manager: professor Konovalov Jury Vjacheslavovich
Master’s work
Rolling mills with furnace coilers calls as Steckel mills. They have appeared more half a century ago, practically simultaneously with wide-strip rolling mills. Steckel mills applied in need of production of sheets in volume 100-300 thousand t/year, and also to rolling electrotechnical and alloyed steels and alloys.
These rolling mills were both single-stand, and double-stand, and the first stand was a usual two-high reversing rougher.
After starting of the first Steckel mill in USSR their following deficiencies have been noted: high longitudinal and traversal gage interference, the worst quality of a surface, instability of mechanical properties on length of strips. Most a weighty argument in favour of Steckel mills - smaller initiating investments.
In the seventies the last century Steckel mills have ceased to build.
Interest to Steckel mills was restored in the late eighties the last century. The mill created by industry SMS became first new Steckel mill. As the basic argument in favour of Steckel mill was that on conventional wide-strip rolling mills to produce small batches of sheets from high-quality steels not always cost-beneficial. Steckel mills of new generation are equiped by systems of automatic control of a profile and the strips shape, have the powerful drive, furnace coilers of a new construction, an combined system of automatic control of a process.
The new compact furnace configuration developed by corporation VAI, allows to save to 30 % of energy in comparison with an old furnace configuration of open type. The temperature regulating system is completely automized and provides an equal temperature distribution on strip length. An operating furnace temperature achieves 1050°С. Furnace coilers allow to uncoil strips in width to 3200 mm. They are equiped by a draw-out former and the long strip can be completely uncoiled in a coil in the furnace. Application of furnace coilers of a new configuration allows to decrease rolling draft and to increase an range of products on thickness from 25 to 40 mm.
Possibility to uncoil piece in width to 3200 mm has led to creation of combined sheet Steckel mills on which it is possible to roll both strips, and sheets. That provides the high production flexibility, allowing to satisfy a varying demand of the market.
There are different layout modification of Steckel mills equipment. Single-stand Steckel mill provides annual production volume to 800 thousand tons of strips with thickness of 2-12 mm. By reduction mill installation before Steckel mill the annual production rate can be increased approximately to 1 million for strips with thickness of 1,8-12 mm.
Joint-stock company "NKMZ" created and now the original circuit design of three-stand Steckel mill with one rough and two finishing stands is licensed.
Roughing stand adding to a mill-tandem increase a mill production rate upon 20-30 % at the expense of a possibility of combination rough and finish rolling of two adjacent strips. Optimisation of work rolls diameter in finishing stands reduces energy-power parametres of rolling and creates facility for the most thin strips production. The slab and heavy thickness piece does not go into equipment area of the of finishing stands. This raises opeating characteristics of a mill and improves rolled strips quality. Productivity of such mill is 1,5 million t/year. Thickness of rolled strips is 1,0-12,7 mm.
In the capacity of a mathematical model for calculation of hot rolling energy-power parametres on Steckel mill I choose A.I. Tcelickov’s method for calculation of rolling force and a medial normal contact stress. The block scheme of rolling force calculation on A.I. Tcelickov’s method is presented in figure 1.
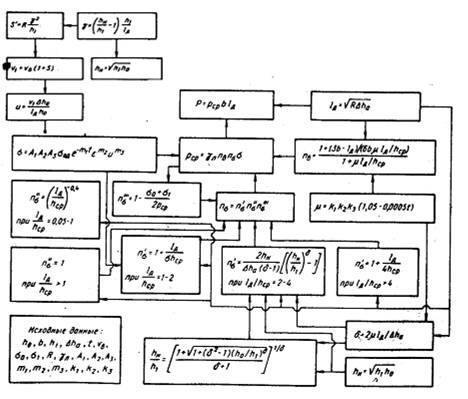
Figure 1 - The block scheme of rolling force calculation on A.I. Tcelickov’s method
By designing of a mathematical model for calculation of rolling temperature we take into account temperature decrease due to heat radiation and convection for delay table section and for sections from stand to the furnace coiler; rolling temperature decrease due to heat transfer to work rolls; rolling temperature increase at the expense of strain heat and rolling temperature increase at the expense of metal heating in the furnace.
The temperature variation of strip in Steckel mill’s furnace occur due to:
1. heat transfer to strip from the furnace via radiation;
2. heat transfer to strip from former via heat conduction;
3. heat transfer between coil laps via heat conduction.
As a result of mathematical calculation data which argue to some heating in Steckel furnace that is very positive argument in relation to decrease energy-power parametres and receiving of a high complex of mechanical properties of finished steel are obtained.