Primary intent, which the master's degree work pursues this: consideration of existing methods of development of calibrations of instrument of deformation; analysis of technology of stamping of wheels of small diameter; development of formulas of computation of forming metal and force of stamping on the basis of the planned experiment, decision position of neutral line. And finally – development of calibrations of instrument of deformation on the basis of the got formulas. On the given page will consider only one of just listed points, namely analysis of technology stamping wheels of small diameter.
In Ukraine of wheels of small diameter OAO «NTZ» is engaged in making. On the row of reasons the decision was accepted to make these wheels on the ringstrip line.
In Ukraine of wheels of small diameter OAO «NTZ» is engaged in making. On the row of reasons the decision was accepted to make these wheels on the ringstrip line. There is the following technology of making. Billet after cutting of bars heated in the circular stove to the temperature 1260-1280 oS. Whereupon acted on the districtof gidrozbiva calx. The following stage of treatment – sinking on the smooth flags of press by force 20 MN. Then weigh a billet and pass on the press of double action by force 40/20 MN. On which moulding of the wheeled billet is executed with the preliminary bend of disk, i.e. align a rim in relation to nave from outside of wheel, that did possible to transport the wheeled billet to piercing (8 MN) and further to the forming (60 MN) press on live rolls with the smooth rollers without implementation on them of central ductule under nave. One of the last strokes in treatment of billet this final wringing out of rim, disk and nave of wheel to the prepared draft sizes on press 60 MN, simultaneously with this there is a bend of disk in the direction, opposite to its bend of carried out on press by force 40/20 MN, to implementation of the required displacement of rim in relation to nave .
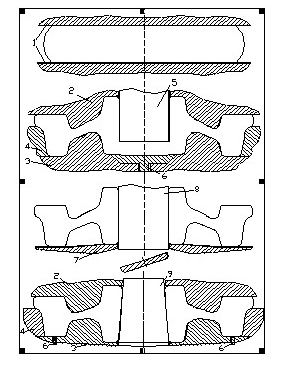
1 – smooth flags of sedimentary press; 2, 3 – overhead and lower stamps accordingly, 4 – forming ring; 5 – puncheon; 6 – eliminator; 7 – lower flag of piercing press; 8 – piercer; 9 –mandrel
Figure. 1. Operations of stamping of wheels of small diameter
But in the given method of stamping there are its failing of wheels. Main from them - promoted expenditures of time on moving of the form wheeled billet from the stamps of press by force 40/20 MN on live rolls. As a result the losses took place of heat, that negatively told on motion of deformation on press 60 MN. Practically it was impossible to get a necessary thickness of disk of draft wheel. Such losses were linked that moulding of billet on the given method foresaw the use comparatively of deep lower stamp and podem from it punch billet and seizure it in, construction of which initially did not target at work with wheels. How possible to guess a new method was offered of stamping of wheels of small diameter, which eliminated the shortages of previous method, i.e. promoted losses of heat preliminary moulding billets at its moving from table of press on live rolls.
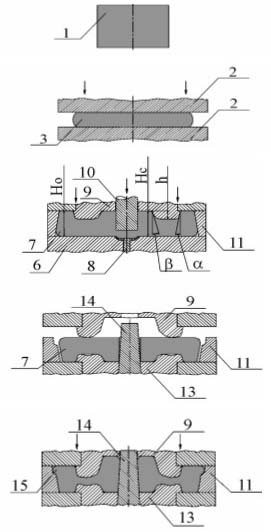
1 – initial billet, 2 – sedimentary flags, 3 – billet after sinking on the smooth flags, 4 – technological ring, 5 – billet after sinking in the technological ring, 6 – smooth flag, 7 – preliminary moulding billet, 8 –eliminator, 9 – overhead stamp, 10 – puncheon, 11 – mould ring, 12 – billet after sewing, 13 – lower stamp, 14 – mounting, 15 – finished draft product.
Figure. 2. Charts of deformation of billets on a new method
So became possible in investigation the use of lower smooth flag in press 40/20 MN. And an overhead stamp had a contour similar with the contour of lower stamp of press by effort 60 MN. Due to the exception of operation of extrusion from the lower stamp the abbreviation is achieved of expenditures of time on moving preliminary of moulding billet from table of press on live rolls. Further on to the given method transport a billet to the press 60 MN, turn over on 180 about, lay in the lower stamp and centre on mounting or on the inlying conical surface of rim. The given method gave possibility not only to improve exactness of geometrical sizes of draft wheel, but also multiply productivity of process.
Literature
1. Освоение технологии производства черновых железнодорожных колес малого диаметра в кольцебандажном цехе / А.В. Яковченко, В.А. Новохатний, Е.В. Горб, А.И. Донской, И.М. Иващенко, В.Н. Зелинская, С.А. Снитко // Металлургическая и горнорудная промышленность. – 2001. – № 7. – С. 78–80.
2. Пат. 65077 Україна, МПК 7 В21 Н 1/04. Спосіб штампування залізничних коліс і колісних центрів. О.В. Яковченко, С.О Снітко, Н.І. Івлєва (Україна). – № 200354788; Заявл. 27.05.2003; Опубл. 15.03.2004, Бюл. № 3. – 10 с.: ил.