ВВЕДЕНИЕ
Курс "Технологические основы химического машиностроения" является завершающей частью комплекса инженерно-технологических дисциплин и базируется на ранее изученных предметах – "Инженерная графика", "Материаловедение", "Основы проектирования и конструирования", "Детали машин".
Технология машиностроения – наука о производстве машин – изучает технологические процессы, применяемые на машиностроительных предприятиях при изготовлении машин требуемого качества, в установленном программой количестве и при наименьшей себестоимости.
Технология машиностроения рассматривает методы разработки и построения рациональных технологических процессов, выбор способа получения заготовки, технологического оборудования, инструмента и приспособлений, назначение режимов резания и установление технически обоснованных норм времени.
Основной задачей данной курсовой работы является изучение технологического процесса изготовления цилиндрического аппарата, сконструированного ранее, а также типовых технологических процессов и их оснастки.
1 АНАЛИЗ ИСХОДНЫХ ДАННЫХ
Изготовлению подлежит цилиндрический аппарат (приложение А) объемом 4 м3 из стали 12Х18Н10Т.
Толщина стенки аппарата 10 мм, толщина эллиптической крышки 10 мм, толщина стенки конического днища 10 мм, толщина стенки рубашки обогрева 10 мм. Патрубки: DУ 100, РУ 2,5; DУ 200, РУ 2,5; DУ 400, РУ 2,5; изготавливаются из обрезков трубы с толщиной стенки 10 мм. Аппарат изготавливается по принципам единичного производства.
2 ИЗГОТОВЛЕНИЕ ЭЛЕМЕНТОВ АППАРАТА
Материалом для изготовления элементов аппарата служат листы толщиной 10 мм из стали 12Х18Н10Т и обрезки труб диаметром 100, 200 толщиной стенки 10 мм.
2.1 Расконсервация
Так как стальные листы поставляются в смазке и могут иметь некоторые дефекты, первой технологической операцией является расконсервация. Она состоит из таких операций:
1. Механическое удаление густых, консервационных смазок (пушечного сала, солидола, вазелина и др.), бумаги и пленок металлическими, деревянными, пластмассовыми и резиновыми скребками.
2. Промывание горячей водой (70-900С) в струйных камерах для снятия оставшихся после первой операции консервационных смазок.
3. Просушка обдувкой сжатым воздухом для удаления запахов растворителей и влаги.
4. Протирка насухо ветошью или салфетками.
5. Струйная очистка стальной дробью, металлическим песком, рубленной проволокой, абразивными порошками для удаления глубокой коррозии, царапин, трещин, окалины, шлака, местных расслоений на большой плоскости с шероховатостью Rz 20.
6. Гидропескоструйная очистка для удаления глубокой коррозии, царапин, трещин, окалины, шлака, местных расслоений на большой плоскости с шероховатостью Rz 0.4 и последующей сушкой.
Для выполнения этих работ листовой прокат транспортируют на плиточный стенд или на специально оборудованные настилы, покрытые деревом или пластиком для предохранения от повреждения поверхности. Для транспортирования используют стандартные листовые захваты и скобы. Места коррозии и дефекты обнаруживают просмотром поверхностей через лупу и отмечают эти места мелом для последующего удаления. Если слой консервационной смазки не позволяет выявить дефекты, то с листов ее удаляют металлическими, пластмассовыми, деревянными или резиновыми скребками или ветошью.
Данный этап работ должен обеспечить:
1. Наличие и сохранение маркировки завода-поставщика материала и соответствие ее сертификату.
2. Отсутствие вкатанных окалин, шлака, волосовин, рисок, углублений, царапин, трещин, местных расслоений, разнотолщинности, превышающих минусовые предельные отклонения.
3. Удаление консервационной смазки, затрудняющей обработку листа вследствие понижения трения и ухудшения условий труда. Удаление мест значительной коррозии.
4. Проверку неровности листов и принятие решения о необходимости правки.
5. Удаление остатков растворителей.
2.2 Правка
Листовой прокат имеет отклонения от геометрической формы вследствие отступления от оптимальной технологии производства и неудовлетворительных результатов правки на листопрокатных заводах, а также из-за нарушения нормальных условий хранения проката на складах, погрузочно-разгрузочных и транспортных операций на заводах.
Правка в аппаратостроении осуществляется для уменьшения или устранения кривизны, серповидности, коробоватости (волнистости листа в продольном и поперечном направлениях). Она контролируется стрелой прогиба на 1 м длины.
По соответствующим стандартам на листовой прокат (ГОСТ 19904-74 и ГОСТ 5520-69) для тонколистовой стали обыкновенного качества допускается кривизна или коробоватость в пределах 15 мм на 1 м длины.
Правку листов в аппаратостроении преимущественно выполняют на листоправильных роликовых машинах. Эти машины по сравнению с правильными прессами имеют большую производительность при почти полном исключении ручного труда. Правка на роликовых машинах представляет собой процесс многократного знакопеременного пластического изгиба в обрабатываемом металле при напряжениях, превосходящих предел текучести. Лист выправляется остаточной деформацией, образуемой многократным знакопеременным изгибом листа при его прохождении между роликами в прямом и обратном направлениях.
Для полного выпрямления листы пропускают через вальцы от 3 до 5 раз. В машинах типа А (конструкции СКМЗ) с параллельными рядами правильных роликов верхний ряд роликов регулируется вертикальным перемещением подвижной траверсы, к которой прикреплены подшипники правильных и опорных роликов. Эти машины просты по конструкции, но имеют существенный недостаток – равномерно искривляют лист при выходе.
Для правки листов из стали ст10 толщиной 12 мм и шириной до 2100 мм можно применять листоправильную машину типа А с девятью роликами диаметром 260 мм расположенных с шагом 300 мм.
При правке на данной машине траверса с верхними роликами опускается вниз параллельно или наклонно к нижним роликам.
Расстояние между верхними и нижними валками при правке листа определяется по формуле:
где ![]() -
толщина листа, мм;
-
толщина листа, мм;
![]() - модуль нормальной упругости материала листа, МН/м2;
- модуль нормальной упругости материала листа, МН/м2;
![]() - предел текучести, МН/м2;
- предел текучести, МН/м2;
![]() -
расстояние между валками, мм.
-
расстояние между валками, мм.

Настройку машины ведут по таблицам, указывающим деления циферблата в зависимости от толщины выправляемого листа и требуемой деформации ее.
2.3 Определение размеров и формы разверток.
2.3.1 Развертки цилиндрических элементов
К цилиндрическим элементам аппарата относятся цилиндрические части обечайки и рубашки обогрева, патрубки DУ 400, РУ 2,5.
Применительно к ним расчетными размером является длина ![]() развертки по периметру
цилиндрической части с внутренним диаметром
развертки по периметру
цилиндрической части с внутренним диаметром ![]() из стали толщиной
из стали толщиной ![]() , определяемая по диаметру
нейтральной поверхности
, определяемая по диаметру
нейтральной поверхности ![]() :
:
![]()
Так как элементы должны быть изготовлены с повышенными требованиями к их точносит:
где ![]() - фактическая толщина
листа, мм;
- фактическая толщина
листа, мм;
![]() - допускаемое отклонение формы
поперечного сечения (овальность);
- допускаемое отклонение формы
поперечного сечения (овальность);
![]() -
величина зазора под сварку, мм;
-
величина зазора под сварку, мм;
![]() -
припуск на обработку кромок, мм;
-
припуск на обработку кромок, мм;
![]() -
величина усадки сварного шва, мм.
-
величина усадки сварного шва, мм.
Длина цилиндрической части обечайки составляет 3600 мм, а внутренний диаметр 1200 мм. Определяем длину заготовки:

Длина цилиндрической части рубашки обогрева составляет 3500 мм, а внутренний диаметр 1400 мм. Определяем длину заготовки:

Общая длина патрубков составляет 675 мм, а внутренний диаметр 380 мм.

Для изготовления цилиндрических элементов необходимы заготовки размерами 3600´3820, 3500´4450, 675´1230.
2.3.2 Развертки конических частей
Аппарат имеет два конических элемента: днище корпуса и днище рубашки обогрева. Угол при основании днищ составляет 600.
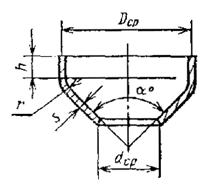
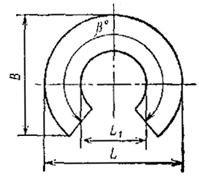
Рисунок 2.1 – Коническое днище ГОСТ 12619-78 и его развертка
Размеры развертки (рис. 2.1) определяются по формулам:
![]()
![]()
![]()
![]() для
днища с углом при основании 600
для
днища с углом при основании 600
где ![]() или
или ![]()
![]() или
или ![]()
![]() или
или ![]()
Для конического днища обечайки (размеры по ГОСТ 12619-78):
![]()
![]()
![]()
![]()
![]()
![]()
Для конического днища рубашки обогрева (размеры по ГОСТ 12619-78):
![]()
![]()
![]()
![]()
![]()
![]()
2.3.3 Развертки ребер жесткости
Аппарат имеет шесть ребер жесткости, которые имеют форму колец. Толщина ребра жесткости составляет 10 мм, внутренний диаметр 1200 мм, внешний диаметр 1375 мм. Для снижения расхода металла на его изготовление, ребро делится на четыре равные части.
2.3.4. Развертки для эллиптической крышки
Эллиптическая крышка изготавливается из круга. Размеры развертки определяются по формулам изложенным в ГОСТ 6533-78. Диаметр развертки днища с внутренним базовым размером:
![]()
где ![]() - внутренний диаметр
днища;
- внутренний диаметр
днища;
![]() -
высота цилиндрической части днища;
-
высота цилиндрической части днища;
![]() - для
днищ с соотношением
- для
днищ с соотношением ![]() ;
;
![]() -
высота выпуклой части днища;
-
высота выпуклой части днища;
![]() - коэффициент, который выбирают по
графику в зависимости от соотношения
- коэффициент, который выбирают по
графику в зависимости от соотношения ![]()
Диаметр заготовки:
![]()
где ![]() - технологический
припуск на обработку.
- технологический
припуск на обработку.
![]()
![]()
Заготовка диаметром 1570 мм может быть сварена из нескольких листов.
2.4 Разметка и резка заготовок
Разметкой называется операция перенесения необходимых для изготовления детали размеров с рабочего чертежа или образца на металл с учетом припусков для последующей обработки. Разметку различают поверхностную и пространственную.
Поверхностную разметку выполняют методом геометрических построений, по шаблону (наметка), оптическим методом, с помощью приспособлений.
Пространственную разметку в аппаратостроении выполняют по пространственным шаблонам (наметка), с помощью специальных приспособлений и устройств, комбинированным способом.
В химическом аппаратостроении, вследствие индивидуального и мелкосерийного характера производства, наиболее распространена разметка методом геометрических построений с помощью универсальных приспособлений для пространственной разметки и шаблонов. Различают два метода разметки: камеральный – перенос размеров на материал по предварительно разработанным в бюро эскизам; плазовый, разметка в натуральную величину непосредственно на металле, расположенном на специально приготовленной плоскости – плазе; этот метод применяют для сложных и крупногабаритных деталей аппаратов.
Более прогрессивным методом разметки является оптическая или фотопроекционная. Система линз подобрана так, чтобы изображение для разметки было прямое.
Последовательность оптической разметки листов: лист подают на разметочный стол, проектируют на лист изображение с соответствующего негатива; прижимают лист к столу и закрепляют его; устанавливают с помощью масштабной сетки точный размер изображения (на стальном листе) и в случае необходимости сдвигают в нужную сторону в нужную сторону изображение; делают полную разметку листа и снимают лист.
Если тщательно изготовленный чертеж поместить в машину перед фотоэлементом, то, используя фотоэлектрическое слежение, можно автоматизировать газовую резку.
При разметке наносят и прокернивают следующие линии, необходимые для вырезки контроля точности деталей: контрольные контуры деталей, контуры вырезов и отгиба, припусков, фасок и скосов, центров закругления прямоугольных вырезов и отверстий.
Сущность резки заключается в отделении части материала от исходного проката, поковки или отливки с целью получения заготовок, для удаления лишнего припуска в деталях или подготовки их кромок под сварку. Разделительную резку металлов выполняют двумя способами: механическим (холодным) и тепловым (термическим, огневым). Так как форма вырезаемых элементов нелинейна, выбираю тепловую резку. Основным признаком тепловой резки является средство резки, т.е. вид теплоты, используемой для нагревания и разделения металла. Из всех способов тепловой резки резка металлов с использованием электрической дуги имеет ряд преимуществ перед газокислородной и кислородно-флюсовой резкой. Например, они позволяют резать металлы и сплавы, неразрезаемые кислородом, более безопасны и производительны, позволяют использовать стандартное электросварочное оборудование. Для повышения точности и производительности применяют автоматизированное оборудование.
Заготовки на листах металла располагают так, как показано в приложении Б. Размеры стальных листов взяты из ГОСТ 19903-74.
2.5 Подготовка кромок, сборка и сварка заготовок
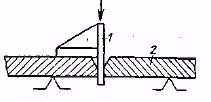
Заготовки под сварку следует собирать на выверенных стеллажах, обеспечивающих точное взаимное положение элементов и их фиксацию. При сборке стыкуемые элементы выравнивают по упорам или при помощи линейки и угольника, а необходимый зазор в стыке получают при помощи кронштейна 1, толщина стенки которого соответствует величине зазора между заготовками 2 (рис. 2.2а)
а) б)
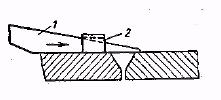
Рисунок 2.2 – Подготовка кромок: а) схема сборки стыкового соединения; б) схема выравнивания стыкуемых листов
Стыкуемые листы в горизонтальной плоскости выравнивают при помощи клиньев (рис. 2.2б). Закрепляют стыкуемые детали механическими, магнитными или пневматическими прижимами, обеспечивающими плоскостность стыкуемых кромок.
Одновременно со сборкой стыкового соединения устанавливают технологические планки для начала и окончания сварного шва. После сварки эти планки срезают механическим способом или газовым пламенем.
При сварке заготовок для фиксации и закрепления используются различные струбцины, стяжки, скобы, клинья, домкраты, а также унифицированные детали и элементы универсально-сборочных приспособлений (УССП): плиты сборочные, фиксаторы, упоры, прижимы и др.
Заготовки свариваются электродуговой автоматической сваркой под слоем флюса. Перед этим выполняют зачистку и обезжиривание мест сварки и проволоки. При сварке стыкового шва используют роликовые опоры. Шов отжигается и обрабатывается ручным абразивным инструментом.
2.6 Вальцевание, отбортовка и изготовление эллиптической крышки
Операцию вальцевания или круговую гибку выполняют в холодном состоянии до пределов, не вызывающих явления наклепа и роста зерна в результате рекристаллизации. Гибка является пластической деформацией металла путем непрерывного перемещения заготовки – это обработка между деформирующими валками давлением при напряжении более предела текучести.
Вальцевание выполняем на трехвалковой листогибочной машине с симметричным расположением валков. Она является наиболее простой по конструкции, однако не обеспечивает подгибку кромок. Передняя и задняя кромки листа остаются прямыми на длине, равной половине расстояния между нижними валками. Схема гибки обечаек приведена на рис. 2.3.
Рисунок 2.3 – Схема гибки обечайки на трехвалковой листогибочной машине с симметричным расположением валков и вертикальной регулировкой верхнего валка
Приводными валками являются нижние, а верхний валок перемещается по высоте и обеспечивает прогиб листа. Величина радиуса изгиба зависит от относительного положения верхнего и боковых валков, которое контролируется по указателю, установленному на машине.
Конические днища корпуса и рубашки обогрева также вальцуются на трехвалковой листогибочной машине с симметричным расположением валков (рис. 2.4). Для этого осуществляется наклон верхнего (среднего) валка.
Рисунок 2.4 – Схема гибки обечайки на трехвалковой машине
Подгибки кромок после вальцевания осуществляется на той же машине с использование подкладного листа (рис. 2.5), на котором и прокатывается-подгибается кромка. Однако применение такого способа может привести к преждевременному износу механизма регулировки положения верхнего валка и даже к аварии.
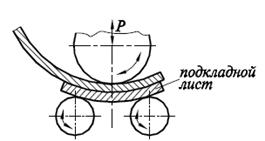
Рисунок 2.5 – Подгибка кромок в трехвалковой машине
Отбортовка конических днищ и рубашки обогрева выполняется на специальных отбортовочных машинах (рис. 2.6) с нагревом поверхности отбортовки. Нагрев места отбортовки исключает образование трещин, гофров и наклепа, а также уменьшает мощность для отбортовки. В качестве инструмента используют сменные профильные ролики. Перед началом отбортовки сварные швы на поверхности зачищают до уровня основного металла.
Рисунок 2.6 – Машина для отбортовки
Конструкция включает следующие основные узлы: станину 1, гидропривод 2 подъема, раму подъема 3, упорный ролик 4, пару поддерживающих роликов 5, установленных симметрично на раме подъема, редуктор 7, привод 8 подъема бортовочного ролика 11, привод 9 опорного ролика 10.
Эллиптическая крышка формуется методом штамповки на прессах (рис. 2.7). Заготовка с помощью транспортера подается в нагревательную печь для равномерного нагрева до требуемой температуры. Нагретая заготовка специальными захватами извлекается из печи и подается на транспортер, с помощью которого транспортируется к штампу, находящемуся под прессом. Затем заготовку устанавливают на протяжное кольцо и штампуют за одну операцию.
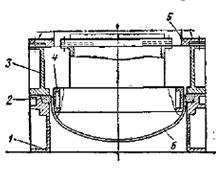
Рисунок 2.7 – Унифицированный штамп для штамповки днищ: 1 – подставка; 2 – кольцо-матрица; 3 – прижим; 4 – пуансон; 5 - пуансонодержатель; 6 – заготовка днища
В процессе штамповки нагретая заготовка быстро охлаждается и, сокращая свои размеры, напрессовывается на пуансон, предназначенный для горячей штамповки, выполняется из двух частей: грибка и формирующего кольца. Заготовка снимается при ходе пуансона вверх.
2.7 Сборка продольного стыка обечаек
Эта операция предусматривает работу по сборке продольного стыка обечаек под сварку и должна обеспечить: удобное положение обечайки под сварку, необходимый зазор под сварку в месте стыка, качественную подготовку стыкуемых кромок (форму, термообработку, очистку и обезжиривание), нормированные смещения кромок по длине и по торцам, а также положение торцов и образующей, качественное выполнение прихваток продольного стыка.
При сборке продольного стыка обечайки устанавливают на роликоопорах – приводных, холостых или рычажных. При этом продольный стык должен находиться в верхнем положении. Сначала устанавливают на торцах обечайки крюки винтовых или гидравлических стяжек для выравнивания торцов, закрепляют с двух сторон стяжные струбцины. Затем выравнивают зазор – под сварку, размечают места прихватки, после чего их очищают от коррозии, масел, грязи и обезжиривают. Прихватывают стык электродуговой сваркой с последующей ее зачисткой.
При сборке продольных стыков необходимо соединить кромки стыка, совместив их в одной касательной плоскости, и выровнять торцевые кромки. Используемая для этих целей установка (рис. 2.8) имеет роликоопору 1, портальную раму 2, две гидравлические струбцины 4 для совмещения и соединения продольных кромок, выдерживая зазор под сварку и смещение кромок, а также стяжку 5 для выравнивания торцевых кромок. Струбцины 4 с помощью пружинных подвесок 6 закреплены на тележках 7, передвигающихся по раме 2. На этих же тележках закреплены и панели управления 3. В современных струбцинах винты заменены гидроцилиндрами – двумя зажимными 8, одним выравнивающим 9 и одним стягивающим 10.
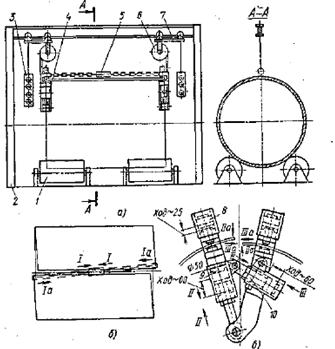
Рисунок 2.8 – Установка для сборки продольных стыков обечаек (1-111 – встречные движения гидроцилиндров и штоков; 1а-111а – соответствующие движения кромок)
Соединение продольного стыка обечаек производим электродуговой автоматической сваркой под слоем флюса.
2.8 Устранение дефектов сварки
В сварных соединениях не допускаются следующие наружные дефекты: трещины всех видов и направлений; свищи и пористость наружной поверхности шва; подрезы, наплывы, прожоги и незаплавленные кратеры; смещение и совместный увод кромок свариваемых элементов выше норм; несоответствие форм и размеров швов требованиям стандартов, технических условий или чертежей на изделие.
Не допускается в сварных соединениях внутренние дефекты: трещины вех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла, в том числе и микротрещины; непровары, расположенные в сечении соединения (между отдельными валками и слоями шва и междду основным металлом и металлом шва); свищи; поры в виде сплошной сетки; единичные шлаковые и газовые включения по группе А (ГОСТ 7512-75) глубиной свыше 10% от толщины стенки; цепочки пор шлаковых включений по группе Б (ГОСТ 7512-75), имеющих суммарную длину дефектов более тлщины стенки на участке шва, равном десятикратной толщине стенки, а также имеющие отдельные дефекты с размерами, превышающими указанные выше; скопление газовых пор и шлаковых включений по группе В (ГОСТ7512-75) в отдельных участках шва свыше 5 шт. на 1 см2 площади шва; максимальный линейный размер отдельного дефекта по наибольшей протяженности не должен превосходить 1,5 мм, а сумма их линейных размеров не должна быть более 3 мм.
Дефекты сварки удаляются механически с помощью шлифовальных и эльборовых кругов, фрез, зубил, металлических щеток.
2.9 Токарно-карусельная операция
Эту операцию (рис. 2.9) выполняют для подрезки торцов в размер по длине обечайки и перпендикулярно образующей ее, а также для снятия фасок под сварку. В химическом аппаратостроении используют токарно-карусельные станки. Для данного аппарата необходимо использовать двустоечные.
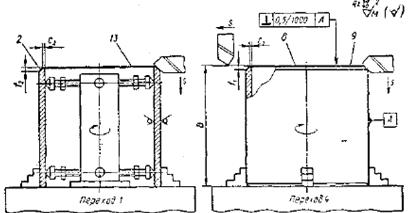
Рисунок 2.9– Схема подрезки торцов обечайки.
Для обрезки торца эллиптического днища используется специальное приспособление (рис. 2.10).
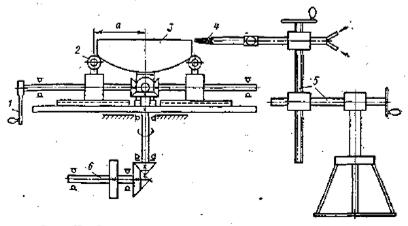
Рисунок 2.10 – Схема приспособления для обрезки торца днища
На этом приспособлении ручным приводом 1 устанавливают три раздвижные шаровые опоры 2. Затем устанавливают днище 3 до соприкосновения выпуклой наружной поверхности со всеми тремя шаровыми опорами. Приводом 6 днище вращается с необходимой скоростью. На вращающемся днище мелом или шангенрейсмусом размечают линию подрезки торца, после чего с помощью устройства 5 устанавливают резак 4 в нужное положение и производят пламенную подрезку торца.
2.10 Разметка, выполнение отверстий и скосов
Разметку прямых скосов и центров отверстий удобно и производительно выполнять, используя специальное приспособление (рис. 2.11), а радиусные скосы и периметр отверстий под вырезку рационально размечать с помощью универсального приспособления для разметки отверстий (рис. 2.12).
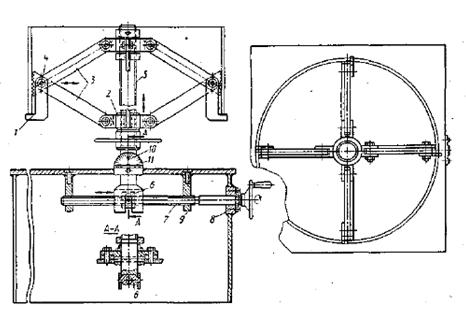
Рисунок 2.11 – Приспособление для разметки торцов, скосов, изгибов и отверстий обечаек: 1 – опорные рычаги; 2 – резьбовая муфта; 3 – разжимные рычаги; 4 - шарнир; 5 – стойка; 6 – сухарь; 7 – винт; 8 и 9 – опоры; 10 – стрелка; 11 – циферблат
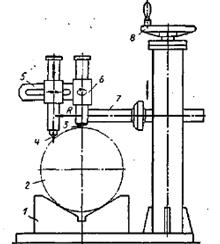
Рисунок 2.12 – Приспособление для разметки отверстий и скосов обечаек: 1 – призма; 2 – обечайка; 3 – конус; 4 – разметочный конус; 5 – планка; 6 – втулка; 7 – труба
Выполнение отверстий и скосов осуществляется ручной или автоматической плазменной или газоплазменной резкой.
2.11 Слесарная операция
Эта операция предусматривает зачистку поверхностей после вырезки отверстий, скосов, пазов, фасок кислородным, кислородно-флюсовым, плазменным или другим способом термической резки до полного удаления следов резки, дефектов и подготовки поверхностей под сварку. Для зачистки используют ручные электрические шлифовальные машины (ГОСТ 11096-73). При зачистке рекомендуется применять металлические щетки из проволоки того металла, который зачищается, а также абразивные круги. Размер неровностей после зачистки не должен превышать 0,5 мм, а следы зачистки должны располагаться вдоль кромки шва.
3 Изготовление фланцев
Необходимо изготовить плоские приварные фланцы DУ 100, DУ 200, DУ 400, DУ 1200 (РУ 1,6 для всех).
В качестве заготовок для изготовления фланцев нужно использовать поковки, штамповки (DУ 100, DУ 200) и профильный прокат (DУ 400, DУ 1200). При штамповке фланцев на молотах обеспечивается высокая производительность, точность размеров заготовок, в результате чего значительно уменьшается отход металла в стружку и снижается трудоемкость обработки. При гибке заготовок из проката процесс изготовления фланца заключается в разрезке полосы или профиля на мерные заготовки, гибке в одно кольцо и стыковой сварке.
4. Изготовление патрубков из труб
Патрубки DУ 100, РУ 1,6; DУ 200, РУ 1,6; изготавливаются из обрезков труб с толщиной стенки 10 мм и внешним диаметром 100, 200 мм. Необходимые куски труб отрезаются от заготовки ручной плазменной или газоплазменной резкой. Длины патрубков приведены в приложении А. Кромки труб обрабатываются вручную с помощью шлифовальных и эльборовых кругов, фрез, зубил, металлических щеток.
5. Сборка элементов аппарата
Сборка цилиндрического аппарата (рис. 5.1) проводится в следующей последовательности:
1. На обечайку устанавливаются ребра жесткости.
2. К патрубкам привариваются фланцы.
3. К эллиптической крышке, рубашке обогрева и коническому днищу корпуса аппарата привариваются патрубки с приваренными к ним фланцами.
4. К корпусу аппарата приваривается коническое днище.
5. На обечайку одевается рубашка обогрева и приваривается.
6. Приваривается коническое днище рубашки обогрева.
7. К обечайке и эллиптической крышке привариваются фланцы, которые соединяются болтами. Между фланцами устанавливается прокладка.
8. Прикручиваются крышки смотрового люка и сливного отверстия.
Для строповки привариваются ушки (два сверху и три на эллиптической крышке). Опоры привариваются на месте монтажа. Одна опора должна быть подвижной для компенсации температурных деформаций аппарата.
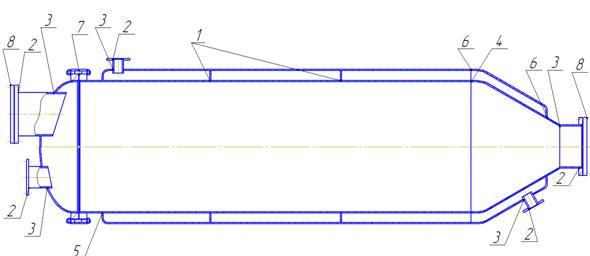
Рисунок 5.1 – Порядок сборки аппарата
ВЫВОДЫ
В ходе выполнения курсового проекта по дисциплине «Технологические основы химического машиностроения» были рассмотрены типовые технологические процессы изготовления деталей аппаратов химических производств.
Для цилиндрического теплообменного аппарата работающего под давлением, который был сконструирован ранее на дисциплине «Основы проектирования в химическом машиностроении», был составлен порядок технологических процессов изготовления. Этот порядок состоит из процессов изготовления элементов аппарата (обечаек, днищ, эллиптической крышки, ребер жесткости, патрубков, фланцев) и их сборке.
Для каждого технологического процесса приведены описание и оснастка.
ПЕРЕЧЕНЬ ССЫЛОК
1. Никифоров А. Д., Беленький В. А., Поплавский Ю. В. Типовые технологические процессы изготовления аппаратов для химических производств. Атлас. Учебное пособие. М.: Машиностроение, 1979. -277с.
2. Берлинер Ю. И., Балашов Ю. А. Технология химического и нефтяного аппаратостроения. М.: Машиностроение, 1976 .- 256 с.
3. ОСТ 26 – 291 – 87. Сосуды и аппараты стальные сварные. Общие технические условия.
4. Егоров М. Е. и др. Технология машиностроения. Учебник для вузов. М.: Машиностроение, 1976. – 534 с.
5. Маталин А. А. Технология машиностроения. Л.: Машиностроение, 1985.-496 с.
6. Поплавский Ю. В. Технология химического аппаратостроения. М.: Машиностроение, 1961.-286 с.