Автор: D. MAZURKIEWICZ, Люблинский технологический университет
Автор перевода: Левчик Д.В.
«ПРОБЛЕМЫ ЧИСЛЕННОГО МОДЕЛИРОВАНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ В КЛЕЕВОМ СТЫКЕ КОНВЕЙЕРНОЙ ЛЕНТЫ»
Источник: http://www.acme.pwr.wroc.pl/repository/240/online.pdf
1. Введение
Ленточные конвейеры являются основным cредством транспортировки в заводе, специализирующихся по выпуску различной продукции. Ленточный транспорт, в связи с рядом своих достоинств, используется во многих отраслях промышленности, в том числе на заводах переработки минерального сырья, металлов, цементно-известковых и бумажной промышленности, морских и речных портов, строительной промышленности, на электростанциях, перевалочных пунктов, а также сельского хозяйства и сахарных заводов. Ленточные конвейеры (рис. 1) предназначены для быстрого и эффективного транспорта сыпучих материалов различных физико-механических свойств, транспортировки по наклоном при высоких скоростях конвейерных линий [1-7].
Ленточные конвейеры, которые являются непрерывными петлями, состоят из разделов соединенных холодной (склеиванием) или горячей вулканизацией. Соединение лент с помощью этих методов является сложным процессом, однако он, все-таки, обеспечивает высокую, хотя и не всегда достаточно, прочность стыка. В высокопроизводительных системах конвейерного транспорта, многослойные ленты соединяются ступенчато внахлест (рис. 2). Стыковка секций ленты является важным вопросом и проблемой для лиц, работающих в сфере услуг конвейерного технического обслуживания, так как ленты требуют постоянного сокращения, удлинения или перемещения. Растет значение этого вопроса, т.к. и растет с каждым годом количество числа конвейеров, а, следовательно, и растет количество изготовляемых стыковых соединений. По данным ОАО FTT Stomil Wolbrom. [8], этой компанией осуществляется более 1000 соединений конвейерных лент в год в Польше и за рубежом.
Рисунок 1. Типичная структура конвейера, используемого фабриками [9]
Качество соединений, выполненных таким образом, часто отличается даже на одном конвейере, так как оно зависит от ряда факторов, в том числе структуры стыка, способа соединения и свойства используемых материалов, а также помощи со стороны сотрудников, чтобы сохранить технологичность стыкового соединения, изложенной в технической документации.
Для обеспечения надлежащей прочности соединения, проводится ряд исследований и анализов технологий соединения, а также мониторинг и оценка долговечности соединения в данных промышленных условиях [6, 7, 11-16]. Как отмечает Годзимирский [17], проводя анализ на прочность клеевых соединений, следует учитывать не только их кратковременную прочность, но и их длительной прочности, усталостную прочность, устойчивость к динамической нагрузке , влияние старения на их тяговое усилие и т.д.
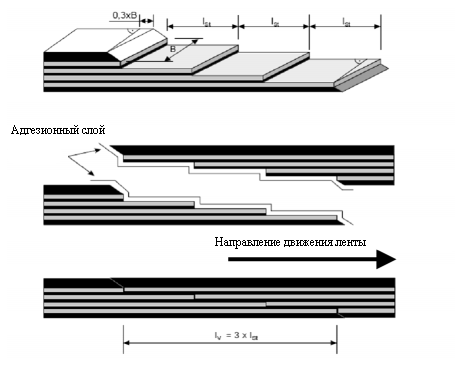
Рисунок 2. Схема соединения 4-слойной ленты в соответствии с технологией компании Metso Minerals
Эти проблемы особенно важны, в случае, когда соединения подвергаются значительным динамическим нагрузкам в течение длительного периода их эксплуатации. Принимая во внимание тот факт, что обеспечение высокой прочности соединения конвейера равносильно обеспечению их надежной работы и, что результаты исследований, проведенных до сих пор не в состоянии предоставить однозначные решения ряда проблем, которые возникают в этом случае, желательно, чтобы исследований с использованием последних технологий в компьютерной техники проводились в этой области.
2. Цели анализа ленточных соединений.
Наиболее важными проблемами конвейерного транспорта являются вопросы, связанные с необходимостью сокращения потребления энергии и увеличивает срок службы. Особенно важным является прочность и долговечность соединения конвейера, поскольку, несмотря на многочисленные исследования и осуществление исследований, она по-прежнему представляет собой серьезную проблему. Одной из возможностей увеличения долговечности стыкового соединения является сокращение продольных напряжений в стыке. Вторым направлением исследований, направленных на повышение надежности и прочности соединения лент является анализа и оценка распределения напряжений слоях и само строение стыкового соединения.
Во всех типах структур, в которых клеевая связь используется в качестве метода для соединения элементов, долговечность совместных деталей следует рассматривать как один из основных показателей на функциональную полезность. Потенциальное решение этой проблемы даст необходимую информацию для анализа распределения напряжений и деформаций в соединении с помощью численных методов.
3. Численный анализ напряжений и деформаций в стыке конвейерной ленты
Численный анализ использован при разработке новых дизайнерских решений для ленточных соединений, направленных, на оценку возможности использования разработанной модели конечных элементов для прогнозирования прочности и долговечности элементов, а также возможность его использования на этапе структурного проектирования стыка. Можно ожидать, что применение метода конечных элементов основе численного моделирования в этом случае, позволит анализировать распределение напряжений в соединении выбранного ленточного конвейера, тем самым сделав возможным выявление областей концентрации напряжений и распределения напряжений, которые будут являться неблагоприятными с точки зрения срока службы.
Для проведения прочностных расчетов, основанных на определении напряжений и деформаций в зоне клеевого шва соединения секций конвейера, были разработаны две модели, которые были подвергнуты численному анализу в соответствии с предполагаемой целью с использованием материалов, данных, полученных в ходе исследований. На этапе численного моделирования Мизеса напряжения (уменьшение напряжения) были проанализированы в напряженном состоянии (растяжение стыка ленты), что вызвало напряженное состояние стыка. Приведенные напряжения в анализируемом случае были определены на основе Губер-Мизеса-Генки (ГMГ) гипотезы:

где  - главные напряжения.
- главные напряжения.
3.1. Объем вычислений и числовых характеристик клеевого соединения
Метод конечных элементов принадлежит к группе самых популярных автоматизированных методов, используемых для решения механических задач. Он состоит в замене непрерывной модели анализируемой механической системы на дискретную модель (рис. 3 и 4), которую можно математически описать в виде системы алгебраических уравнений [22].
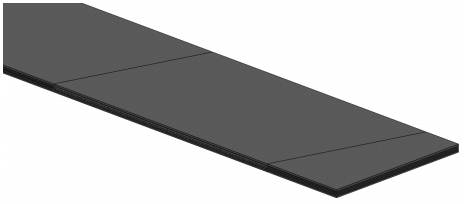
Рис. 3. Общий вид фрагмента пространственной модели МКЭ
Одним из важных вопросов в области моделирования МКЭ является создание модели анализируемых материалов. В случае, каучука и резиновых клеев, в литературе обычно используют модель гиперупругих материалов на основе правила Муни-Ривлина [11, 23-27], которое является довольно произвольным выбором, сделанным без проверки в отношении фактических данные, т.е. испытаний на прочность.
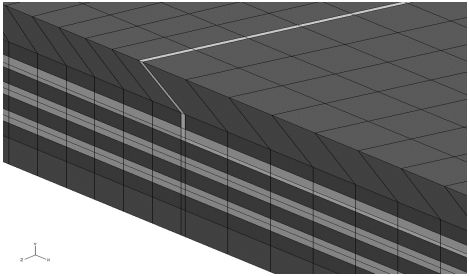
Рис. 4. Фрагмент образца пространственной модели клеевого стыка ленты
Резина является уникальным материалом, способным на очень большие деформации, в силу которых она относится к категории гиперупругих материалов, требующих соответствующих специальных моделей. Под гиперупругостью понимают [28] способность материала подвергаться большой упругой деформации под малыми силами не теряя своих первоначальных свойств. Гиперупругий материал показывает нелинейное поведение, а это значит, что ее деформация, не прямо пропорциональна нагрузке. Резина, как материал обладающий высокой упругой деформацией, анализируется в качестве отдельной группы материалов. Именно поэтому в последнее десятилетие большое количество публикаций [26-31] были посвящены вопросам, резиновых материалов, их моделям и моделированием их поведения в различных структурах и условиях. Мы имеем в своем распоряжении целый ряд математических моделей, описывающих поведение материалов, которые были разработаны за последнее столетие, начиная с момента, когда Муни представил свою теорию больших упругих деформаций.
Список использованной литературы:
- Antoniak J.: Urzadzenia i systemy transportu podziemnego w kopalniach, Katowice, Slask Publishers, 1990.
- Antoniak J.: Przenosniki tasmowe w gornictwie podziemnym i odkrywkowym, Gliwice, Wydawnictwo Politechniki Slaskiej, 2007.
- Antoniak J.: Przenosniki tasmowe. Wprowadzenie do teorii i obliczenia, Gliwice, Wydawnictwo Politechniki Slaskiej, 2004.
- Antoniak J.: Urzadzenia i systemy transportu podziemnego w kopalniach, Katowice, Slask Publishers, 1976.
- Franasik K., Zur T.: Mechanizacja podziemnych kopaln rud, Katowice, Slask Publishers, 1983.
- Mazurkiewicz D.: Monitoring the condition of adhesive-sealed belt conveyors in operation, Eksploatacja i Niezawodnosc – Maintenance and Reliability, 2005, 3, pp. 41–49.
- Mazurkiewicz D.: Computer system for monitoring conveyor belt joints, Canadian Mining Journal 2007, 5, 23–24.
- Tasmy przenosnikowe i inne produkty gumowe – poradnik, Wolbrom: Fabryka Tasm Transporterowych Stomil Wolbrom S.A., 2008.
- www.mining-technology.com – The website for the mining, tunneling and quarrying technologies.
- Splicing instruction EP-conveyor Belts. Step-splice, cold. Metso Minerals 05/01 (not published).
- Blazej R.: Wplyw wlasciwosci mechanicznych rdzenia tasm przenosnikowych tkaninowogumowych na wytrzymalosc ich polaczen, Rozprawa doktorska, Wroclaw, Politechnika Wroclawska, 2001.
- Blazej R., Hardygora M., Komander H.: Wplyw wybranych parametrow na trwalosc zmeczeniowa polaczen wieloprzekladkowych tasm przenosnikowych, Transport Przemyslowy, 2002, 3, pp. 5–9.
- Hardygora M., Blazej R., Komander H., Komander G., Konieczka Z., Stolarczyk R.: Laczenie tasm przenosnikowych z linkami stalowymi metoda bezolejowa, Transport Przemyslowy, 2004, 4, 18, pp. 6–9.
- Madziarz M.: Wplyw konstrukcji i technologii wykonywania polaczen tkaninowych, wieloprzekladkowych tasm przenosnikowych na ich wytrzymalosc, Wroclaw, Politechnika Wroclawska, 1998.
- Mazurkiewicz D.: Analysis of the ageing impact on the strength of the adhesive sealed joints of conveyor belts, J. of Mat. Proc. Techn. 2008, 208, pp. 477–485.