Кафедра: рудно-термічних процесів і маловідходної технології
Спеціальність: металургія чорних металів
Тема випускної роботи:
Розробка технології виплавки чавуну з використанням агрегату Ромелт
Науковий керівник: професор Ярошевський Станіслав Львович
Вступ
Світова криза у другій половині 2008 року показала неспроможність українських підприємств пристосуватися до змін на міжнародному ринці металу. Нерозвинений внутрішній ринок споживання металу, застаріле обладнання (знос: доменні цеха до 80%, прокатні до 90%, конвертерні до 30%), підвищена енергоємність виробництва, відсутність родовищ з високим вмістом заліза, висока вартість палива, застарілі технології, невміла маркетингова політика — ось деякі з багатьох факторів , яки призвели к плачевній ситуації у металургійній галузі України.
На собівартість сталі найбільший вплив вчиняє виробництво чавуну і збагачення руди. Тому необхідні корінні зміни в технології вироблення сталі, як введенням в експлуатацію міні-заводів, так і впровадженням бескоксовой технології.
Актуальність теми
Видалення з доменної плавки коксу першочергова задача металургів. Використання бескоксовой технології дозволить повністю відмовитись від коксу, повніше використовувати сировинну та паливну базу країни. До того ж зменшиться вплив на навколишнє середовище.
Мета і задачі роботи
Визначити ефективність використання агрегатів прямого здобутку заліза для умов України, розрахувати параметри агрегатів, вибрати оптимальне відношення продуктивність/собівартість отриманої продукції.
Практична цінність результатів роботи
Вибір рудної частини шихти і палива учиняють вирішальний вплив на ведення плавки в агрегатах прямого відновлення. Здійснен розрахунок шихти, матеріальних і теплових балансів.
Основна частина
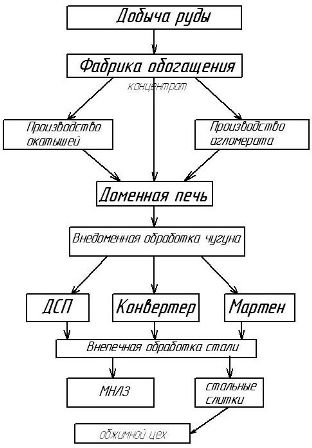
Загальновідомі причини пошуку процесів бездоменного одержання металлу. Розрізнюють процеси виробництва твердого (губчатого) заліза і рідкого металу (рідкофазне відновлення ). Їх розвиток стимулюється різними причинами: зростаючий дефіцит вугілля, що коксується, потреба у першорідному залізі, не забрудненому домішками кольорових металів, зростанням цін на природний газ, нафту. До того ж більшість богатих родовищ виснажені, а більшість містять 35-40 % Fe в руді і багато шкідливих домішок, таких як миш'як, фосфор, сірка, свинець, що є неприпустимим для доменної печі. У нинішній час в світі найбільш поширена схема виробництва сталі, яка містить збагачення, агломерацію, доменну пічь і конвертер чи дугову сталеплавильную піч (рис. 1).
Рисунок 1. Класична схема металургійного виробництва
Однак дана схема є недосконалою по низці причин. По-перше, в аглодоменній схемі втрачається до 30 % заліза. По-друге, великі енерговитрати при агломерації і великі втрати тепла при данній багатоланковій схемі. По-третє, класична схема не дає можливості перероблювати бідні руди і відходи металургійного виробництва. Особливо важливен екологічний аспект, тому що для виплавки чавуну в доменній печі потрібен кокс, виробництво якого є найбільш шкідливим, також в процессі агломерації виділяється найбільша кількість пилу, SO2 і NO2. Бескоксова металлургія вважається однією з найбільш динамічно розвиваючихся. Такої різноманітності технологій і агрегатів немає ні в доменному, ні в сталеплавильному виробництві. Для умов України бескоксова металургія є перспективним напрямком розвитку, цьому сприяють великі запаси залізних руд і енергетичного вугілля. Тому пропонується заміна класичної схеми на бескоксову.
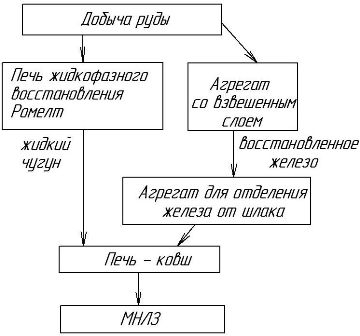
Схема, що розроблюється, включає піч рідкофазного відновлення Ромелт, агрегат у суспендованому слої (за зразок узят агрегат FINMET), плавільна піч для переведения твердого відновленного заліза у рідкий стан і агрегат ківш-піч і вакууматор (рис 2). Розглянемо кожен з элементів схеми докладніше
Рисунок 2. Бескоксова схема металлургійного виробництва
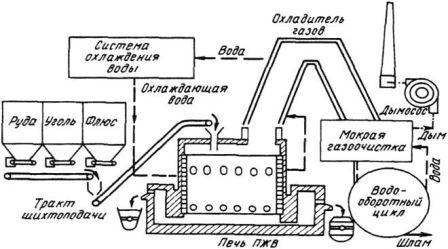
Піч Ромелт (ПРВ) розроблена Московським інститутом сталі і сплавів у 1979 році. Основою нового процесу є відновлювальна плавка, яка проводиться в одну стадію у плавільно-відновлювальному агрегаті(рис.3). Окрім зменшення капіталоємкості і експлуатаційних витрат, це забезпечуєпідвищення виробничої надійності процесу в результаті усунення неув`язок між агрегатами в тепловому балансі, технології і організації роботи. При цьому головною ціллю було використання залізовмісної сировини без підготовки до огрудкування, у тому числі пиловидного, при можливо широкому діапазоні вмісту заліза. У якості відновлювача та енергоносія використовується енергетичне вугілля без попередньго підготування його у виді пиловугілля.
Рисунок 3. Схема установки Ромелт
Суть процесу плавки полягає у відновленні заліза з його окислів, які знаходяться у шлаковій ванні з замішаним в ній вугіллям. Ванна через бокові фурми барботується дуттям з киснем. Відновлювальний газ, який утворюється від піролизу вугілля, його неповного згоряння до СО і прямого відновлення оксидів заліза допалюється над ванною до СО2 и Н2О кисневмісним газом, який подається через другий ряд фурм. При цьому забезпечується додатковий прихід тепла до шлакової ванни, необхідний для одностадійного плину процесу відновлення.
В даній технологічній схемі допалювання газу виключене, верхній ряд фурм відсутній. Агрегат Ромелт виконує дві функції: плавлення рудних матеріалів і отримання чавуну, і одержування відновлювального газу, який використовується як відновлювач і джерело енергії у інших агрегатах. При недопалюванні різко знижується прихід тепла до шлакової ванни, збільшується витрата вугілля (до 1,5-2 т). Розроблюється схема вдування гарячого дуття разом з киснем для зменшення витрати палива і інтенсифікації процесу.
Стійкість агрегату в реакційній зоні (барботуємій шлаковій ванні) і в надшлаковому просторі (зоні допалення газу) забезпечується заміною вогнетривкої футеровки водоохолоджуємими кесонами з утворюючимся на них шлаковим гарнісажем. Безперервність плину процесу досягається постійним завантаженням в агрегат шихти і безперервним випуском з нього металу і відпрацьованого шлаку.
Залізовмісна шихта і вугілля подаються до агрегату з бункерів через вагові дозатори системою конвейєрів без спеціального змішування. Завантаження здійснюється через звичайний отвір у зведенні на шлакову ванну. У ванні при температурі 1500—1600 °С відбувається швидке плавління залізовмісної сировини і замішування вугілля в барботуєму зону при його піролізі і видалення летючих.
Дуття забезпечує необхідний барботаж ванни і генерацію тепла в результаті неповного спалювання вуглецю до СО. Краплини відновленого в шлаковій ванні заліза з його оксида навуглецьовуються, укрупнюються і опускаються на подину агрегата через зону спокійного шлаку, утворюючи металеву ванну з температурою 1375—1450 °С.
Видалення з печі металу і шлаку проводиться через відокремлені сифонні пристрої з відстійниками безнапірним спосібом, що забезпечує підтримку в печі необхідного постійного рівня металу і шлаку. Металеве, шлакове, сифонні пристрої і робочий простір печі представляють систему сполучених сосудів. Для промислового виробування ПРВ на Новолипецькому металлургійному комбінаті була збудована дослідна піч (рис. 3). Піч має площу 20 м2 і розрахована напродуктивність по металлу до 45 т/годину.
Позитивні сторони процесу Ромелт:
— виключення зі складу шихти більш дорогого коксу;
— використання енергетичного вугілля будь-якого хімсоставу;
— можливість побудування агрегата будь-якої одиничної потужності;
— використання кускової рядової руди, залізовмісних шламів;
— можливість проведення плавки на кислих шлаках;
— одержання великої кількості відновлювального газу;
— ступінь добування заліза складає 98-99 %;
— одержання попутних елементів, таких як цинк і свинець.
Недоліки процесу
— неможливість одержання низьковуглецевого чавуна;
— високий винос пилу (компенсується системою газоочищення і можливістю повернення уловленого пилу в процес);
— висока витрата кисню і вугілля;
— високі витрати тепла, особливо з відновлюваним газом.
Процес Finmet, разроблений фірмою Siemens VAI є удосконаленим варіантом процесу FIOR (потужністю 0,4 млн. т/рік гарячебрикетованого заліза). Він побудован на відновленні газом рудної мелочи крупністью меньш 12 мм (з яких 30% менш ніж 0,15 мм) в чотирьохступеневому агрегаті киплячого шару. Два промислові агрегати були побудовані і введені у дію. Обидві були розраховані на річну потужність 2 млн. т горячебрикетованого заліза. До складу кожної установи входять чотири виробничі лінії потужністю 0,5 млн. т на рік кожна. На кожній лінії є власний цикл для утилізації газу на повторну переробку, який включає установку для видалення CO2 . Повернений до обробки газ, змішаний зі свіжою порцією очищеного газу від печі Ромелт утворює відновлювальний газ. В останньому реакторі лінії температура підтримується у межах 780-800 0С, а тиск становить 14 бар. Витрата енергії в даному технологическом процесі складає близько 15 ГДж на 1 т відновленого заліза.
У наш час технологія з киплячим шаром пропонується фірмою Siemens VAI у варианті Finmet Megatrain, який представляє собою агрегат з однією линією потужністю до 1,2 млн. т/рік.
Література
1. Вегман Е.Ф. Метод расчетасостава шихты пр выплавке чугуна в печах Romelt и Corex .-1995 г., №5, :Известия высших учебных заведений. Черная металлургия
2. Роменец В.А Процесс жидкофазного восстановления.-1993 г,№7, Известия высших учебных заведений. Черная металлургия
3. Стеффен Р. Современное состояние процессов прямого и жидкофазного восстановления .-2007 г., Черные металлы
Важливе зауваження:
При написанні даного автореферату магістерська робота ще не завершена. Остаточне закінчення роботи грудень 2009 року. Контактна інформація: vankalight@mail.ru