| DonNTU search system |
|
Bardanov Alexander Valerevich Fakultet of computer information technologies and automatics a theme of scientific work: "Designing and research of system of automatic control by editing of the diamond tool " |
) |
|
Introduction 1. Statement of a problem for SAC process of electroerosive editing 2. A function chart 3. Definition of optimum frequency of ruling impulses 4. Modelling of work of system IntroductionNow in mechanical engineering high-strength alloys, for example ??14 are used. It is not obviously possible to make their processing by the usual tool since durability of the processing tool should be not less than ten times exceed durability of a material. The decision of this problem became creation of the special tool which is capable to process any high-strength alloy. This tool - the diamond circle representing a steel disk by a strip, thickness 7-10mm. This strip consists of a sheaf - softer метала in which in a liquid condition add a diamond crumb. While in service the circle "is salted": on its working surface the layer is formed of a shaving of a processable detail, in some places loss of diamond grains takes place. It reduces EFFICIENCY of a diamond circle. Thus, it is necessary to result the tool in a working condition, supporting cutting ability of a working surface. For this purpose use electroerosive editing: by means of an electric arch, burn out a shaving and a superfluous sheaf from a working surface of a circle. Thus diamond grains are naked, as is a ultimate goal of editing. Application of electroerosive processing for profiling diamond current-carrying circles is rather perspective. It speaks a number of the specific features inherent in the given method: presence of an interelectrode backlash between cooperating surfaces of a circle and an electrode allows to carry out contactless with the minimal effort and deterioration of the ruling tool, selectivity and step-type behaviour of process provide necessary accuracy of processing and quality of a cutting surface, each abrasive grain after editing is surrounded by a sheaf with the changed structure which possesses hardness in 1,3-3 times of greater, than hardness of initial structure, after editing grain the micron that creates more developed surface of a circle act from a sheaf on 35-40 and provides cutting ability in 2-3 times above, than after other kinds of editing, for example abrasive. The electroerosive method of editing provides high accuracy of a structure (within the limits of 5-20 microns), increase of cutting properties of a relief and high efficiency of the editing. 1.Statement of a problem for SAC process of electroerosive editingNow electroerosive editing is conducted by means of the generator developing ruling impulses with frequency of 50 Hz. Frequency of rotation of a diamond circle on a shaft is equal 47 Hz. Due to not frequency rates of frequencies ruling impulses move on a surface of a diamond circle with displacement that allows to avoid effect of "camomile" (hits of ruling impulses in the same places of a circle owing to frequency rate of frequency of following of impulses and frequencies of rotation of a circle). Essential lack of processing by means of such generator is that for one turn of a circle on its surface one is burnt out only hole. This fact does time of editing rather long because of a plenty of holes, demanding processing. The decision of the given problem would be use of the generator with higher frequency of submission of the impulses, capable to make editing of the diamond tool at various values of rotation of a diamond circle. It will allow to reduce considerably time of editing, and, means, will raise efficiency of use of a diamond circle at processing high-strength alloys. As a result of cooperation of faculty AT with faculty MS it has been carried out research of process of editing, the demanded attitude of frequency of rotation of the tool and frequency of following of impulses is found out, the system of automatic control is designed by the generator of impulses. However at calculation of the attitude of the frequencies, the existing system gives a high level of errors, that in practice reduces an overall performance of all system, worsening results of editing of a diamond circle. As the decision of the given problem updating of the existing scheme of definition of the attitude of frequencies can serve. Also SAC it has been designed so what to cooperate with a personal computer. Thus that fact has not been considered, that interfaces of a modern personal computer are not capable to provide data exchange from electroerosive editing demanded for process by speed and accuracy. In addition it is necessary to note, that the existing software and OS (in particular OS Microsoft Windows, work with which it was assumed at designing) has not been stipulated for work with the industrial equipment, It does not satisfy a condition of accuracy, the majority of opportunities modern ON are excessive for a task in view. The decision of the given problems can become transition to the equipment intended for work in industrial targets, use of other software which satisfies to tasks in view in a greater measure or use of the controller for the decision of a task in view. Lack of electroerosive editing is partial diamond grains under influence of heats at categories. 2. A function chartThe system designated purpose of management consists in that for minimal time to correct a diamond circle (a method of electroerosive editing). Maintenance of cutting ability of a surface of a circle during processing provide, combining process of grinding with simultaneous editing. For editing it will be used ???-125-100? with САУ. The given generator allows to receive on an output impulses with frequency up to 100¬?µ, but the system on updating frequency is not present, and for effective editing it should depend on speed of rotation of a diamond circle: at change of speed of rotation of a circle, frequency of receipt of impulses of editing also should change accordingly, differently editing will be not optimum or there will be an effect of "camomile". For the decision of this problem the gauge of speed of rotation of a circle, a measuring instrument of frequency correcting impulses, the controller with the program on processing and data transmission, the generator editing impulses will be used. Functionally control system works as follows: At work of a diamond circle by means of the gauge of speed of rotation of a circle its speed at present time is defined. The attitude of frequency of rotation of a circle and the established frequency of the generator operated by a pressure is defined. Value of the attitude is transferred to the controller where it is used as entrance value for the program of calculation of demanded frequency of ruling impulses. The program, calculates changes of frequency, for reception of optimum frequency which value will allow to make editing of a circle during the shortest time. Gives out the calculated value on the digit-analog converter. It will transform and transfers a signal to the generator operated by a pressure. The impulses, the set frequency and porosity act on an input of target cascade SHGI and form impulses of editing. Impulses move through the device of the coordination to bring them into accord with requirements of target cascade SHGI-120-100M. From output the impulse acts on an electrode and makes editing a working surface of a circle. 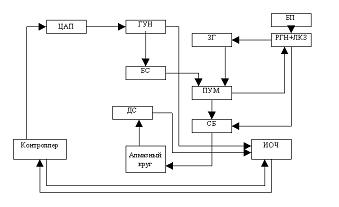
3.Definition of optimum frequency of ruling impulsesFor definition of optimum frequency of ruling impulses we shall be set by diameter of a diamond circle:
Dkp = 280 мм
(Standard diameter of the abrasive circle used for processing of high-strength alloys) Let's calculate length of a circle of a diamond circle:
L = п * Dkp
L = 3.14 * 280 = 879.2 (мм) We shall be set by the average size
Lл = 1мм
Let's calculate a minimum quantity
Nmin = L / Lл
Nmin = 879.2 = 880 Frequency of rotation of a diamond circle is constant and equal: Fkp = 47 Hz
Frequency necessary for a covering of a working surface of a circle for one turn:
Fг = Fkp * Dkp
Fг = 879,2 * 47 = 41322,4 (Hz) Depending on conditions of a problem, it is possible to lower frequency of ruling impulses due to increase in time of editing. For example, if to increase time of editing up to 17 full turns frequency of the generator can be established equal:
Fг1 = Fг / 17
Fг = 41322, 4 / 17 = 2431,9 (Hz) 4.Modelling of work of systemDepending on conditions of a problem, it is possible to lower frequency of ruling impulses due to increase in time of editing. For example, if to increase time of editing up to 17 full turns During performance of research work there was a problem of modelling of process of erosive editing of the diamond tool. For this purpose in a rate " Automation of designing of devices and control systems " has been created the evident model showing process of correction of a diamond circle. Written to the environment of development DELPHI 7, the program models process of editing of a diamond circle eventually. In figure which is resulted below it is possible to see editing of a diamond circle:
The given model has confirmed available hypotheses and has allowed to analyse and come to conclusion that at not multiple frequencies even if small shift of one frequency in relation to another takes place, the effect of "camomile" is not shown (it is the effect arising when ruling impulses beat in one points). However small shift, on an example of that we have observed, essentially extends time of editing. In real conditions at editing with use of frequency of a power line time of process reaches up to half of a hour and more. Chosen during a rate of designing of systems the source of current SHGI-125-100? allows to generate impulses not only multiple to frequency of a feeding pressure, but also impulses of high frequency. At use of high frequencies of impulses of editing the essential effect is reached much more quickly, than at use of the widespread method with use of frequency of a network. Reduction of time leaving on editing of the tool, prove expediency of use of high frequencies for a diamond circle. |
The biography
[рус] [укр] [eng] the Abstract [рус] [eng] Library Links Report on search the Individual task |