
Много тысячелетий прошло с того времени, когда человек научился пользоваться металлами, и с тех пор они заняли важное место в его жизни. Сегодня мы встречаемся с металлами повсюду: металл - это океанские лайнеры; железные дороги и каркасы многоэтажных зданий; мосты и автоматические станки; многочисленные предметы нашей повседневной жизни.
Сложный и длинный путь проходит руда, прежде чем превратится в металл. Ученые, инженеры, рабочие постоянно заняты сокращением этого пути, усовершенствованием его, улучшением качества металла, условий труда, ведь металлургическое производство горячее и труд на нем нелегкий.
Итак, из каких процессов состоит производство черных металлов, какой путь проходит руда и прочие материалы, постепенно превращаясь в стальной слиток, брусок, лист? На все эти и многие другие вопросы можно получить ответы, изучив данный материал.
Чугун – сплав железа и углерода с сопутствующими элементами (содержание углерода более 2,14 %).
Для выплавки чугуна в доменных печах используют железные руды, топливо, флюсы.
К железным рудам относятся:
– магнитный железняк (Fe3O4) с содержанием железа 55…60 %, месторождения – Соколовское, Курская магнитная
аномалия (КМА);
– красный железняк (Fe2O3) с содержанием железа 55…60 % , месторождения – Кривой Рог, КМА;
– бурый железняк (гидраты оксидов железа 2Fe2O3 * 3H2O и Fe2O3 * H2O)
c содержанием железа 37…55 % – Керчь.
Марганцевые руды применяются для выплавки сплава железа с марганцем – ферромарганца ( 10…82%
Mn), а также передельных чугунов, содержащих до 1% марганца. Mарганец в рудах содержится в
виде окислов и карбонатов: MnO2, Mn2O3, Mn3O4,
MnCO3 и др..
Хромовые руды применяются для производства феррохрома, металлического хрома и огнеупорных материалов – хромомагнезитов.
Топливом для доменной плавки служит кокс, возможна частичная замена газом, мазутом.
Флюсом является известняк CaCO3 или доломитизированный известняк, содержащий
CaCO3 и MgCO3, так как в шлак должны входить основные оксиды (CaC, MgO), которые
необходимы для удаления серы из металла.
Подготовка руд к доменной плавке осуществляется для повышения производительности доменной печи, снижения расхода
кокса и улучшения качества чугуна.
Метод подготовки зависит от качества руды.
Дробление и сортировка руд по крупности служат для получения кусков оптимальной величины, осуществляются с помощью дробилок и классификаторов.
Обогащение руды основано на различии физических свойств минералов, входящих в ее состав:
а) промывка – отделение плотных составляющих от пустой рыхлой породы;
б) гравитация (отсадка) – отделение руды от пустой породы при пропускании струи воды через дно вибрирующего сита: пустая
порода вытесняется в верхний слой и уносится водой, а рудные минералы опускаются;
в) магнитная сепарация – измельчённую руду подвергают действию магнита, притягивающего железосодержащие минералы и
отделяющего их от пустой породы.
Окусковывание производят для переработки концентратов в кусковые материалы необходимых размеров. Применяют два способа окусковывания: агломерацию и окатывание.
При агломерации шихту, состоящую из железной руды (40…50 %), известняка (15…20 %), возврата мелкого агломерата
(20…30 %), коксовой мелочи (4…6 %), влаги (6…9 %), спекают на агломерационных машинах при температуре 1300…1500 0С. При спекании из руды удаляются
вредные примеси (сера, мышьяк), разлагаются карбонаты, и получается кусковой пористый офлюсованный агломерат,
При окатывании шихту из измельчённых концентратов, флюса, топлива увлажняют и при обработке во вращающихся барабанах
она приобретает форму шариков-окатышей диаметром до 30 мм. Их высушивают и обжигают при температуре 1200…1350 0С.
Использование агломерата и окатышей исключает отдельную подачу флюса – известняка в доменную печь при плавке.
Чугун выплавляют в печах шахтного типа – доменных печах.
Сущность процесса получения чугуна в доменных печах заключается в восстановлении оксидов железа, входящих в состав
руды оксидом углерода, водородом и твёрдым углеродом, выделяющимся при сгорании топлива.
При выплавке чугуна решаются задачи:
1. Восстановление железа из окислов руды, науглероживание его и удаление в
виде жидкого чугуна определённого химического состава.
2. Оплавление пустой породы руды, образование шлака, растворение в нём золы
кокса и удаление его из печи.
Устройство и работа доменной печи.
Доменная печь (рис. 1.1) имеет стальной кожух, выложенный огнеупорным шамотным кирпичом. Рабочее пространство печи
включает колошник 6, шахту 5, распар 4, заплечики 3,
горн 1, лещадь 15.
Рис. 1.1. Устройство доменной печи
В верхней части колошника находится засыпной аппарат 8, через который в печь загружают шихту. Шихту подают в
вагонетки 9 подъемника, которые передвигаются по мосту 12 к засыпному аппарату и, опрокидываясь, высыпают шихту в приемную воронку 7
распределителя шихты. При опускании малого конуса 10 шихта попадает в чашу 11, а при опускании большого конуса 13 – в доменную печь, что
предотвращает выход газов из доменной печи в атмосферу.
При работе печи шихтовые материалы, проплавляясь, опускаются, а через загрузочное устройство подают новые порции
шихты, чтобы весь полезный объём был заполнен.
Полезный объем печи – объем, занимаемый шихтой от лещади до нижней кромки большого конуса засыпного аппарата при его
опускании.
Полезная высота доменной печи (Н) достигает 35 м, а полезный объем – 2000…5000 м3.
В верхней части горна находятся фурменные устройства 14, через которые в печь поступает нагретый воздух,
необходимый для горения топлива. Воздух поступает из воздухонагревателя, внутри
которого имеются камера сгорания и насадка из огнеупорного кирпича, в которой
имеются вертикальные каналы. В камеру сгорания к горелке подается очищенный
доменный газ, который, сгорая, образует горячие газы. Проходя через насадку,
газы нагревают ее и удаляются через дымовую трубу. Через насадку пропускается
воздух, он нагревается до температуры 1000…1200 0С и поступает к
фурменному устройству, а оттуда через фурмы 2 – в рабочее пространство
печи. После охлаждения насадок нагреватели переключаются.
Горение топлива. Вблизи фурм природный газ и углерод кокса, взаимодействуя с кислородом воздуха,
сгорают.
В результате горения выделяется большое количество теплоты, в печи выше уровня фурм развивается температура выше 2000
0С.
Продукты сгорания взаимодействуют с раскаленным коксом по реакциям:
CO2+C=2CO-Q
H2O+C=CO+H2-Q
Образуется смесь восстановительных газов, в которой окись углерода CO является
главным восстановителем железа из его оксидов. Для увеличения производительности
подаваемый в доменную печь воздух увлажняется, что приводит к увеличению
содержания восстановителя.
Горячие газы, поднимаясь, отдают теплоту шихтовым материалам и нагревают их, охлаждаясь до 300…400 0С у
колошника.
Шихта (агломерат, кокс) опускается навстречу потоку газов, и при температуре около 570 0С начинается
восстановление оксидов железа.
Восстановление железа в доменной печи.
Восстановление железа происходит по мере продвижения шихты вниз по шахте и повышения температуры от высшего оксида к
низшему, в несколько стадий:
Fe2O3→Fe3O4→FeO→Fe
Температура определяет характер протекания химических реакций.
Восстановителями окcидов железа являются твердый углерод, оксид углерода и водород.
Восстановление твердым углеродом (коксом)называется прямым восстановлением, протекает в нижней части печи (зона
распара), где более высокие температуры, по реакции:
FeO+C=Fe+CO-Q
Восстановление газами (CO и H2)
называется косвенным восстановлением, протекает в верхней части печи при
сравнительно низких температурах, по реакциям:
3Fe2O3+CO=2Fe3O4+CO2+Q
Fe3O4+CO=3FeO+CO2-Q
FeO+CO=Fe+CO2+Q
За счет CO и H2 восстанавливаются все высшие оксиды железа до низшего и 40…60 % металлического железа.
При температуре 1000…1100 0C восстановленное из руды твёрдое железо, взаимодействуя с оксидом углерода,
коксом и сажистым углеродом, интенсивно растворяет углерод. При насыщении углеродом температура плавления понижается и на уровне распара и заплечиков
железо расплавляется (при температуре около 1300 0С).
Капли железоуглеродистого сплава, протекая по кускам кокса, дополнительно насыщаются углеродом (до 4%), марганцем,
кремнием, фосфором, которые при температуре 1200 0C восстанавливаются из руды, и серой, содержащейся в коксе.
В нижней части доменной печи образуется шлак в результате сплавления окислов пустой породы руды, флюсов и золы топлива.
Шлаки содержат Al2O3, CaO, MgO, SiO2, MnO, FeO,
CaS . Шлак образуется постепенно, его состав меняется по мере стекания в горн, где он
скапливается на поверхности жидкого чугуна, благодаря меньшей плотности. Состав
шлака зависит от состава применяемых шихтовых материалов и выплавляемого чугуна.
Чугун выпускают из печи каждые 3…4 часа через чугунную летку 16, а шлак – каждые 1…1,5 часа через шлаковую летку
17 (летка – отверстие в кладке, расположенное выше лещади). В настоящее время чугун и шлак выпускаю т в одну ледку и разделяют.
Летку открывают бурильной машиной, затем закрывают огнеупорной массой. Сливают чугун и шлак в чугуновозные ковши и
шлаковозные чаши.
Чугун поступает в кислородно-конвертерные или мартеновские цехи, или разливается в изложницы разливочной машиной, где он
затвердевает в виде чушек-слитков массой 45 кг.
Основным продуктом доменной плавки является чугун.
Передельный чугун предназначается для дальнейшего передела в сталь. На его долю приходится 90 % общего производства
чугуна. Обычно такой чугун содержит 3,8…4,4 % углерода, 0,3…1,2 % кремния, 0,2…1
% марганца, 0,15…0,20 % фосфора, 0,03…0,07 % серы.
Литейный чугун применяется после переплава на машиностроительных заводах для получения фасонных
отливок.
Кроме чугуна в доменных печах выплавляют
Ферросплавы
– сплавы железа с кремнием, марганцем и другими элементами. Их применяют для раскисления и легирования стали.
Побочными продуктами доменной плавки являются шлак и доменный газ.
Из шлака изготовляют шлаковату, цемент, удобрения (стараются получить гранулированный шлак, для этого его выливают на
струю воды).
Доменный газ после очистки используется как топливо для нагрева воздуха, вдуваемого в печь.
Доменная печь и в ближайшие 15 – 30 лет
сохранит свою роль основного агрегата для выплавки чугуна. Но развитие
доменного процесса будет ограничено отсутствием возможности роста производства
кокса. Поэтому, определенные перспективы имеют процессы жидкофазного
восстановления Сorex, Ромелт и др.
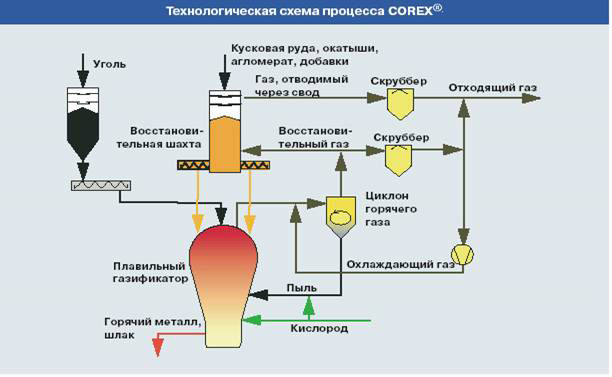
Процесс Сorex разработан фирмой Voest Alpine и, по сравнению с доменным, имеет ряд технико-экономических и
экологических преимуществ: снижение капитальных и эксплуатационных затрат, использование некоксующихся углей, гибкость в использовании шихтовых материалов,
сокращение объема вредных выбросов.
Установка для производства чугуна Сorex (рис.1.2) включает комплекс из плавильного газификатора и шахтной печи.
Железная руда или рудные окатыши загружаются в шахтную печь, где они обрабатываются в противотоке восстановительным газом, поступающим из
газификатора. Восстановительный газ получают путем газификации угля. Уголь крупностью 50 – 0 мм без предварительной подготовки подается в плавильный
газификатор вступает в контакт с газом, нагретым до температуры 1200˚С,
мгновенно высушивается и освобождается от газов, превращаясь в кокс. В цилиндрической части газификатора кокс газифицируется кислородом, вдуваемым
радиально. При этом создается стационарный кипящий слой, имеющий температуру около 1600˚С. Образующийся так называемый угольный газ содержит примерно 73% СО,
22% Н2 и 1% СО2 (остальное N и CH4). Сжигание определенного количества угля обеспечивает необходимое тепло на все
металлургические операции в плавильном газификаторе.
В настоящее время в эксплуатации находится 8 установок Сorex общей производительностью более 8 млн. т продукта на
заводах Южной Африки, Кореи и Индии. С момента появления этого процесса в 80-е годы 20 века наблюдается существенный рост объемов производства и появились
новые модификации агрегатов С-2000 и С-3000 производительностью соответственно 800 и 1200 тыс. т в год.
Наиболее динамично развивающимся источником металлошихты являются процессы прямого получения железа (DRI). Использование в шихте этих
продуктов представляется весьма важным и перспективным способом преодоления дефицита качественной металлошихты.
Продуктом технологии DRI чаще всего являются металлизированные окатыши. В этом процессе железная руда или окатыши
загружаются в печь, подвергаются нагреву и потоком газа из них удаляется кислород (происходит процесс восстановления). Газ, используемый в процессе, как
правило, содержит высокий процент водорода и оксида углерода. Эти компоненты вступают в реакцию, причем помимо восстановления металла из руды достигается
заметная очистка сырья от примесей. Технологически допустимо выгружать из печи горячее железо прямого восстановления для последующего перемещения его в
брикетировочную машину, производящую горячебрикетированное железо (HBI). HBI – это прессованная форма DRI, разработанная для более удобной перевозки, хранения
и использования. Возможна загрузка горячего DRI (HBI) непосредственно в электропечи для последующей выплавки стали. Прямое восстановление железа уже
многие десятилетия называют технологией будущего и ее все чаще используют в процессах выплавки стали. Применение технологии прямого восстановления вызвано
несколькими причинами:
- сокращение запасов коксующихся углей, необходимых для доменного процесса;
- уменьшение ресурсов металлического лома контролируемой чистоты для производства качественной стали в электропечах;
- повышение цен на металлический лом.
Доля выплавки стали в мире из DRI растет и к настоящему времени составляет 10%. Исходным сырьем для получения
брикетированного железа чаще являются окатыши, произведенные из дообогащенного концентрата. По своему составу металлизованные брикеты близки к чугунам и
металлолому, поэтому используются на многих сталелитейных предприятиях мира наряду с традиционным сырьем. В отличие от лома, DRI не содержит вредных
примесей цветных металлов, а по сравнению с чугуном – других примесей, что существенно улучшает качественные характеристики получаемой стали.
В настоящее время в мире используется несколько видов технологий прямого восстановления железа в шахтной печи.
Наиболее распространенными являютсятся технология американской компании Midrex (входит в корпорацию Cobe Steel) и мексиканвкой компании HYLSA – процесс HYL ].
Процесс Midrex использует природный газ, и поэтому является наиболее экономичной технологией производства
высококачественного железа прямого восстановления с использованием в качестве сырья железной руды. Начиная с 1970 года, специалисты компании Midrex построили
53 производства на основе одноименной технологии в 19 странах мира. Предметом особой гордости компании является тот факт, что технологические линии Midrex
способны работать на полную мощность или даже с ее превышением в различных погодных условиях: от Саудовской Аравии до Канады и России.
Заводы, оснащенные технологическими линиями «Midrex Direct Reduction», используют в качестве сырья железооксидные
окатыши и кусковую руду из 50 различных источников (шахт), расположенных по всему миру. Сырье варьируется от 100% окатышей до 100% кусковой руды, включая
промежуточные комбинации. Такая гибкость позволяет заводам Midrex подбирать сырье, наиболее полно отвечающее потребностям конкретного производства. Для
повышения производительности в процессе также можно использовать до 10% железооксидной мелочи определенной величины.
Схема процесса Midrex приведена на рис. 2
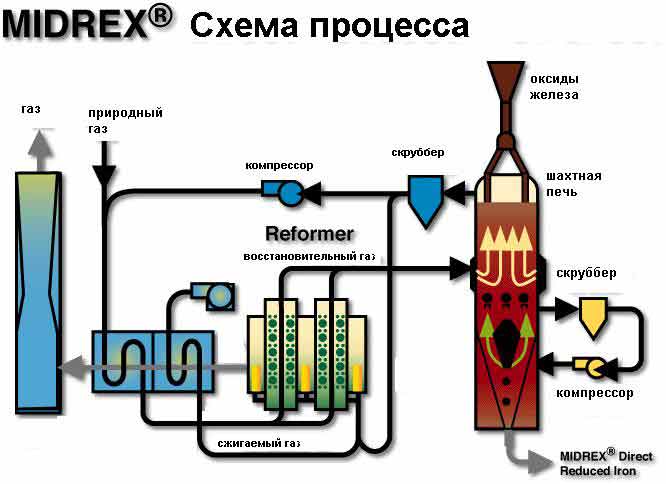
Рисунок 2 – Схема процесса прямого восстановления железа Midrex
Процессы восстановления в шахте протекают в твердофазном состоянии. Основным источником тепла является
физическое тепло газовой смеси, поступающей из реформера (700-800˚С). При слабо экзотермическом процессе восстановления оксидом углерода и слабо эндотермическом
процессе восстановления водородом, общий тепловой эффект реакций восстановления несущественен. Температура в шахте обычно не превышает 800˚С, чтобы избежать
процесса спекания сырья и нарушения движения материалов. Металлизованный продукт проходит охлаждение и науглероживание в нижней части печи и выгружается в виде
окатышей или брикетов (после брикетировочной машины). Степень металлизации продукта достигает 90-92%.
Процесс Midrex является примером замкнутой технологии, в которой углекислый газ, как продукт реакций
восстановления, используется для конверсии природного газа.
Согласно расчетам, для производства тонны восстановленного железа требуется 600 нм3 природного газа. Этот
фактор предопределил в последние годы повышенный интерес ряда стран, не имеющих собственного природного газа, в том числе, Украины, к разработке процессов
производства металлизованного сырья с использованием в качестве восстановителя продуктов газификации низкосортных углей.
Процесс HYL III отличается повышенным до 0,4 МПа давлением в шахте, поддерживаемым в процессе работы
агрегата благодаря системе загрузки через шлюзовую камеру. Поэтому установка; HYL III при равных габаритах примерно вдвое превосходит по производительности
агрегат Midrex. Вместе с тем, при эксплуатации HYL III возникают дополнительные проблемы, особенно в условиях низких температур окружающей среды.
В 2002 г. 67% DRI в мире производилось с использованием технологии Midrex, а с применением технологии HYL III – 18%.
Стали – железоуглеродистые сплавы, содержащие практически до 1,5% углерода, при большем его содержании значительно увеличиваются твёрдость и
хрупкость сталей и они не находят широкого применения.
Основными исходными материалами для производства стали являются передельный чугун и стальной лом.
Содержание углерода и примесей в стали значительно ниже, чем в чугуне. Поэтому сущность любого металлургического передела чугуна в сталь – снижение содержания
углерода и примесей путем их избирательного окисления и перевода в шлак и газы в процессе плавки.
Процессы выплавки стали осуществляют в три этапа.
Первый этап – расплавление шихты и нагрев ванны жидкого металла.
Температура металла сравнительно невысокая, интенсивно происходит окисление железа, образование оксида железа и окисление примесей: кремния, марганца и
фосфора.
Также создаются условия для удаления серы. Сера в стали находится в виде сульфида (FeS), который растворяется также в основном шлаке.
Третий этап – раскисление стали заключается в восстановлении оксида железа, растворённого в жидком металле.
При плавке повышение содержания кислорода в металле необходимо для окисления примесей, но в готовой стали кислород – вредная примесь, так как понижает
механические свойства стали, особенно при высоких температурах.
Сталь раскисляют двумя способами: осаждающим и диффузионным.
Осаждающее раскисление осуществляется введением в жидкую сталь растворимых раскислителей (ферромарганца, ферросилиция, алюминия), содержащих элементы,
которые обладают большим сродством к кислороду, чем железо.
Диффузионное раскисление осуществляется раскислением шлака. Ферромарганец, ферросилиций и алюминий в измельчённом виде загружают на поверхность шлака.
Раскислители, восстанавливая оксид железа, уменьшают его содержание в шлаке. Следовательно, оксид железа, растворённый в стали переходит в шлак. Образующиеся
при этом процессе оксиды остаются в шлаке, а восстановленное железо переходит в сталь, при этом в стали снижается содержание неметаллических включений и
повышается ее качество .
В зависимости от степени раскисления выплавляют стали:
а) спокойные,
б) кипящие,
в) полуспокойные.
Спокойная сталь получается при полном раскислении (удалении кислорода) в печи и ковше.
Кипящая сталь раскислена в печи неполностью. Ее раскисление продолжается в изложнице при затвердевании слитка, благодаря взаимодействию оксида железа и
углерода: FeO+C=Fe+CO.
Полуспокойная сталь имеет промежуточную раскисленность между спокойной и кипящей. Частично она раскисляется в печи и в ковше, а частично – в изложнице,
благодаря взаимодействию оксида железа и углерода, содержащихся в стали.
Легирование стали осуществляется введением ферросплавов или чистых металлов в необходимом количестве в расплав. Легирующие элементы, у которых сродство к
кислороду меньше, чем у железа (Ni, Co, Mo, Cu), при плавке и разливке не окисляются, поэтому их вводят в любое время плавки.
Легирующие элементы, у которых сродство к кислороду больше, чем у железа (Si, Mn, Al, Cr, V, Ti), вводят в
металл после раскисления или одновременно с ним в конце плавки, а иногда в ковш.
Началом осуществления мартеновского процесса считается 1864 г., когда П. Мартен провел на одном из французских заводов первую плавку.
В период до семидесятых годов являлся основным способом производства стали. Способ характеризуется сравнительно небольшой производительностью, возможностью
использования вторичного металла – стального скрапа. Вместимость печи составляет 200…900 т. Способ позволяет получать качественную сталь.
Мартеновская печь (рис.2.2.) по устройству и принципу работы является пламенной отражательной регенеративной печью. В плавильном пространстве сжигается
газообразное топливо или мазут. Высокая температура для получения стали в расплавленном состоянии обеспечивается регенерацией тепла печных газов.
Современная мартеновская печь представляет собой вытянутую в горизонтальном направлении камеру, сложенную из огнеупорного кирпича. Рабочее плавильное
пространство ограничено снизу подиной 12, сверху сводом 11, а с боков передней 5 и задней 10 стенками. Подина имеет форму ванны с откосами по
направлению к стенкам печи. В передней стенке имеются загрузочные окна 4 для подачи шихты и флюса, а в задней – отверстие 9 для выпуска готовой стали.
Рис.2.2. Схема мартеновской печи
Характеристикой рабочего пространства является площадь пода печи, которую подсчитывают на уровне порогов загрузочных окон. С обоих торцов плавильного
пространства расположены головки печи 2, которые служат для смешивания топлива с воздухом и подачи этой смеси в плавильное пространство. В качестве топлива
используют природный газ, мазут.
Для подогрева воздуха и газа при работе на низкокалорийном газе печь имеет два регенератора 1.
Регенератор – камера, в которой размещена насадка – огнеупорный кирпич, выложенный в клетку, предназначен для нагрева воздуха и газов.
Отходящие от печи газы имеют температуру 1500…1600 0C. Попадая в регенератор, газы нагревают насадку до температуры 1250 0C. Через
один из регенераторов подают воздух, который проходя через насадку нагревается до 1200 0C и поступает в головку печи, где смешивается с топливом, на
выходе из головки образуется факел 7, направленный на шихту 6.
Отходящие газы проходят через противоположную головку (левую), очистные устройства (шлаковики), служащие для отделения от газа частиц шлака и пыли и
направляются во второй регенератор.
Охлаждённые газы покидают печь через дымовую трубу 8.
После охлаждения насадки правого регенератора переключают клапаны, и поток газов в печи изменяет направление.
Температура факела пламени достигает 1800 0C. Факел нагревает рабочее пространство печи и шихту. Факел способствует окислению примесей шихты при
плавке.
Продолжительность плавки составляет 3…6 часов, для крупных печей – до 12 часов. Готовую плавку выпускают через отверстие, расположенное в задней стенке на
нижнем уровне пода. Отверстие плотно забивают малоспекающимися огнеупорными материалами, которые при выпуске плавки выбивают. Печи работают непрерывно, до
остановки на капитальный ремонт – 400…600 плавок.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
– скрап-процесс, при котором шихта состоит из стального лома (скрапа) и 25…45 % чушкового передельного чугуна, процесс применяют на заводах, где нет доменных
печей, но много металлолома.
– скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55…75 %), скрапа и железной руды, процесс применяют на металлургических заводах, имеющих
доменные печи.
Футеровка печи может быть основной и кислой. Если в процессе плавки стали, в шлаке преобладают основные оксиды, то процесс называют основным
мартеновским процессом, а если кислые – кислым.
Наибольшее количество стали производят скрап-рудным процессом в мартеновских печах с основной футеровкой.
В печь загружают железную руду и известняк, а после подогрева подают скрап. После разогрева скрапа в печь заливают жидкий чугун. В период плавления за счет
оксидов руды и скрапа интенсивно окисляются примеси чугуна: кремний, фосфор, марганец и, частично, углерод. Оксиды образуют шлак с высоким содержанием
оксидов железа и марганца (железистый шлак). После этого проводят период «кипения» ванны: в печь загружают железную руду и продувают ванну подаваемым по
трубам 3 кислородом. В это время отключают подачу в печь топлива и воздуха и удаляют шлак.
Для удаления серы наводят новый шлак, подавая на зеркало металла известь с добавлением боксита для уменьшения вязкости шлака. Содержание
CaO в шлаке возрастает, а FeO уменьшается.
В период «кипения» углерод интенсивно окисляется, поэтому шихта должна содержать избыток углерода. На данном этапе металл доводится до заданного химического
состава, из него удаляются газы и неметаллические включения.
Затем проводят раскисление металла в два этапа. Сначала раскисление идет путем окисления углерода металла, при одновременной подаче в ванну раскислителей –
ферромарганца, ферросилиция, алюминия. Окончательное раскисление алюминием и ферросилицием осуществляется в ковше, при выпуске стали из печи. После отбора
контрольных проб сталь выпускают в ковш.
В основных мартеновских печах выплавляют стали углеродистые конструкционные, низко- и среднелегированные (марганцовистые, хромистые), кроме
высоколегированных сталей и сплавов, которые получают в плавильных электропечах.
В кислых мартеновских печах выплавляют качественные стали. Применяют шихту с низким содержанием серы и фосфора.
По конструкции мартеновские печи делятся на:
- стационарные;
- качающиеся.
Кислородно-конвертерный процесс – выплавка стали из жидкого чугуна в конвертере с основной футеровкой и продувкой кислородом через водоохлаждаемую фурму.
В промышленных масштабах – в 1952-1953 на заводах в Линце и Донавице (Австрия) – получил название ЛД-процесс. В настоящее время способ является основным в
массовом производстве стали.
Кислородный конвертер – сосуд грушевидной формы из стального листа, футерованный основным кирпичом.
Вместимость конвертера – 130…350 т жидкого чугуна. В процессе работы конвертер может поворачиваться на 360 0 для загрузки скрапа, заливки чугуна,
слива стали и шлака.
Конвертерный способ включает несколько разновидностей
-конвертерные процессы с донным дутьем;
-кислородно-конвертерный процесс с продувкой кислородом сверху
-процесс с комбинированной продувкой
Шихтовыми материалами кислородно-конвертерного процесса являются жидкий передельный чугун, стальной лом (не более 30%), известь для наведения шлака,
железная руда, а также боксит Al2O3 и плавиковый шпат CaF2 для
разжижения шлака.
Последовательность технологических операций при выплавке стали в кислородных конвертерах представлена на рис. 2.3.
Рис.2.3. Последовательность технологических операций при выплавке стали в
кислородных конвертерах
После очередной плавки стали выпускное отверстие заделывают огнеупорной массой и осматривают футеровку, ремонтируют.
Перед плавкой конвертер наклоняют, с помощью завалочных машин загружают скрап рис. (2.3.а), заливают чугун при температуре 1250…1400 0C (рис.
2.3.б).
После этого конвертер поворачивают в рабочее положение (рис. 2.3.в), внутрь вводят охлаждаемую фурму и через неё подают кислород под давлением 0,9…1,4 МПа.
Одновременно с началом продувки загружают известь, боксит, железную руду. Кислород проникает в металл, вызывает его циркуляцию в конвертере и
перемешивание со шлаком. Под фурмой развивается температура 2400 0C. В зоне контакта кислородной струи с металлом окисляется железо. Оксид железа
растворяется в шлаке и металле, обогащая металл кислородом. Растворенный кислород окисляет кремний, марганец, углерод в металле, и их содержание падает.
Происходит разогрев металла теплотой, выделяющейся при окислении.
Фосфор удаляется в начале продувки ванны кислородом, когда ее температура невысока (содержание фосфора в чугуне не должно превышать 0,15 %). При
повышенном содержании фосфора для его удаления необходимо сливать шлак и наводить новый, что снижает производительность конвертера.
Сера удаляется в течение всей плавки (содержание серы в чугуне должно быть до 0,07 %).
Подачу кислорода заканчивают, когда содержание углерода в металле соответствует заданному. После этого конвертер поворачивают и выпускают сталь в ковш (рис.
2.3.г), где раскисляют осаждающим методом ферромарганцем, ферросилицием и алюминием, затем сливают шлак (рис. 2.3.д).
В кислородных конвертерах выплавляют стали с различным содержанием углерода, кипящие и спокойные, а также низколегированные стали. Легирующие элементы в
расплавленном виде вводят в ковш перед выпуском в него стали.
Общая длительность плавки в конвертерах емкостью 50 – 350 тонн составляет 30 – 50 минут.
Начало развитию электороплавки положил в российский учёный Петров, который в 1802 г. Открыл явление электрической дуги. Первенство введения в эксплуатацию
промышленной дуговой печи принадлежит французу Полю Эру (1900 г )
Электропечи имеют преимущества по сравнению с другими плавильными агрегатами:
а) легко регулировать тепловой процесс, изменяя параметры тока;
б) можно получать высокую температуру металла,
в) возможность создавать окислительную, восстановительную, нейтральную атмосферу и вакуум, что позволяет раскислять металл с образованием минимального количества
неметаллических включений.
г) технология электроплавки гарантированно обеспечивает экологическую безопасность.
Электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сплавов и сталей.
Различают дуговые и индукционные электропечи.
При строительстве металлургических заводов отдают предпочтение, как правило, двум типам печей:
– печи постоянного тока с одним катодом (ДППТ)
– дуговой печи трёхфазного переменного тока с высоким сопротивлением контура (ДСП)
Рис.3.1. Схема дуговой печи трёхфазного переменного тока
Дуговая печь питается трёхфазным переменным током. Имеет три цилиндрических электрода 9 из графитизированной массы, закреплённых в
электрододержателях 8, к которым подводится электрический ток по кабелям 7. Между электродом и металлической шихтой 3
возникает электрическая дуга. Корпус печи имеет форму цилиндра. Снаружи он заключён в прочный стальной кожух 4, внутри футерован основным или кислым
кирпичом 1. Плавильное пространство ограничено стенками 5, подиной12 и сводом 6. Съёмный свод 6 имеет отверстия для
электродов. В стенке корпуса рабочее окно 10 (для слива шлака, загрузки ферросплавов, взятия проб), закрытое при плавке заслонкой. Готовую сталь
выпускают через сливное отверстие со сливным желобом 2. Печь опирается на секторы и имеет привод 11 для наклона в сторону рабочего окна или желоба.
Печь загружают при снятом своде.
Вместимость печей составляет 0,5…400 тонн. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.
В основной дуговой печи осуществляется плавка двух видов:
а) на шихте из легированных отходов (методом переплава),
б) на углеродистой шихте (с окислением примесей).
Плавку на шихте из легированных отходов ведут без окисления примесей. После расплавления шихты из металла удаляют серу, наводя основной шлак, при
необходимости науглероживают и доводят металл до заданного химического состава. Проводят диффузионное раскисление, подавая на шлак измельченные ферросилиций,
алюминий, молотый кокс. Так выплавляют легированные стали из отходов машиностроительных заводов.
Плавку на углеродистой шихте применяют для производства конструкционных сталей. В печь загружают шихту: стальной лом, чушковый передельный чугун,
электродный бой или кокс, для науглероживания металлов и известь. Опускают электроды, включают ток. Шихта под действием электродов плавится, металл
накапливается в подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты и окалины окисляются железо, кремний, фосфор, марганец, частично,
углерод. Оксид кальция из извести и оксид железа образуют основной железистый шлак, способствующий удалению фосфора из металла. После нагрева до 1500…1540
0C загружают руду и известь, проводят период «кипения» металла, происходит дальнейшее окисление углерода. После прекращения кипения удаляют шлак. Затем
приступают к удалению серы и раскислению металла заданного химического состава. Раскисление производят осаждением и диффузионным методом. Для определения
химического состава металла берут пробы и при необходимости вводят в печь ферросплавы для получения заданного химического состава. Затем выполняют
конечное раскисление алюминием и силикокальцием, выпускают сталь в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы в виде ферросплавов.
В дуговых печах выплавляют высококачественные углеродистые стали – конструкционные, инструментальные, жаростойкие и жаропрочные.
Выплавляют наиболее качественные коррозионно-стойкие, жаропрочные и другие стали и сплавы.
Вместимость от десятков килограммов до 30 тонн.
Схема индукционной тигельной печи представлена на рис 3.2.
Рис. 3.2. Схема индукционной тигельной печи
Печь состоит из водоохлаждаемого индуктора 3, внутри которого находится тигель 4 (основные или кислые огнеупорные материалы) с металлической
шихтой, через индуктор от генератора высокой частоты проходит однофазный переменный ток повышенной частоты (500…2000 Гц).
При пропускании тока через индуктор в металле 1, находящемся в тигле, индуцируются мощные вихревые токи, что обеспечивает
нагрев и плавление металла. Для уменьшения потерь тепла, печь имеет съёмный свод2.
Тигель изготавливают из кислых (кварцит) или основных (магнезитовый порошок) огнеупоров. Для выпуска плавки печь наклоняют в сторону сливного жёлоба.
Под действием электромагнитного поля индуктора при плавке происходит интенсивная циркуляция жидкого металла, что способствует ускорению химических реакций,
получению однородного по химическому составу металла, быстрому всплыванию неметаллических включений, выравниванию температуры.
В индукционных печах выплавляют сталь и сплавы из легированных отходов методом переплава, или из чистого шихтового железа и скрапа с
добавкой ферросплавов методом сплавления.
После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих элементов,
защиты его от насыщения газами.
В основных печах раскисление проводят смесью из порошкообразной извести, кокса, ферросилиция, ферромарганца и алюминия.
В основных печах выплавляют высококачественные легированные стали с высоким содержанием марганца, титана, никеля, алюминия, а в печах с кислой футеровкой –
конструкционные, легированные другими элементами стали.
В печах можно получать стали с незначительным содержанием углерода и безуглеродистые сплавы, так как нет науглероживающей среды.
При вакуумной индукционной плавке индуктор, тигель, дозатор шихты и изложницы, помещают в вакуумные камеры. Получают сплавы высокого качества с малым
содержанием газов, неметаллических включений и сплавы, легированные любыми элементами.
Из плавильных печей сталь выпускают в ковш. После этого в ковше (агрегат печь-ковш) происходит:
– раскисление полупродукта стали)
– коррекция и усреднение температуры и химсостава
– рафинирование и модифицирование
Современный агрегат печь-ковш имеет конструкцию такого состава:
– система для нагрева металла электрической дугой
– система подачи ферросплавов и материалов для рафинирования стали в ковше
– средства для перемешивания металла инертным газом и пр.
Из ковша сталь разливают в изложницы или с помощью машин для непрерывного литья заготовок. Разливка в изложницы является устаревшим и энергетически затратным по
сравнению с непрерывной разливкой.
В изложницах или кристаллизаторах сталь затвердевает и получают слитки, которые подвергаются прокатке, ковке.
Изложницы – чугунные формы для изготовления слитков.
Изложницы выполняют с квадратным, прямоугольным, круглым и многогранным поперечными сечениями.
Слитки с квадратным сечением переделывают на сортовой прокат: двутавровые балки, швеллеры, уголки. Слитки прямоугольного сечения – на листы. Слитки круглого
сечения используются для изготовления труб, колёс. Слитки с многогранным сечением применяют для изготовления поковок.
Спокойные и кипящие углеродистые стали разливают в слитки массой до 25 тонн, легированные и высококачественные стали – в слитки массой 0,5…7 тонн, а
некоторые сорта высоколегированных сталей – в слитки до нескольких килограммов.
Сталь разливают в изложницы сверху (рис. 3.3.а), снизу (сифоном) (рис.3.3.б) и на машинах непрерывного литья (рис.3.4).
Рис.3.3. Разливка стали в изложницы
а – сверху; б – снизу (сифоном)
В изложницы сверху сталь разливают непосредственно из ковша 1. При этом исключается расход металла на литники, упрощается подготовка оборудования к
разливке. К недостаткам следует отнести менее качественную поверхность слитков, из-за наличия пленок оксидов от брызг металла, затвердевающих на стенках
изложницы.
Применяется для разливки углеродистых сталей.
При сифонной разливке одновременно заполняются несколько изложниц (4…60). Изложницы устанавливаются на поддоне 6, в центре которого располагается
центровой литник 3, футерованный огнеупорными трубками 4, соединённый каналами 7 с изложницами. Жидкая сталь 2 из ковша 1
поступает в центровой литник и снизу плавно, без разбрызгивания наполняет изложницу 5.
Поверхность слитка получается чистой, можно разливать большую массу металла одновременно в несколько изложниц.
Используют для легированных и высококачественных сталей.
Процесс розливки стали является технологически устаревшим и энергозатратным.
Процесс непрерывной разливки стали является одним из наиболее быстроразвивающимся в современной металлургии. В большинстве стран мира этим
способом разливают около 90-95% выплавляемой стали.
Непрерывная разливка стали состоит в том, что жидкую сталь из ковша1 через промежуточное разливочное устройство 2 непрерывно подают в
водоохлаждаемую изложницу без дна – кристаллизатор 3, из нижней части которого вытягивается затвердевающий слиток 5.
Перед заливкой металла в кристаллизатор вводят затравку – стальную штангу со сменной головкой, имеющей паз, которая в начале заливки служит дном
кристаллизатора. Вследствие интенсивного охлаждения жидкий металл у стенок кристаллизатора и на затравке затвердевает, образуется корка, соединяющая металл
с затравкой. После прохождения тяговых роликов 6, затравку отделяют. Окончательное затвердевание в сердцевине происходит в результате вторичного
охлаждения водой из брызгал 4. Ролики 6 обеспечивают вытягивание и регулирование скорости слитка. Затем затвердевший
слиток попадает в зону резки, где его разрезают газовым резаком 7, на куски заданной длины.
Рис.3.4. Схема непрерывной разливки стали (вертикальная МНЛЗ)
Существует несколько типов МНЛЗ:
– вертикальные
– криволинейные
– радиальные
– горизонтальные
При непрерывной разливке стали, благодаря более быстрому охлаждению и затвердеванию, слитки получаются однороднее, прочнее, отходов почти
нет.
Обработкой давлением называются процессы получения заготовок или деталей машин силовым воздействием
инструмента на исходную заготовку из исходного материала.
Пластическое деформирование при обработке давлением, состоящее в преобразовании заготовки простой формы в деталь более
сложной формы того же объема, относится к малоотходной технологии.
Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы
изделия.
Прокатка – это способ обработки пластическим деформированием – наиболее распространённый.
Способ зародился в XVIII веке и, претерпев значительное развитие, достиг высокого совершенства.
Сущность процесса: заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она
уменьшается в своём поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем.
Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка
перемещается в зазоре между валками, одновременно деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила
Nи касательная сила трения T(рис. 10.1).
Рис. 10.1. Схема сил, действующих при прокатке
Угол α– угол
захвата, дуга, по которой валок соприкасается с прокатываемым металлом – дуга
захвата, а объём металла между дугами захвата – очаг деформации.
Возможность осуществления прокатки определяется условием захвата металла валками или соотношением
Tt>Nt ,
где:– Tt втягивающая сила - проекция силы трения
T на горизонтальную ось; Nt– выталкивающая сила – проекция нормальной реакции валков
N на
горизонтальную ось.
Существуют три основных способа прокатки, имеющих определенное отличие по характеру выполнения деформации: продольная,
поперечная, поперечно – винтовая (рис.10.2).
Рис. 10.2. Схемы основных видов прокатки:
а – продольная; б – поперечная; в – поперечно – винтовая
При продольной прокатке деформация осуществляется между вращающимися в разные стороны валками (рис.10.2 а).
Заготовка втягивается в зазор между валками за счёт сил трения. Этим способом изготавливается около 90 % проката: весь листовой и профильный прокат.
Поперечная прокатка (рис. 10.2.б). Оси прокатных валков и обрабатываемого тела параллельны или пересекаются под небольшим углом. Оба валка
вращаются в одном направлении, а заготовка круглого сечения – в противоположном.
В процессе поперечной прокатки обрабатываемое тело удерживается в валках с помощью специального приспособления. Обжатие
заготовки по диаметру и придание ей требуемой формы сечения обеспечивается профилировкой валков и изменением расстояния между ними. Данным способом
производят специальные периодические профили, изделия представляющие тела вращения – шары, оси, шестерни.
Поперечно – винтовая прокатка (рис. 10.2.в). Валки, вращающиеся в одну сторону, установлены под углом друг другу. Прокатываемый металл получает ещё и
поступательное движение. В результате сложения этих движений каждая точка заготовки движется по винтовой линии. Применяется для получения пустотелых
трубных заготовок.
В качестве инструмента для прокатки применяют валки прокатные, конструкция которых представлена на рис. 10.3. В
зависимости от прокатываемого профиля валки могут быть гладкими (рис.10.3.а), применяемыми для прокатки листов, лент и т.п. и калиброванными (ручьевыми) (рис.
10.3.б) для получения сортового проката.
Ручей – профиль на боковой поверхности валка. Промежутки между ручьями называются
буртами. Совокупность двух ручьёв образует полость, называемую калибром, каждая пара валков образует несколько калибров. Система последовательно
расположенных калибров, обеспечивающая получение требуемого профиля заданных размеров называется калибровкой.
Рис. 10.3. Прокатные валки: а – гладкий ; б – калиброванный
Валки состоят из рабочей части – бочки 1, шеек 2 и трефы 3.
Шейки валков вращаются в подшипниках, которые, у одного из валков, могут перемещаться специальным нажимным механизмом для
изменения расстояния между валками и регулирования взаимного расположения осей.
Трефа предназначена для соединения валка с муфтой или шпинделем.
Используются роликовые подшипники с низким коэффициентом трения, f=
0,003…0,005, что обеспечивает большой срок службы.
Технологический процесс прокатки
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или
кованые заготовки.
Процесс прокатки осуществляется как в холодном, так и горячем состоянии. Начинается в горячем состоянии и проводится до
определённой толщины заготовки. Тонкостенные изделия в окончательной форме получают, как правило, в холодном виде (с уменьшением сечения увеличивается
теплоотдача, поэтому горячая обработка затруднена).
Основными технологическими операциями прокатного производства являются подготовка исходного металла, нагрев, прокатка и отделка проката.
Подготовка исходных металлов включает удаление различных поверхностных дефектов (трещин, царапин, закатов), что увеличивает выход готового проката.
Нагрев слитков и заготовок обеспечивает высокую пластичность, высокое качество готового проката и получение требуемой структуры. Необходимо строгое соблюдение режимов
нагрева.
Основное требование при нагреве: равномерный прогрев слитка или заготовки по сечению и длине до соответствующей температуры
за минимальное время с наименьшей потерей металла в окалину и экономным расходом топлива.
Температуры начала и конца горячей деформации определяются в зависимости от температур плавления и рекристаллизации. Прокатка
большинства марок углеродистой стали начинается при температуре 1200…1150 0С,
а заканчивается при температуре 950…9000С.
Существенное значение имеет режим охлаждения. Быстрое и неравномерное охлаждение приводит к образованию трещин и короблению.
При прокатке контролируется температура начала и конца процесса, режим обжатия, настройка валков в результате наблюдения
за размерами и формой проката. Для контроля состояния поверхности проката регулярно отбирают пробы.
Отделка проката включает резку на мерные длины, правку, удаление поверхностных дефектов и т.п. Готовый
прокат подвергают конечному контролю.
Процесс прокатки осуществляют на специальных прокатных станах.
Прокатный стан – комплекс машин для деформирования металла во вращающихся валках и выполнения
вспомогательных операций (транспортирование, нагрев, термическая обработка, контроль и т.д.).
Оборудование для деформирования металла называется основным и располагается на главной линии прокатного стана
(линии рабочих клетей).
Главная линия прокатного стана состоит из рабочей клети и линии привода, включающей двигатель, редуктор, шестеренную
клеть, муфты, шпиндели. Схема главной линии прокатного стана представлена на рис. 10.4.
Рис.10.4. Схема главной линии прокатного стана
1 – прокатные валки; 2 – плита; 3 – трефовый шпиндель; 4 – универсальный шпиндель;
5 – рабочая клеть; 6 – шестеренная клеть; 7 – муфта; 8 – редуктор; 9 – двигатель
Прокатные валки 1 установлены в рабочей клети 5, которая воспринимает давление прокатки. Определяющей
характеристикой рабочей клети являются размеры прокатных валков: диаметр (для сортового проката) или длина (для листового проката) бочки. В зависимости от
числа и расположения валков в рабочей клети различают прокатные станы: двухвалковые (дуо-стан), трехвалковые (трио-стан), четырехвалковые (кварто-стан)
и универсальные.
Нагрев металла осуществляют в пламенных и электрических печах. По распределению температуры печи могут быть камерные и методические. В камерных
печах периодического нагрева температура одинакова по всему рабочему пространству. В методических печах температура рабочего пространства постоянно
повышается от места загрузки заготовок до места их выгрузки. Металл нагревается постепенно, методически. Печи характеризуются высокой производительностью.
Применяются в прокатных и кузнечно-штамповочных цехах для нагрева слитков из цветных металлов. Крупные слитки перед прокаткой нагревают в нагревательных
колодцах – разновидности камерных, пламенных печей.
В качестве транспортных устройств в прокатном производстве используют:
- слитковозы и различного вида тележки для подачи слитков и заготовок от нагревательных устройств к стану;
- рольганги – основное транспортное средство прокатных цехов (транспортеры с последовательно
установленными вращающимися роликами обеспечивают продольное перемещение металла; при косом расположении роликов возникает возможность поперечного
движения полосы);
- манипуляторы, предназначенные для правильной задачи полосы в калибр;
- кантователи, предназначенные для поворота заготовки вокруг горизонтальной оси.
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент.
В зависимости от профиля прокат делится на четыре основные группы: листовой, сортовой, трубный и специальный. В зависимости
от того нагретая или холодная заготовка поступает в прокатные валки – горячий и холодный.
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60 мм),
тонколистовой (0,2…4мм) и жесть (менее 0,2 мм). Толстолистовой прокат получают в горячем состоянии, другие виды листового проката – в холодном состоянии.
Прокатку листов и полос проводят в гладких валках.
Среди сортового проката различают:
- заготовки круглого, квадратного и прямоугольного сечения для ковки и прокатки;
- простые сортовые профили (круг, квадрат, шестигранник, полоса, лента);
- фасонные сортовые профили:
- профили общего назначения (уголок, швеллер, тавр, двутавр);
- профили отраслевого назначения (железнодорожные рельсы, автомобильный обод);
- профили специального назначения (профиль для рессор, напильников).
Трубный прокат получают на специальных трубопрокатных станах. Различают бесшовные горячекатаные трубы диаметром 25…550 мм и сварные диаметром 5…2500 мм.
Трубы являются продуктом вторичного передела круглой и плоской заготовки.
Специальные виды проката.
Периодический профиль – профиль, изменяющийся по определенному закону, повторяющемуся по длине.
Периодические профили получают продольной, поперечной и винтовой прокаткой.
1.http://www.rusmet.ru - Журнал "Сталь"
- ведущий ежемесячный научно-технический и производственный журнал
металлургической отрасли России и стран СНГ, официальный печатный орган
Международного союза металлургов, издается с 1931 г.
2.http://www.metinfo.dp.ua - Сайт
Украинского журнала "Металлург информ".
4.http://www.rmo.ru - "Национальная
металлургия" - Журнал для руководителей и специалистов металлургических
предприятий, сотрудников и управленческого звена компаний, связанных с
металлургией - поставщиков сырья, оборудования, расходных материалов,
потребителей металлопродукции, научных центров и центров подготовки
специалистов.
5.www.imu.ru - международный союз
металлургов.
6.http://www.worldsteel.org -
Международный институт чугуна и стали - вся статистика по производству продукции
чёрной металлургии.
7.http://www.isi.dnepr.net -
Институт чёрной металлургии НАН Украины - полезные статьи о современных
разработках в металлургии.
8.http://www.ukrfer.org.ua -
Украинская ассоциация предприятий чёрной металлургии - свежая информация,
новости ГМК, предприятия Украины.
9.http://www.metalinform.com -
Международный сайт, предоставляющий различную информацию по отраслям
металлургии.
10.http://www.chermetinfo.com -
Cайт содержащий различные материалы, ссылки, статьи по металлургии.
11.http://www.imu.ru - Международный союз
металлургов - актуальная информация о металлургии.
12.http://lityo.com.ua - Cайт, на котором
представлен широкий список металлургических предприятий Украины.
15.http://www.readmetal.com - Журнал
"Металл"- информация по проблемным вопросам металлургическом производстве.
Статьи по доменному, сталеплавильному, прокатному производству.