
 -УКРАЇНСЬКА
-УКРАЇНСЬКА |
-АНГЛИЙСКИЙ -УКРАЇНСЬКА |

Донецкий национальный технический университет
Повышение уровня автоматизации производства предъявляет новые требования к системе инструментального обеспечения. Это связано с тем, что надежность работы инструмента оказывает непосредственное влияние на постоянство работы оборудования, а технический уровень инструментальной наладки влияет на производительность и гибкость системы.
Цель системы инструментального обеспечения - обеспечение бесперебойного питания цехов и рабочих мест высококачественной технологической оснасткой в нужном количестве и ассортименте при минимальных затратах на проектирование, приобретение (или изготовление) хранение, эксплуатацию, ремонты, восстановление и утилизацию.
Задачи:
1. Иванченко Ф.К. Конструкция и расчет подъемно-транспортных машин.-Киев: Вища школа, 1983.-351с.
2. Модзелевский А.А., Соловьев А.В., Лонг В.А. Многооперационные станки: Основы проектирования и эксплуатация.-М.: Машиностроение, 1981.-216с.
3. Колка И.А., Кувшинский В.В. Многооперационные станки.-М.: Машиностроение, 1983.-136с.
4. Прокопенко В.А., Федотов А.И. Многооперационные станки/Под общ.ред. А.И.Федотова.-Л.: Машиностроение.Ленингр.отделение.1989.-180с.
5. Дащенко А.И., Шмелев А.И. Конструкции и наладка агрегатных станков.-М.: "Высш.школа", 1970.-368с.
6. Малышко И.А., Беликов С.Г. Иструментальные цепные магазины и методика их расчета. Инженер. Студенческий научно-технический журнал.-Донецк: ДонНТУ, 2005.-132-138 с.
7. И.М.Баранчукова и др.Под общ.ред. Ю.М.Соломенцева Проектирование технологии.-М.: Машиностроение, 1990.-167-168 с.
8. Малишко І.О. ШЛЯХИ СТВОРЕННЯ КОНКУРЕНТНОЗДАТНОЇ ПРОДУКЦІЇ МАШИНОБУДУВАННЯ. Машиностроитель. Научно-технический журнал.-Донецк: ДонНТУ, 2004.-182-187 с.
9. Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков и автоматических линий.-М.: Машиностроение, 1971.-432-435 с.
10. Шаумян Г.А. Комплексная автоматизация производственных процессов.-М.: Машиностроение, 1973.-325-328 с.
11. Кован В.М., Корсаков В.С., Косилова А.Г. и др. Основы технологии машиностроения.- М.: Машиностроение, 1985.-211-215 с.
Современное автоматизированное производство может быть определено как компьютерно-интегрированное, связывающее воедино все процессы, необходимые для проектирования и производства заданной номенклатуры деталей.
Поскольку рациональная технология – это, прежде всего, рациональное использование инструмента, то в организации технологической системы любого производства основным и определяющим является организация инструментального обеспечения.
Повышение уровня автоматизации производства предъявляет новые требования к системе инструментального обеспечения. Это связано с тем, что надежность работы инструмента оказывает непосредственное влияние на постоянство работы оборудования, а технический уровень инструментальной наладки влияет на производительность и гибкость системы.
В процессе подготовки гибкого автоматизированного производства и его функционирования приходится иметь много вспомогательных структур, которые должны обеспечивать его бесперебойную работу. Все эти структуры образуют систему инструментального обеспечения, которая отличается от инструментального хозяйства неавтоматизированного производства наличием автоматических средств управления системой, складирования, перемещения инструментов, их установки на станки, ремонта и утилизации. Современное автоматизированное производство не может работать без автоматизации привычно ручных работ, связанных с доставкой, установкой и наладкой инструмента (СИО).
Эффективность организации СИО определяется:
1. снижением времени смены инструмента на станках;
2. снижением времени и трудоемкости подготовки инструментальных наладок;
3. увеличением суммарной стойкости каждого инструмента;
4. сокращением или полной ликвидацией простоев станков по вине режущего инструмента.
Для достижения этой цели необходимо реализовать следующие функции:
- определение потребности в инструменте;
- проектирование и изготовление инструмента;
- обеспечение бесперебойного снабжения производства инструментами;
- обеспечение безопасной и эффективной эксплуатации инструментов;
- информационное обеспечение инструментального хозяйства;
- управление инструментальным хозяйством.
В зависимости от уровня автоматизации производства может изменяться не только режим выполнения функций (ручной или автоматический), но и состав функций и способы выполнения тех из них, которые связаны с использованием инструмента. При высоком уровне автоматизации часть функций системы инструментального обеспечения могут выполняться в автоматическом режиме непосредственно на станке.
В настоящее время в отечественной и зарубежной практике разрабатываются и эксплуатируются системы инструментального обеспечения, решающие задачи учета, хранения, выбора и минимизации количества режущего инструмента с помощью ЭВМ. Такая система предполагает наличие условных структурных единиц, каждая из которых представляет набор технических, программных и информационных средств определенного функционального назначения.
Структура СИО должна быть гибкой, легко приспосабливаемой к существующей технологической системе и базовому технологическому процессу реального производства.
Гибкая система инструментального обеспечения, построенная на базе ЭВМ, сокращает запасы инструмента, повышает коэффициент его использования, уменьшает время на поиск и заказ необходимого инструмента. Без этого безвозвратно теряется 30-60% инструментальных запасов, идет накопление инструмента на рабочих местах, операторы теряют 20% времени на поиск инструмента.
ЭВМ используют базы данные на стандартные инструменты, идентифицированные номером детали, номером инструмента, кодом групповой технологии. При этом устраняется дублирование заказов на инструмент.
Применение ПК при наличии специального программного обеспечения позволяет организовать систему инструментального обеспечения, которая включает управление устройствами для предварительной настройки режущего инструмента, формирование графического изображения инструментальной наладки для станка, поиск инструмента в базе данных.
Система инструментальное обеспечение включает проектирование, изготовление, испытание, настройку, ремонт, утилизацию инструмента, его хранение, доставку на станок. Инструментальное обеспечение, по сути, представляет собой действия, направленные на приспособление технологического оборудования к изготовлению заданного изделия в установленном режиме работы с получением требуемых качественных и количественных показателей. Для достижения этой цели необходимо оснастить соответствующим инструментом станок. В связи с этим возникает необходимость в проведении работ по созданию, хранению, учету, доставке и установке оснастки. Для этого на предприятии создается инструментальное хозяйство и система инструментального обеспечения.
Структура СИО определяется типом производства, структурой базового технологического процесса, количеством инструментов, необходимым для обработки, наличием вычислительной техники и программного обеспечения. В общем случае она состоит из нескольких структурных единиц (рис. 1).
Одной из основных подсистем системы инструментального обеспечения автоматизированного производства является информационно-управляющая подсистема, которая выполняет следующие функции:
- учет наличия инструмента;
- определение необходимых комплектов инструментов с использованием базы данных по технологическим процессам и выдачей задания на сборку-настройку инструментальных блоков;
- хранение информации о составе режущих пластинок, режущего и вспомогательного инструмента, о комплектах необходимых инструментов, о схеме сборки, настроечных параметрах, точности сборки инструментальных блоков.
В системе четко организована работа каждой подсистемы, налажен обмен данными между ними, а также между подсистемами и управляющей ЭВМ. Так при подаче инструмента на станок осуществляются следующие операции: опознавание инструмента, ввод его параметров в УЧПУ станка, установка в магазин станка.
Снятый со станка инструмент проходит зону очистки и подается на участок демонтажа и восстановления. Здесь определяется его пригодность к дальнейшему использованию. Изношенный инструмент демонтируют и восстанавливают. Пригодные к использования и восстановленные инструменты передают на центральный склад, где они регистрируются и хранятся. На складе решаются вопросы необходимости необходимости изготовления или приобретения новых инструментов.
Каждому виду инструмента присваивается шифр и определяется место его хранения в соответствии с их функциональными возможностями. Инструмент комплектуется по типу и назначению в специальных типовых кассетах, где удерживается в специальных держателях. Эти кассеты используются на всех этапах хранения, манипулирования и транспортирования инструментов и инструментальных блоков после их снятия из станка. Кассета является базовым компонентом системы и соответствует форме тех инструментов, которые в ней ранятся и транспортируются. Кассеты могут быть выполнены в виде палет, ящиков, тумбочек и прочее.
Следующим этапом инструментального потока является выдача инструмента со склада, его регистрация и транспортировка на участок предварительной комплектации, сборки и монтажа. В ряде случаев здесь же может производиться предварительная настройка инструмента.
Следующим этапом инструментального потока является выдача инструмента со склада, его регистрация и транспортирование на участок предварительной комплектации и монтажа инструментальных наладок.
Набор инструментальных блоков, настроенных и сформированных в определенном порядке на соответствующую деталеоперацию, представляет собой инструментальную наладку. Часть инструментальной наладки, расположенная в определенной последовательности в позициях инструментоносителя, представляет собой инструментальный комплект.
После этого инструментальные блоки передаются в зону наладки, где инструмент измеряется и налаживается на необходимый размер. Участок наладки укомплектован средствами автоматической настройки инструмента на размер и контроля его параметров. Оператор замеряет положение режущих кромок относительно базовых поверхностей, а также другие параметры инструментального блока, необходимые для его установки на станке или в инструментальном магазине.
Собранные и налаженные на размер инструментальные блоки проходят полный конечный контроль, распознаются и кодируются. В кодовые датчики вводятся все необходимые данные для рациональной эксплуатации инструмента. Эти данные передаются на центральную ЭВМ, которая управляет всем технологическим комплексом.
Иногда зона подготовки инструментальных блоков и зона наладки объединяется в один участок.
Транспортирование полностью подготовленных инструментальных блоков к станкам осуществляется с помощью роботизированных тележек. Установка инструментальных блоков в револьверные головки, гнезда инструментальных магазинов осуществляется в зависимости от уровня автоматизации вручную или автоматически.
В период эксплуатации инструмента на станке непрерывно регистрируется время работы, состояние инструмента и др. данные. Эта информация запоминается в ЭВМ УЧПУ, передается в центральную ЭВМ, а частично записывается в электронном кодовом датчике инструмента.
Работа по обеспечению инструментами и технологической оснасткой выполняется подразделениями инструментального хозяйства и ведется по двум направлениям:
- инструментальное производство;
- инструментальное обслуживание.
Планирование предприятия в инструменте производится по двум направлениям:
1) планирование расходного фонда;
2) планирование оборотного фонда.
Под расходным фондом понимается количество инструмента, которое будет израсходовано на определенную производственную программу.
Оборотный фонд – это необходимые запасы, которые обеспечивают бесперебойную работу основных подразделений. Структура оборотного фонда на предприятии составляет 100%: 70% находится в ЦИС, 20% - в ИРК, 5% - в ремонте, 5% - в заточке.
Количество необходимых инструментов определяется:
- номенклатурой обрабатываемых деталей;
- сложностью деталей (количеством различных поверхностей, каждая из которых требует для своей обработки отдельного инструмента);
- трудоемкость обработки деталей;
- условиями эксплуатации инструментов (вероятностью поломки);
- стойкостью инструмента.
В общем виде потребность в инструменте для изготовления партии деталей может быть определена:
Периоды эксплуатации инструмента и замены новыми комплектами зависят от расчетной стойкости режущих частей и производственной программы деталей, изготовляемых с помощью этого инструмента.
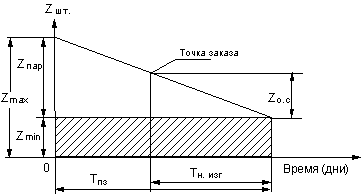
Размер запасов инструмента в оборотном фонде в основном устанавливается по системе "максимум- минимум", то есть каждый вид инструмента имеет три нормы запаса (рис.1);
- максимальный Zmax;
- минимальный Zmin;
- запас в "точке заказа" Zт.з.
Эти нормы запаса рассчитываются по формулам:
В крупносерийном и массовом производстве используют автоматические линии, состоящие из специальных станков-автоматов для обработки тел вращения или агрегатных и специальных станков при обработке корпусных деталей.
Так как эти линии переналаживают очень редко, то чаще всего используется специальный инструмент, обеспечивающий максимальную производительность при обеспечении заданной точности обработки.
Необходимым условием бесперебойной работы автоматической линии является надежность организации инструментального хозяйства и системы смены инструмента. Остановка одного из станков по причине износа или поломки режущего инструмента приведет к остановке всей линии или ее части. Особенно это актуально для линий с жесткой межагрегатной связью.
В массовом и крупносерийном производствах замена инструмента происходит на рабочих местах в строго установленное время, после выполнения определенного количества деталей или после обработки расчетной партии деталей независимо от состояния режущей части инструмента, то есть применяется принудительная замена затупившегося инструмента; в серийном и единичном производствах – по требованию наладчиков и рабочих.
Сущность принудительной замены заключается в том, что периодически инструмент, используемый на рабочих местах, независимо от его фактического состояния должен быть заменён заточенным.
Принудительная замена имеет профилактическое значение: она предупреждает ускоренный износ станка и повышенный расход инструмента, которые обычно являются следствием работы тупым инструментом.
Принудительная замена производится по соответствующему графику. Её обязательной предпосылкой являются повторяемость и стабильность технологических операций и режимов.
Особенно велико значение принудительной по графику замены инструмента, используемого на автоматических линиях. Наряду с заменой, осуществляемой наладчиками, в этих условиях расширяется применение автоматической замены.
Принудительную замену иинструмента планируют исходя из регламентированных периодов стойкости инструмента. Потери времени, связанные с заменой инструмента, существенно сокращаются при групповой замене инструмента. В этом случае при смене одного инструмента, затупление которого достигло предельного значения, одновременно сменяются другие инструменты, работоспособность которых использована на 80-90%. Такой метод наиболее эффективен при использовании агрегатных станков, так как в этом случае части приходится менять кондукторные плиты, втулки или производство других работ, требующих больших затрат времени.
При разработке графика принудительной смены для каждого инструмента устанавливают его фактическую среднюю стойкость. После этого инструменты объединяют в группы по стойкости таким образом, чтобы стойкость инструментов в группе различалась не более чем на 15-20%. Среднее значение стойкости должно быть кратно времени одной рабочей смены. Допустимое время простоев, связанное с заменой инструмента не должно превышать 10% номинального фонда времени работы линии. Если это время превышает 10% необходимо сократить зону обслуживания наладчика или применить инструмент с более высоким значением стойкости.
При этом инструменты могут объединяться в группы постоянного состава или переменного состава.
Группы постоянного состава используют в случае применения неавтоматизированных систем инструментального обеспечения.
При составлении графика принудительной замены инструмента выделяют две группы инструментов.
Первая группа – инструмент, у которого Тср<0,5Fд, где Fд – действительный фонд работы линии в одну смену, мин.
Вторая группа - инструмент, у которого Тср>=0,5Fд. Инструменты второй группы могут быть разделены на более мелкие подгруппы, для которых g*0,5Fд<Тср<(g+1)*0,5Fд, где g – целое число. Для инструментов с Тср=0,5Fд замену производят в обеденный перерыв и между сменами.
В современных условиях при использовании ЭВМ для управления автоматическими линиями инструменты объединяют в группы переменного состава. При этом группы инструментов, подлежащих смене, формируются автоматически. Это происходит следующим образом. Устройство ЧПУ каждого станка линии постоянно фиксирует состояние и ресурс времени, отработанный каждым инструментом. При поступлении сигнала на смену одного инструмента из-за его поломки, износа или неудовлетворительного качества обработанной поверхности, происходит оценка ресурса всех остальных инструментов и сравнение его с информацией, заложенной в память УЧПУ. Устройство сравнения запрограммировано таким образом, что команда на смену поступает, если потери от недоиспользования ресурса будут меньше, чем прибыть от сокращения времени простоя оборудования при смене инструмента группами постоянного состава.
При большом рассеянии периодов стойкости инструментов целесообразно проводить их принудительный осмотр через каждую треть расчетного периода стойкости. Информация наладчику о необходимости осмотра инструментов может поступать автоматически. Эта информация может быть приоритетной или сообщаться при остановке линии по любой причине.
Информация наладчику о составе группы инструментов, подлежащих смене или осмотру, выводится на дисплей пульта управления линией. Информация о смене инструментов вводится наладчиком через устройство ручного ввода.
Максимальное преимущество использование групп переменного состава дает при значительном различии оптимальных периодов стойкости используемых инструментов.
Работа наладчиков должна быть смещена по отношению к работе операторов на 15-20 мин, чтобы к началу смены линия была полностью готова к работе.
Графики принудительной смены инструментов необходимо периодически корректировать, так как обрабатываемость заготовок и свойства различных партий инструментов могут быть различными.
Система активного обеспечения автоматической линии инструментом предусматривает наличие постоянного запаса инструмента в инструментальных шкафах достаточного для бесперебойной работы линии в течение смены, и пополнение его по графику, а также возможность досрочной доставки инструмента на линию по сигналу АСУ или наладчика.
При этом инструментально-раздаточная кладовая должна постоянно отслеживать наличие запаса инструмента на линии и пополнять его.
Внутрицеховая раздача инструмента может производиться электрокарами или с помощью специальных транспортеров. В сроки, установленные графиком, экспедитор доставляет инструмент на участок, раскладывает его в специальные шкафы и забирает отработавший инструмент.
Системы инструментального обеспечения этого типа называют системами инструментального обеспечения с индивидуальной подачей инструмента.
Систему инструментального обеспечения таких линий организуется двумя способами:
1. Склады (накопители, дополнительные магазины) инструментов располагаются около каждого станка линии.
2. Склад инструмента – общий для всех станков линии.
Оборотный фонд складывается из инструментов, находящихся на рабочих местах, в ИРК и на участках подготовки, настройки и комплектования. Расчет оборотного фонда каждого инструмента производится с учетом времени его пребывания на восстановлении, допустимого количества переточек и числа одновременно работающих инструментов данной номенклатуры.
На автоматической линии целесообразно внедрять систему автоматического контроля страховых запасов инструментов в инструментальном шкафу, которая предусматривает автоматическую сигнализацию диспетчеру о нарушении запаса по конкретному инструменту. Сигнал подается датчиком, установленным в гнезде для хранения конкретного инструмента. Датчик подключен к тому инструменту, при изъятии которого остается только страховой запас. На контроль необходимо брать те позиции инструмента, которые могут нарушить ритмичность работы. В каждом шкафу на контроль может быть подключено до 10 позиций.
Эффективная работа станков с ЧПУ, входящих в ГПС, во многом зависит от своевременной смены инструмента в магазинах станков.
Автоматизированные транспортно-накопительные системы инструментов предназначены для выполнения следующих функций:
- автоматического транспортирования и распределения инструментов по станкам комплекса;
- автоматической загрузки и выгрузки инструментов из магазинов инструментов станков при переходе на обработку другой детали и хранения их в центральных накопителях;
- вывода из автоматизированных станочных комплексов инструментов на переналадку и заточку;
- ввода в автоматические станочные комплексы новых комплектов инструментов.
Характерными особенностями многооперационных станков с ЧПУ являются специальные накопители – магазины инструментов для размещения режущего инструмента и механизации для автоматической перегрузки его в заданной последовательности из магазина в шпиндель станка и обратно.
Транспортно-накопительные системы инструментов в ГПС состоят их буферных накопителей магазинов инструментов барабанного или цепного типа, которые устанавливают у каждого станка и центрального накопителя для отдельных наладок инструментов.
Возможны три принципиальные схемы организации подачи инструмента с центрального склада на станки:
1. Подача с центрального склада, в котором расположен участок комплектации инструментальных наладок и настройки инструмента на размер, осуществляется непосредственно к станкам (рис.3). Доставка инструмента может осуществляться тележками, автокарами и т.д.
При наличии большого количества ГПС, обслуживаемых центральным складом, увеличивается частота транспортных потоков и значительно загружается работой центральный склад; эту схему рекомендуется применять как временную на первых этапах внедрения ГПС, или при малой номенклатуре деталей, закрепленных за ГПС (менее 20). При этом все инструменты находятся в инструментальных магазинах станков ГПС.
2. Подача инструмента с центрального склада через промежуточный склад, общий для всех станков типа ОЦ, объединенных в один ТПМ, и загрузка роботом со стеллажа промежуточного склада в стационарные магазины станков (рис.4).

Доставка инструмента на ОЦ непосредственно с центрального склада ограничивает автономию ГПС. Выбор практически должен быть сделан между второй и третьей схемами, каждая из которых имеет свои преимущества и недостатки. Третья требует создания новых ОЦ со сменными магазинами или требует существенной модернизации существующих ОЦ. Вторая схема позволяет автоматизировать загрузку инструмента роботами в магазины как новых, так и существующих ОЦ.
Преимущества загрузки с общего стеллажа позволяют иметь на ОЦ небольшой магазин (или вообще отказаться от него), иметь ОЦ с магазинами разной конструкции, тогда как при сменных магазинах все станки должны иметь одинаковые магазины. Подача каждому станку своего магазина усложняет автоматизацию, требует дополнительных устройств установки и перевозки разных магазинов, увеличивает потоки и вероятность простоев из-за магазина. Наличие общего стеллажа инструмента сокращает общее количество инструмента, находящихся в обороте, а значит и себестоимость продукции.
Однако при большом количестве ОЦ в одной ГПС создание общего инструментального стеллажа и применение роботов для загрузки инструмента могут затруднить свободу в размещении станков и др. оборудования ГПС, и применение сменных или дополнительных магазинов может оказаться предпочтительнее.
Опыт показывает, что предварительная настройка инструмента вне станка и установка его в магазины на автоматизированном рабочем месте не требует значительного времени: один оператор – настройщик за одну смену подготавливает инструменты, необходимые для обеспечения работы десяти-двенадцати ОЦ, работающих в три смены.
Современное машиностроение и приборостроение характеризуются широким применением конструкционных материалов, обладающих специальными физико-механическими свойствами.
Широкое использование материалов со специальными свойствами, высокие требования к точности размеров и геометрической формы, сложность конструкции деталей часто приводят к тому, что традиционные методы формообразования поверхностей деталей резанием оказываются малоэффективными, а иногда и неприменимыми.
В машиностроении непрерывно растет применение деталей из металлических и неметаллических материалов, получаемых штамповкой, прессованием, прокаткой, точным литьем и т. д., что вызывает необходимость создания большого количества штампов, литейных форм, прокатных валков, матриц, пресс-форм. Обычно такая оснастка имеет сложную форму и конструкцию, ее изготовление трудоемко и требует применения труда высококвалифицированных слесарей-лекальщиков и значительных материальных затрат.
|
|
|