|Автобиография
|Автореферат работы
|Библиотека
|Ссылки
|Отчет о поиске
|Индивидуальное задание|
|Страница ДонНТУ| Портал магистров|
High-production grinding with vitrified bond superabrasives – HPB technology for vitrified bond CBN wheels.
P. Beyer. INDUSTRIAL DIAMOND REVIEW 1/05
http://www.grinding.com/pages_blocks_v3/images/links/GJ_HPB_Technology.pdf
The ever-increasing requirements on theperformance of machining processes, particularly in the cost-sensitive automotive and parts supply industry, are forcing users and manufacturers of grinding tools to develop new tooling concepts. In this series of articles, the method followed and the successful implementation of this continuous process of innovation is presented from the example of vitrified bond CBN and diamond grinding tools. It is evident from this how a new generation of tools could be developed only by optimising all the essential factors in the total ‘grinding tool’ system. Part 1 of this series concentrates on the way in which the new HPB (high performance bond) technology for CBN grinding tools was developed, and explains to the interested reader what individual parameters have to be taken into account by the tool manufacturer.
Vitrified bond CBN and diamond grinding tools have been used successfully for about 25 years and have been gaining an ever-increasing share of the market. The basis for the success of what is now the most important bond system for CBN are the outstanding grinding characteristics of these usually porous structures. This is possible due to the fact that they can be profiled and dressed readily, their outstanding wear characteristics and the high material removal rates that can be achieved [1]. The structure of a vitrified bond grinding wheel can be characterised conventionally in a three- component system by the following elements:
- the abrasive (or its chemical and physical properties),
- the bond,
- the structure.
The abrasives are not usually produced by the toolmaker, as this is not his area of expertise. A great many suppliers of abrasives offer a wide range in terms of quality and properties. The vitrified bonds are the main key technology of the tool manufacture.
These are normally built up of frits, feldspar, kaolin and various clays. The fired bonds mainly contain the following cations: Al3+, Fe3+, Ti4+, Ca2+, Mg2+, K+ and Na+, and less commonly Li+ as well.
For health and technical reasons, modern bond systems do not contain lead. Ultimately the chemical and physical properties are a result of the combination of the raw materials, the grit sizes used and the thermal treatment, i.e. firing [2]. The structure results from the ratio of the volume proportions of the abrasive (usually a secondary abrasive with CBN/diamond), the proportion of bond and the remaining pore volume [3-5]. The aim for a new generation of grinding tools is to optimise the individual factors and their interactions in order to considerably increase the total variability of the three-component system and thus achieve cost reductions for the user.
HPB technology
The result of the development of HPB technology for vitrified bond grinding wheels described below is a very promising concept with the potential for achieving significant productivity improvements for the user.
With the new bond system the following factors can be optimised with a variable weighting specific to the process in question:
- reduced grinding pressure and therefore improved geometry,
- longer dressing intervals,
- improved process times.
Any improvement in respect of grinding pressure is extremely beneficial in terms of cutting performance and workpiece geometry particularly for use in internal cylindrical grinding and the relatively high forces that occur in this process [5]. The individual parameters of the threecomponent system of a vitrified bond CBN wheel have been investigated in detail with regard to the properties of the abrasive, the bond and porosity.
Properties of the abrasive
The progressive fracturing of the CBN grit and the generation of new cutting edges is an important factor for the successful machining of a workpiece [7]. In this process the fundamental material-specific grit properties are already modified on account of the heat treatment in the vitrified production process. Particular consideration was given to these effects in order to improve the machining characteristics with the use of HPB technology.
The following characteristics must be taken into account and weighted accordingly in the composition of the HPB specification. Crystal morphology is a determining factor for the physical, thermal and chemical properties of the CBN grit [8]. A corresponding fracture strength and chip size result from this as a function of the grit’s thermal history. Both factors have a profound effect on the machining characteristics of the whole tool. Fig 1 gives an overview of the possible crystal structures of CBN.

![]()
The illustrations below show by way of example for different grit types what effect heat treatment has on the fracture characteristics of CBN abrasives.
Possible interactions with the bond have been disregarded.
Because every vitrified bond CBN wheel is subjected to heat treatment, this stage in the process is particularly important also in the development of the bond and the temperatures needed for consolidation. Fig 2 shows that the strength of a CBN grit can vary considerably, depending on the type (of crystal) and temperature.


Fig 3 shows by way of example three CBN types used in HPB technology, and the effect of the thermal history on the average splinter size under a load. An insert, as supplied by the manufacturer, shows a chip size falling from type A to C. Heat treatment at a representative firing temperature for a vitrified bond in the range from 800 to 1,000 °C may invert these relationships due to the thermal effects. Accordingly, grit selection must be made very carefully in combination with the optimum bond technology for a given application, and certainly not all CBN qualities can be used by the tool manufacturer from a processing and technical perspective.


Bond
As the matrix material the vitrified bond is responsible for holding the abrasive, ideally until the grit has worn completely. The strength of the bond itself and also the interface between the grit and the bond are the essential characteristics. The following factors must be taken into account in bond development:
- wetting behaviour of the vitrified bond on the CBN and also the reactivity of the glass melt with the CBN,
- viscosity of the melt as a function of temperature,
- controlled chemical reaction to obtain a B2O3-free interface (the pure oxidation product of CBN in an oxidising atmosphere would be soluble in water and therefore if used with an emulsion would result in catastrophic failure of the interface),
- increase in strength and fracture toughness for designing very porous structures and/or an improvement in wear-resistance.
Fig 4 shows a wetting test that compares a standard bond (Fig 4, above) and the HPB bond (Fig 4, below) on a surface similar to the CBN grit. The considerably better and still uniform wetting of the representative substrate with the HPB technology can be seen clearly. The properties of the bond can be engineered to suit a specific application by using suitable metal oxides. As well as improved wetting, the greater strength of the HPB bond itself is achieved by this. This in turn increases the scope in the application-specific weighting between free-cutting properties and wear-resistance.


Porosity
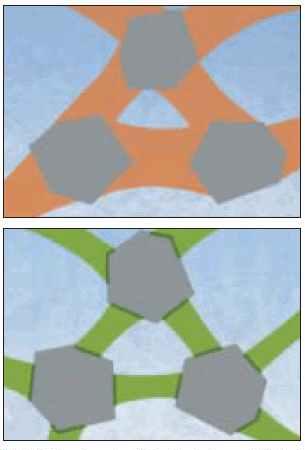
The combination of improved grit retention forces and greater bond strength enables more open structures to be produced, which have a positive effect on grinding pressure. Fig 5 shows the effect on the structure of the grinding wheel by way of example.

Specific tailoring of product characteristics
With the help of the development of HPB technology, with the specific optimizing of the individual factors it has been possible to increase the variability of the total system and therefore to improve the factors of grinding pressure and the wear-resistance of the grinding tool. The emphasis can be optimised individually over a wide range in order to provide a solution for the grinding task. The principle is summarised again with the illustration If average free cutting, pore volume and grit retention forces are assumed for an established standard composition, as well as the general improvement in all three parameters with the HPB principle, the advantages can be weighted more in favour of grit retention forces (Fig 6, HPB 1), and therefore wear-resistance, or alternatively in favour of pore volume and therefore a grinding process with reduced grinding pressure (Fig 6, HPB 2).

![]()
Application examples
Table 1 shows two typical application examples which illustrate the practical successes of the new generation of tools when used under production conditions compared with established tools.

![]()
Due to reduced cycle times, abrasive costs and changeover times and also their effects on costs per part, considerable productivity gains can be achieved. Also, machining quality can be considerably improved.
The systematic further development and the potential that can be expected for vitrified bond technology should speed up the further growth of this type of tool even more in the future.
The future
While HPB technology has already proved itself widely in internal cylindrical grinding in many applications in production grinding, applications in double surface grinding, superfinishing and external cylindrical grinding are currently being tested. The subsequent aim is to transfer all the detailed analysis work and the further development of the total grinding wheel system to vitrified bond diamond wheels. In Part 2 in the next issue, the characteristics of new concepts for dressing with vitrified bond diamond tools will be presented.