Проблема отсечки конечного технологического шлака при выпуске стали из плавильных агрегатов имеет особую актуальность в условиях широкого внедрения способов обработки металла на установках «ковш - печь». Успех решения указанной проблемы зависит от технических возможностей механического оборудования, обеспечивающего бесшлаковый выпуск стали в разливочный ковш.
В кислородно - конвертерном производстве стали за последние тридцать лет ведущими зарубежными фирмами опробовано несколько технологических схем активного регулирования количества шлака, попадающего в разливочный ковш во время схода металла (рисунок 1).a)плавающий шарик б)плавающий стопор
в)скользящий затвор г)стопор шлака фирмы VAI

Системы с плавающим шариком (рис. 1а) или плавающим стопором (рис.1б) основаны на применении отсечных элементов, выполненных из огнеупорного материала и помещаемых в ванну конвертера с помощью специальной машины (манипулятора). Благодаря правильно подобранной плотности материала, используемого для изготовления элементов, их верхняя часть находится на границе раздела металлической и шлаковой фаз и в момент подхода слоя шлака к входному отверстию выпускного канала кислородного конвертера перекрывает его.
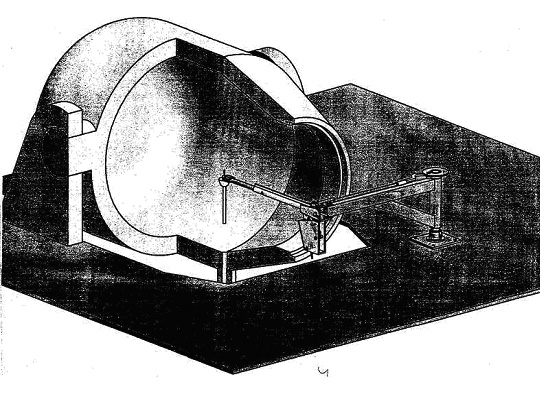
Система со скользящим затвором (рис.1в) предполагает закрепление на корпусе конвертера механического устройства шиберного типа, снабженного специальным гидравлическим или электромеханическим приводом, обеспечивающим перемещение подвижной огнеупорной плиты, перекрывающей выпускной канал сталеплавильного агрегата в момент появления частиц шлака в струе металла, истекающей в разливочный ковш.
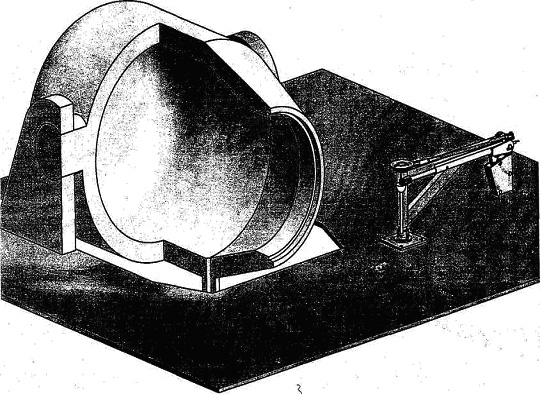
Газодинамическая система (рис.1 г) обеспечивает отсекание шлакового расплава путем воздействия на истекающую струю потока инертного или нейтрального газа, подаваемого под избыточным давлением через сопло, подводимое под выходное отверстие выпускного канала конвертера поворотным рычагом, приводимым в действие специальным механизмом.
Каждая из перечисленных систем имеет достоинства и недостатки, проявляющиеся в большей или меньшей мере в зависимости от конкретных производственных условий их применения. При выборе оптимального способа отсечки конечного шлака и оборудования для его реализации необходимо прежде всего учитывать следующие моменты.
Упрощенная схема работы шиберного затвора с гидроприводом
Существующие конструктивные решения затворов можно отнести к одному из двух типов - шиберному или поворотному. У затворов шиберного типа подвижная огнеупорная плита в процессе работы совершает возвратно-поступательное движение с помощью гидравлического, электромеханического или пневматического привода.
Установка скользящего затвора на корпус сталеплавильного aгpeгата (рис.2) возможна лишь в тех случаях, когда обеспечивается необходимое удаление шиберного устройства от зеркала жидкого металла в разливочном ковше при наклоне кислородного конвертера, поскольку в противном случае трудно обеспечить надежную работу шибера из-за его перегрева. Кроме того, данный способ отсечки шлака требует принятия дополнительных мер, связанных с необходимостью комплектации шиберной системы дорогостоящими средствами раннего обнаружения шлаковых частиц в истекающей кислородного конвертера струе металла и автоматического управления работой привода скользящего затвора при поступлении команды на его закрытие.
Этот же недостаток присущ и системе газодинамической отсечки конвертерного шлака (рис.3), эффективное функционирование которой невозможно без средств контроля и автоматики, предназначенными для своевременной фиксации момента начала вытекания шлакового расплава и конвертера и включения привода поворота рычага, несущего сопло для подач потока газа в выпускной канал сталеплавильного агрегата. Значительно меньше затрат требует на свою реализацию способ отсечки шлака с помощью элементов поплавкового типа, поскольку при их применении отпадает необходимость в дорогостоящей контрольно-измерительной аппаратуре. Однако механические манипуляторы, обеспечивающие введение отсечных элементов в ванну кислородного конвертера в заключительной стадии выпуска из него стали в разливочный ковш, требует наличия свободного мест на рабочей площадке со стороны выпускного отверстия плавильного агрегат для их размещения. Поэтому главным требованием к конструкции механической системы такого манипулятора является компактность и высокая точность позиционирования рабочего органа, несущего отсечной элемент. Кроме того форма самого элемента должна обеспечивать его хорошее центрирование относительно входного отверстия выпускного канала. На рис.4 приведена схема манипулятора, отвечающего отмеченным требованиям. Благодаря оригинальной кинематической схеме, манипулятор в исходном (нерабочем) положении находится сбоку от кислородного конвертера; и не препятствует работе вспомогательных механизмов, используемых для выполнения операций по ремонту и ломке износившейся его футеровки, а реализуемая механизмом траектория движения отсечного элемента в горизонтальной плоскости обеспечивает его введение в полость плавильной агрегата строго по оси горловины. В конструкции манипулятора предусмотрена возможность изменения вылета штанги, несущей отсечной элемент, что облегчает предварительную настройку механизма с целью обеспечение совмещения с продольной осью выпускного канала конвертера направляющей стержня отсечного элемента (рис.5) в момент его сброса, в металлический расплав. Управление работой манипулятора дистанционное со стационарного и (или) переносного пульта. Разработанная конструкция манипулятора имеет важное практическое значение, поскольку обеспечивает повышении срока службы футеровки ковшей, снижение степени рефосфорации, уменьшение угара ферросплавов и раскислителей, а также увеличение выхода высококачественной стали.
Специфика работы манипуляторов, осуществляющих подачу отсечных элементов внутрь конвертора, обусловлена не только экстремальными условиями их эксплуатации (высокие температуры, значительные нагрузки и запыленность окружающего пространства), но и необходимостью обеспечения высокой точности позиционирования рабочего органа и компактности размещения структуры в нерабочем положении. Указанные особенности эксплуатации предъявляют высокие требования к конструкции манипулятора, которые должны учитываться на стадии его издания. Вопросы синтеза кинематической схемы механизма, обеспечивающего требуемую точность позиционирования отсечного элемента относительно выпускного канала конвертора, и оптимизации конструктивного исполнения механической системы в целом требуют при решении комплексного подхода. Разработанная конструкция манипулятора для ввода отсечных элементов в выпускной канал 160 т конвертера позволяет обеспечить возможность ее складывания, что позволяет не создавать помехи работающим на площадке возле конвертора другим машинам.
1. Энкер Б., Пастер А., Швельбергер Й. Новая стопорная система для кислородно - конверторного производства стали. // Металлургическое производство и технология металлургических процессов.- 2002. с.12-20. 2. Новое оборудование для отсечки шлака при выпуске стали из плавильных агрегатов / С.П. Еронько, А.Н. Смирнов, совершенствование способа отсечки конверторного шлака с помощью плавающих шаровых стопоров/ А.Г. Бондаренко, Ю.И. Черевик, Н.А.Маслов и др. 3. Сопротивление материалов / под ред. акад. АНУССР Писаренко Г.С. – 5-е изд., перераб. и доп. – К.: Вища шк. Головное изд-во, 1986.-775 с. 4. Надёжность, ремонт и монтаж металлургических машин. Седуш В.Я. Издательское объединение "Вища школа", 1976, 228с. стр. 200-203 5. Машины и агрегаты металлургических заводов. / В 3-х томах.Т.2 Машины и агрегаты сталеплавильных цехов Учебник для вузов / Целиков А.И., Полухин П.И., Гребеник В.М. и др. 2-е изд., перераб. и доп.– М.: Металлургия, 1988. 432 с. 6. Разливка стали: Технология. Оборудование С.П.Еронько, С.В.Быковских.– К.: Техника, 2003. – 216с. – С.– 30 – 42 7. Освоение технологии разливки стали через шиберные затворы и усовершенствование оборудования для ковшей емкостью 250 т. / Еронько С.П., Журба В.Г., Мачикин В.И., Шевченко В.П., Шестопалов В.Н.- Донецк.-ДПИ.-1980,-54с.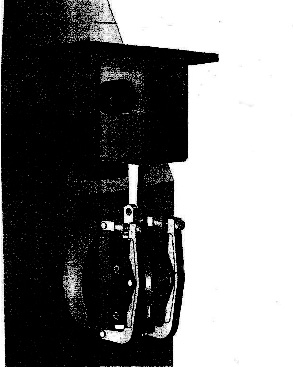 Рисунок 2-Шиберная система отсечки конвертерного шлака
Рисунок 2-Шиберная система отсечки конвертерного шлака
 Рисунок 3-Система газодинамической отсечки конвертерного шлака
Состояние вопроса
Выводы
Перечень ссылок
Рисунок 3-Система газодинамической отсечки конвертерного шлака
Состояние вопроса
Выводы
Перечень ссылок