



ВВЕДЕНИЕ
1. Обработка изделий из стекла и хрусталя
2. Факторы, определяющие производительность процесса алмазного
шлифования
3. Влияние характеристик алмазных кругов на производительность
при обработке керамики:
3.1 Зернистость алмазов в кругах
3.2 Связка алмазных кругов
3.3 Концентрация алмазов
4. Влияние режимных параметров обработки на производительность:
4.1 Скорость круга и стола
4.2 Сила прижима круга к заготовкам
4.3 Ширина и диаметр алмазных кругов
5. Влияние технологических факторов на производительность:
5.1 Продолжительность шлифования
5.2 Расход СОЖ
ЗАКЛЮЧЕНИЕ. Разработка предложений по повышению
производительности шлифования ХНМ
Перечень ссылок
Уже во времена Римской империи алмаз использовали для гравировки каменных плит (об этом писал в своем сочинении «Естественная история» Плиний Старший). С XVIII века его стали применять при обработке гранита. Время шло, технологии развивались, и yже к началу XIX века был выдан первый патент на использование алмазного инструмента для шлифования.
По-настоящему популярным алмазный инструмент стал перед Второй мировой войной. Но тогда более широкому прорыву мешали два фактора: немалая стоимость минерала и сложность его сортировки. В природе его было не так уж много, это количество не могло удовлетворить потребности производителей. К тому же для обеспечения качества продукции требовалась высокая степень однородности алмазной крошки.
Проблему решила химическая промышленность - искусственный «заменитель» впервые синтезировали в начале 50-х годов прошлого века.
Идея синтеза очень проста: измельчают графит и при температуре 800 градусов подвергают высокому давлению. Алмазы получаются чистыми, без вкраплений посторонних материалов, которыми грешат их натуральные «собратья», следовательно, более твердыми и стойкими к ударному воздействию. К тому же синтез позволяет «программировать» их форму и размер, что положительно сказывается на качестве готовой продукции, промышленность получила в свое распоряжение искусственный алмаз - термодинамически метастабильную полиморфную модификацию углерода [3].
Шлифование стекла алмазным инструментом широко применяется в различных видах производства, например при обработке технического листового стекла, автомобильного стекла, оптического стекла, художественного стекла (хрусталя) и стеклянной посуды.
Для обработки кромок стекла применяют алмазные круги с полукруглым, трапецеидальным профилем и другими профильными рабочими поверхностями. Для обработки кромок обычно используют алмазные круги на гальванической связке и металлических связках. Алмазные круги изготавливают из алмазных порошков марок АС6 — АС32 (синтетические алмазы) зернистостью 200/160 — 63/50 мкм на гальванической связке (никель) или на металлических связках марок М2-30, М2-01, МЗ-04 [7].
По ходу работы режущая способность алмазного круга уменьшается, поэтому для сохранения производительности необходимо увеличить силу прижима алмазного круга к стеклу. Если на обработанной кромке стекла образуются сколы, то для восстановления режущей способности требуется правка круга.
Алмазные инструменты широко применяют для обработки хрустальной и стеклянной посуды: нанесения «алмазной» грани, шлифования плоских поверхностей, ножек изделий (рюмок, фужеров и др.), притупления острых кромок (фацетирования), гравировки рисунка, притирки конических поверхностей. Для этих работ используют алмазные круги формы 14ЕЕ1, 1ЕЕ1 на металлических связках.
Типоразмер круга выбирают в зависимости от вида операции, конфигурации и размеров обрабатываемой поверхности. Как правило, изделия средних и крупных размеров обрабатывают на станках вручную, изделия малых размеров на станках-автоматах с запрограммированным рисунком [2].
Большое значение имеет подготовка алмазного круга к работе. После консервации его необходимо тщательно осмотреть; не допускаются трещины, отслаивание алмазного слоя, забоины, раковины. После закрепления круга во фланцах следует произвести балансировку, а после установки на шпинделе станка — выправить круг в целях устранения биения режущей поверхности. Угол профиля круга обычно составляет 90, 110,130 и 140 град.
На основе абразивной массы созданы полировальные инструменты в форме таблеток, чашечных кругов, кругов прямого профиля из смеси диоксида церия и субмикропорошков синтетического алмаза на полимерной связке для полирования поверхностей деталей из стекла.
Применительно к изделиям из стекла были определены и испытаны различные схемы обработки, соответствующие конструкции инструментальных головок и макеты станков.
Указанные инструмент, макет станка и процесс могут быть рекомендованы в качестве основы для создания промышленной технологии скоростного оптического полирования плоских и сферических поверхностей оптических деталей.
Ограночное декоративное полирование светотехнических деталей полировальными кругами за один цикл позволяет снизить шероховатость обработанной поверхности от 1,8 до 0,05 мкм и получить четкую, без завалов, грань с высокой отражательной способностью.
В сочетании с операциями грубого и тонкого ограночного шлифования подвесок из хрустального стекла, рассмотренный полировальный инструмент позволяет построить процесс полной их алмазной обработки, что значительно снижает трудоемкость, увеличивает выход годных изделий, улучшает их качество, создает условия для автоматизации процесса, перспективу широкого применения инструмента и процесса при обработке светотехнических и художественно –декоративных изделий из стекла и хрусталя [12].
В существующем и вновь проектируемом оборудовании реализуются обычно два принципа работы: многоместная параллельная и последовательная поштучная обработка деталей. При первом методе в зависимости от габаритов на столе станка одновременно обрабатывается до 1000 заготовок. Вспомогательное и штучное время обработки одной заготовки получаются малыми. При последовательном методе требуется за один проход при напряженных режимах снимать весь припуск, однако получить более высокую производительность при этом не всегда удается. Многоместная обработка керамических деталей — один из важнейших методов повышения производительности их обработки.
Вторым методом повышения производительности является применение взамен периферийного торцового алмазного шлифования. При периферийном шлифовании поверхность контакта круга с обрабатываемой деталью небольшая. За каждый оборот круга алмазное зерно оставляет царапину на материале заготовки длиной на несколько порядков меньше, чем длина окружности круга. Следовательно, зерна круга большую часть времени работают вхолостую, не совершая полезной работы. Сущность работы торцового круга иная. Простая замена периферийного торцовым шлифованием уже интенсифицирует процесс обработки керамических деталей. Большая площадь контакта круга с заготовкой, и следовательно, большая производительность, равномерное распределение давления круга на поверхности заготовки, уменьшение тепловыделения, меньший процент брака по сколам кромок заготовки, меньшая глубина дефектного слоя обеспечивают постепенную замену периферийного шлифования торцовым. При торцовом шлифовании номинальные давления в зоне контакта на один - два порядка меньше, чем при периферийном. В резании принимает участие большое число зерен, причем путь резания каждого зерна за оборот круга значительно длиннее.
Режимы шлифования и характеристика алмазного круга являются для производительной обработки факторами большой значимости. Направления интенсификации режимов при механической обработке материалов получили названия скоростного и силового шлифования. Большие резервы высокой производительности заложены в скоростном шлифовании керамики. При высоких окружных скоростях круга в зоне обработки за единицу времени перемещается большее число алмазных зерен, чем при обычных скоростях. При этом, сохраняя ту же глубину резания каждым алмазным зерном, что и при обычном шлифовании, обеспечивают более высокие скорости съема керамики. Для этого окружная скорость стола с закрепленными заготовками значительно увеличивается.
Возможность применения интенсивных режимов шлифования определяется характеристиками и состоянием алмазных кругов. Режущая способность кругов определяется маркой алмазов, зернистостью, связкой, концентрацией алмазов, геометрическими размерами алмазоносного слоя кругов, а также состоянием — топографией режущей поверхности. Кроме того, например, возможность скоростного шлифования определяется геометрической точностью кругов, от которой зависит величина их дисбаланса. Интенсификация режимов шлифования алмазным кругом любой характеристики возможна только до определенных пределов, обусловленных ограничениями со стороны каждого элемента технологической системы СПИД: предельными значениями мощностей станка, скоростей круга и стола с заготовками, поперечной подачи; прочности и термостойкости клеевого крепления заготовок к поверхности стола; режущей способности и стойкости круга; прочности обрабатываемого материала, точности размеров и формы детали и т. д.
Применение интенсивных режимов обработки часто ограничивается прочностью шлифуемого материала. Сила Ру или давление является сильнодействующим фактором, прямо определяющим уровень производительности. Однако действие его не беспредельно. Вопрос о предельно допустимом давлении очень сложен и должен решаться с учетом конкретных условий шлифования. Величина предельного давления зависит от характеристики алмазного круга. Крупнозернистыми кругами можно работать с большим предельным давлением. У кругов на разных связках различна высота выступания зерен над поверхностью связки, поэтому и предельное давление шлифования для каждого из них должно быть разным. Большое разнообразие связок, а соответственно, и их свойств позволяет надеяться найти такие из них, которые при трении о поверхность керамики достаточно интенсивно изнашивались бы и не оставляли на ней следов. Работа такими кругами с предельными давлениями позволила бы обеспечивать их самозатачивание и тем самым исключить трудоемкую правку [13].
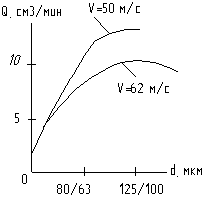
Зернистость алмазов в кругах является одним из
наиболее сильнодействующих факторов, определяющих производительность шлифования керамики. С увеличением зернистости производительность шлифования при всех использованных режимных параметрах растет (рис 1).
Нелинейная связь производительности с зернистостью кругов не может определяться лишь простым изменением размеров зерна [13].
Изменение размеров зерен сопровождается не только изменением их геометрических параметров, а частности углов заострения у вершин и радиусов округления вершин, но и изменением топографии рабочей поверхности круга. Известно, что увеличение зернистости круга сопровождается уменьшением числа зерен на его рабочей поверхности. Сам по себе этот фактор не может сильно влиять на производительность. При постоянной силе (Ру = const) приходящаяся на зерна нагрузка внедряет их в обрабатываемый материал на большую глубину и компенсирует уменьшение числа царапин, поддерживая таким образом примерно одинаковый съем материала. Однако в реальном круге распределение нагрузки на алмазные зерна происходит по более сложной схеме, в связи с чем эта пропорциональность нарушается. Низкая производительность мелкозернистых кругов связана с малой высотой выступания зерен из связки, что приводит к контактированию с обрабатываемой поверхностью не только самих зерен, но и связки, воспринимающей часть нагрузки на себя. Кроме того, незначительная разновысотность зерна увеличивает процент неактивных зерен, не производящих царапания, так как глубина шлифования соизмерима с глубиной упругого внедрения зерен. В этом случае важную роль играет твердость связки, потому что упругое внедрение зерен возможно как в керамику, так и в связку. С ростом зернистости увеличивается высота выступания зерен из связки и уменьшается вероятность контактирования связки о поверхность заготовок. Следовательно, производительность растет. Одной из причин, вызывающей снижение производительности кругов с зернистостью крупнее критической, является увеличение радиуса округлении вершин зерен. При этом, очевидно, нарушается линейная связь между глубиной внедрения и вертикальной силой, приходящейся на одно зерно.
Связка алмазных кругов в значительной степени определяет их режущие свойства. Упругие свойства связки определяют глубину внедрения зерен в обрабатываемый материал. Состав связки определяет прочность удержания ею зерен в круге при приложении к ним тангенциальных сил шлифования. Вязкая и прочная связка долго удерживает алмазные зерна и при чрезмерном затуплении их не позволяет режущей поверхности круга обновляться. В широком диапазоне режимных параметров показали себя наилучшими по критерию производительности связки М04 и M1. Наиболее высокие режущие свойства показали круги с металлизированными зернами на связке МО4. Производительность шлифования керамики этими кругами на 20—50% выше, чем на связках Ml, МС6, М08, МЖ [13].
Концентрация алмазов в кругах незначительно влияет на производительность обработки (рис 3). С увеличением концентрации от 50 до 150% производительность падает на 5—10% [13].
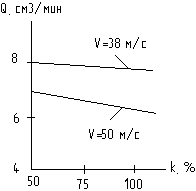
Увеличение числа зерен на режущей поверхности круга, вызываемое повышением концентрации, приводит к соответствующему увеличению числа царапин на шлифуемой поверхности детали. Однако глубина царапин уменьшается обратно пропорционально числу режущих зерен, так как при одинаковой силе прижима круга нагрузка на каждое зерно снижается, Таким образом, объем удаляемого за минуту материала изменяется незначительно. Некоторое ухудшение режущих свойств кругов с высокой концентрацией алмазов может быть связано с трудностями их правки. Низкая интенсивность их правки приводит к более длительному взаимодействию алмазных зерен круга с правящим абразивным инструментом, что в большей степени их затупляет.
У кругов с алмазами разных марок с различными связками и зернистостью максимум производительности получен при 70 м/с (рис 4). В зависимости от характеристик кругов и силы резания экстремальное значение производительности изменяется от 7 до 11 [13].
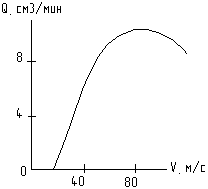
Дальнейшее увеличение скорости шлифовании приводит к снижению производительности. Это явление объясняется тем, что с увеличением скорости круга уменьшается глубина внедрения отдельных абразивных зерен в обрабатываемую поверхность. Критическая окружная скорость круга достигается в том случае, когда глубина его внедрения настолько снизится, что не происходит отделения стружки.
Другой причиной снижения производительности шлифовании при очень высоких скоростях круга объясняют появлением вибраций с нежелательными параметрами из-за недостаточной жесткости станка и отсутствия динамической сбалансированности быстро вращающихся его частей.
Сила Ру прижима круга к заготовкам или давление так же, как и скорость его вращения, является важнейшим режимным параметром (рис 5). Производительность шлифования керамических заготовок постоянной ширины кругами различный характеристик и типоразмеров, со скоростью 68 м/с прямо пропорциональна давлению [13].
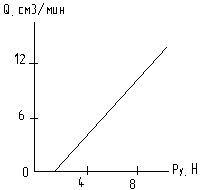
Это происходит потому, что повышение нагрузки приводит к большей глубине внедрения алмазных зерен в обрабатываемый материал и, следовательно, к увеличению объема удаляемого за минуту материала.
Установлено, что при равных давлениях, а не силах, широкие круги работают производительнее, узких на 30—40%. Следует заметить, что производительность возрастет не пропорционально ширине, а несколько меньше [13].
От ширины алмазоносного слоя кругов производительность шлифования не должна существенно зависеть, если сила прижима кругов одинакова. Между глубиной внедрения зерна в керамику и силой, к нему приложенной, существует практически прямая связь. Узкий круг образует меньше царапин, чем широкий, но глубина их больше. При обратной пропорциональности между числом царапин и их глубиной объемы удаляемого за минуту материала широким и узким кругом должны быть примерно равны. Это равновесие нарушается из-за различия в состоянии режущей поверхности кругов разной ширины. У широкого круга, имеющего большую площадь контакта с заготовками, хуже условия для выхода отходов из зоны шлифования. Условия очистки режущей поверхности вне зоны контакта также хуже у широкого круга. Большее количество шлама на единицу площади режущей поверхности круга создает менее благоприятные условия для работы алмазных зерен. Круги большего диаметра при шлифовании одинаковых заготовок имеют большую часть рабочего кольца свободной, поэтому охлаждающая жидкость дольше омывает его свободные участки, и на входе в контакт с заготовками круг имеет более чистую поверхность. Этим можно объяснить меньшую чувствительность к засаливанию больших кругов.
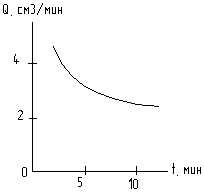
Режущая способность алмазного круга не постоянна, со временем она снижается. Интенсивность этого снижения не одинакова в различные периоды работы круга (рис 6). Сразу после правки производительность шлифования кругом наибольшая, но она заметно снижается обычно в течение 0,5—3 мин. По окончании начального периода шлифование протекает с медленно снижающейся производительностью [13].
Природа явлений, лежащих в основе закономерности снижения режущих свойств круга, сложна. Рабочая поверхность круга, сформированная правкой, характеризуется глубоким рельефом с сильно выступающими острыми алмазными зернами. С началом шлифования начинается изменение состояния режущей поверхности круга; наиболее оголенные, слабоудерживаемые связкой зерна вырываются, производя, однако, полезную работу при эвакуации из зоны шлифования. Прижимаемые к поверхности керамики они царапают ее. Наиболее выступающие участки рельефа, воспринимающие наибольшую нагрузку, интенсивно изнашиваются. Эго приводит к выравниванию рельефа, которое характеризуется, с одной стороны, уменьшением межзеренного пространства, а с другой — более равномерным нагружением большого числа зерен. Последним и вызывается переход к периоду замедленного снижения производительности, так как из-за уменьшения нагрузки, приходящейся на зерна, износ их и затупление происходят медленнее.
Снижение производительности шлифования алмазным кругом с течением времени сопровождается уменьшением расходуемой им мощности. Однако уменьшение мощности происходит в меньшей степени, чем снижение производительности, и наблюдается, как правило, в первые 0,5—1,5 мин работы круга. Как известно, сила шлифования, а соответственно и определяемая ею мощность, затрачивается на диспергирование обрабатываемого материала и образование новых поверхностей, на упругое и пластическое деформирование поверхностного слоя и на трение. Таким образом, уменьшение мощности отражает лишь снижение части затрат, связанных с диспергированием керамики.
Способ подачи и расход СОЖ при плоском торцовом шлифовании, когда круг работает в тяжелых условиях, приобретает особо важное значение. Большая площадь контакта с обрабатываемой поверхностью создает неблагоприятный режим работы зерен, затрудняет доступ СОЖ к зернам и выход отходов из зоны шлифовании. Наиболее распространенный способ подачи СОЖ - полив на поверхность стола - недостаточно эффективен, особенно при скоростном шлифовании. Это выяснено из сравнительных испытаний двух способов, один из которых — обычный полив снаружи круга, а второй способ подачи жидкости из водопровода под давлением во внутреннюю полость круга. При подаче СОЖ во внутрь круга производительность шлифовании была выше на всех скоростях круга. Следует отметить, что с ростом скорости шлифования эффективность этого способа охлаждения проявляется заметнее. Так, если на скорости 15 м/с повышение производительности составляло всего 11%, то на 92 и 123 м/с — соответственно 44 и 60%. Плотность воздушного барьера, создаваемого вращающимся кругом, возрастает с увеличением скорости круга. Давление, с которым, жидкости извне подается под круг, недостаточно, чтобы преодолеть этот барьер, и она отбрасывается от круга. Вероятнее всего, в зону контакта круга с заготовкой вода попадает лишь в виде пленки, которую несет на себе заготовка, подходящая под круг. Отсутствие жидкостной очистки рабочей поверхности алмазного круга приводит к забиванию межзеренного пространства отходами шлифования, что и является основной причиной снижения его режущей способности. При этом, конечно, быстрее притупляются алмазные зерна, работающие в более напряженном температурном режиме [13].
При подаче СОЖ но внутрь круга она в полном объеме омывает рабочую поверхность круга. Причем увеличение скорости круга пропорционально увеличивает и скорость обтекания, что усиливает охлаждающее и вымывающее действие жидкости.
Технико-экономическая эффективность процессов финишной алмазно-абразивной обработки различных оптических деталей, деталей ИК-техники, электровакуумных приборов, светотехники, точного приборостроения из стекла, керамики, корунда, а также ювелирных изделий из корунда и природного алмаза, зависит от вида обрабатываемого материала, применяемого инструмента, и процесса обработки, обусловливается соответствующим изменением по классификации технических, организационных, экономических и социальных показателей [4].
Целью увеличения производительности было создание инструментов с закрепленными абразивными или алмазными зернами и процессов финишной обработки: исключающих применение различных абразивных порошков в свободном (в составе суспензий) состоянии; не уступающих по работоспособности инструментам из природных алмазов и инструменту зарубежного производства; имеющих повышенную износостойкость и размерную стойкость для условий работы на автоматизированном оборудовании, а также для высокоточного формообразования поверхности оптических деталей.
Наибольшая экономическая эффективность получена от внедрения специального инструмента из синтетических алмазов взамен применявшихся абразивов в свободном состоянии и импортного инструмента из природных алмазов при шлифовании заготовок очковых линз в полном объеме их выпуска в стране [5].
1. Маслов Е.Н. Теория шлифования материалов. М- Машиностроение, 1974 - 45 с.
2. Хиллиг В.Б. Пластичность и разрушение стекла. М- Металлургия, 1972 - 79 с.
3. Видерхорн С. Влияние среды на разрушение стекла. М- Мир, 1969 - 54 с.
4. Цеснек Л.С. Механика и микрофизика стирания поверхностей.
М- Машиностроение, 1979 - 221 с.
5. Пуш В.Е. Металлорежущие станки. М.- Машиностроение, 1985 - 159 с.
6. Калафатова Л.П. Повышение эффективности механической обработки изделий из ХНМ. Практика и перспективы развития партнерства в сфере высшей школы. Донецк- ДонНТУ, 2006. Кн. 3 - 46 с.
7. Байков А.В. Новые схемы многоинструментального шлифования изделия из ХНМ. Прогрессивные технологии и системы машиностроения. Донецк- ДонНТУ, 2005. Вып. 30 - 99 с.
8. Михайлов А.Н., Байков А.В., Сагуленко Н.Г. Оценка перемещений ориентированно расположенных алмазных зерен в полимерной матрице. Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. Донецк- ДонНТУ, 1999. Вып.8 - 101 с.
9. Ищенко А.Л., Байков А.В., Швырев Д.А. Решение задачи напряженно-деформированного состояния матрицы шлифовального инструмента и сравнение методов решений. Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. Донецк- ДонНТУ, 2002. Вып.20 - 62 с.
10. Гусев В.В., Калафатова Л.П. Обеспечение эксплуатационных характеристик изделий из конструкционной керамики на стадии их производства. Современные технологии в машиностроении: Сборник научных статей. Харьков- НТУ, 2006. Том 2- 95 с.
11. Гусєв В.В., Калафатова Л.П. Вплив стану робочої поверхні алмазного інструмента на процес шліфування крихких неметалевих матеріалів. Вісник Житомирського державного технічного університету, 2003–№2 - 26 с.
12. Бакуль В.Н. Основы проектирования и технология изготовления абразивного и алмазного инструмента. М- Машиностроение, 1975 - 48 с.
13. Ваксер Д.Б. Пути повышения производительности абразивного инструмента при шлифовании. М-Л, 1964 - 122 с.
14. Соснов А.Н., Шлишевский Б.Э., Трифонов Е.Е. Автоматизированная обработка оптических деталей с применением алмазно-абразивных инструментов. – Новосибирск, НИИГАиК, 1988 – 85с.