
Реферат по теме выпускной работы
Содержание
1. Вcтупительная часть
Введение
Актуальность темы
Цели и задачи работы
2. Основная часть
Теоретические сведения
Практическая часть
3. Заключительная часть
Окончательные результаты
Литература
1. Вcтупительная часть
Введение
Конструкторское и технологическое обеспечение фрезерование цилиндрических поверхностей нежестких валов.
Для успешного решения множества экономических и социальных задач, стоящих перед страной, необходимо обеспечить быстрый рост производительности труда, повышение технического уровня, эффективность и улучшение качественных показателей всех отраслей общественного производства.
В осуществлении этих задач машиностроению, как отрасли, обеспечивающей все сферы народного хозяйства современными машинами и оборудованием, принадлежит первостепенная роль.
Значительный удельный вес в трудоемкости изготовления деталей машин приходится на токарную обработку. Станки токарной группы составляют свыше 40% всего станочного парка нашей страны. Поэтому повышение точности и производительности токарной обработки является важной задачей, решение которой будет способствовать дальнейшему прогрессу.
Мотивацией к проведению настоящих исследований явились проблемы больших деформаций при точении. Благодаря замене точения на охватывающее фрезерование, деформацию можно существенно уменьшить. Естественно, что данная проблема является общей для большого класса деталей.
Возрастающие требования к качеству изделий машиностроения неразрывно связаны с точностью изготовления деталей. Функциональное назначение отдельных деталей, а также стремление к снижению металлоемкости механизмов и машин обусловили необходимость применения класса так называемых нежестких деталей высокой точности, отличающихся непропорциональностью габаритных размеров, малой жесткостью в определенных сечениях и направлениях и тому подобное. Высокие требования предъявляются к параметрам точности геометрических форм и взаимному расположению поверхностей, линейных размеров и качеству поверхности нежестких деталей.
Актуальность темы
Наряду с механической обработкой поверхностей применяют охватывающее фрезерование, т.к. оно имеет ряд преимуществ: уменьшению деформирования заготовки; приводит к уменьшению бочкообразности; не требует частой заточки инструмента.
В машиностроении при выполнении черновых и получистовых операций механической обработки различных деталей машин, может быть использовано фрезерование. Фрезерование поверхностей тел вращения – это широко признанный современный метод обработки, позволяющий эффективно обрабатывать детали. С помощью токарно–фрезерной обработки с большими подачами можно совершить прорыв в повышении производительности. Процесс фрезерования тел вращения легко поддается автоматизации, причем обслуживание нескольких станков для кругового фрезерования может производиться одним рабочим. Говоря о фрезеровании тел вращения, отметим, что существует ряд методов кругового фрезерования, отличающихся друг от друга, как принципиальными схемами резания, так и типами режущего инструмента.
Цели и задачи работы
Повышение точности и производительности обработки цилиндрических поверхностей нежестких валов за счет фрезерования.
Основные задачи работы:
1. Определить погрешность вызванную системой СПИД при условиях обработки точением и охватывающем фрезеровании.
2. При моделировании инструмента для охватывающего фрезерования, обеспечить новую геометрию режущего инструмента и получить новую конструкцию. Оптимизировать геометрические параметры инструмента для охватывающего фрезерования.
3. Повысив точность и производительность обработки цилиндрических поверхностей нежестких валов за счет фрезерования, обеспечить новую геометрию режущего инструмента и получить его новую конструкцию.
2. Основная часть
Теоретические сведения
Для успешного решения множества экономических и социальных задач, стоящих перед страной, необходимо обеспечить быстрый рост производительности труда, повышение технического уровня, эффективность и улучшение качественных показателей всех отраслей общественного производства.
В машиностроении при выполнении черновых и получистовых операций механической обработки различных деталей машин, может быть использовано фрезерование. В основу фрезерования тел вращения положено сочетание двух движений – вращение обрабатываемой детали и вращение режущего инструмента.
Фрезерование охватывающими головками может быть осуществлено двумя методами:
а) фрезерование с применением продольной подачи;
б) фрезерование с применением радиальной подачи.
Процесс резания осуществляется в результате одновременного вращения детали и охватывающей головки и равномерного прямолинейного перемещения охватывающей головки либо вдоль оси обрабатываемой детали по стрелке S0.
Фрезерование с применением продольной подачи:
Резцовая головка имеет два движения (схема 1) – вращение с угловой скоростью ωБ вокруг оси, смещенной относительно оси детали на некоторую величину Н, и перемещения S0 параллельно оси обрабатываемой детали. Деталь в процессе обработки вращается относительно собственной оси с угловой скоростью ωА. При достижении заданной длинны обработки перемещение прекращается. Процесс обработки разбивается на два этапа – врезание, которое здесь совмещается с круговым фрезерованием, и только круговое фрезерование (без перемещения S0).
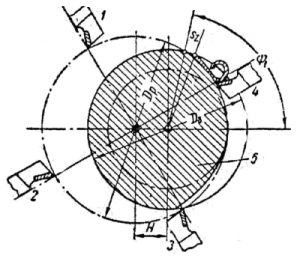
Рис. 1: Фрезерование с применением продольной подачи: 1-4 - резцы резцовой головки; 5- обрабатываемая деталь.
Фрезерование с применением радиальной подачи:
При обработке по данной схеме резцовая головка имеет два движения – вращение с угловой скоростью ωБ относительно оси, смещенной от оси детали на величину е=Н, и равномерное прямолинейное перемещение Sр в радиальном направлении. Деталь в процессе обработки вращается относительно собственной оси с угловой скоростью ωН. при достижении заданного размера перемещение прекращается. Весь процесс обработки разбивается на два этапа – врезание, которое здесь совмещается с круговым фрезерованием, и только круговое фрезерование (без перемещения Sр).
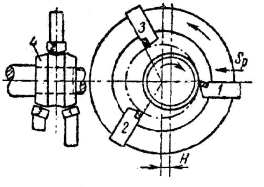
Рис. 1: Фрезерование с применением радиальной подачи: 1-3 - резцы резцовой головки; 4- обрабатываемая деталь.
Применяем схему 1 для дальнейшей работы.
Практическая часть
При моделировании инструмента для охватывающего фрезерования, обеспечили новую геометрию режущего инструмента и получили новую конструкцию. Оптимизировали геометрические параметры инструмента для охватывающего фрезерования. При проектирование устройства охватывающего фрезерования для станка 16К20 была разработана его конструкция.Повысив точность и производительность обработки цилиндрических поверхностей нежестких валов за счет фрезерования, обеспечили новую геометрию режущего инструмента и получили его новую конструкцию.
3. Заключительная часть
Окончательные результаты:
1. Определили погрешность вызванную системой СПИД при условиях обработки точением и охватывающем фрезеровании.
2. При моделировании инструмента для охватывающего фрезерования, обеспечить новую геометрию режущего инструмента и получили новую конструкцию. Оптимизировать геометрические параметры инструмента для охватывающего фрезерования.
3. Повысив точность и производительность обработки цилиндрических поверхностей нежестких валов за счет фрезерования, обеспечили новую геометрию режущего инструмента и получили его новую конструкцию.
Анимация
(анимация объемом - 32.1 КВ, состоит из 8 кадров, 5 повторения)")
Фрезерование тела вращения (дисковой фрезой) (анимация объемом - 32,1 КВ, состоит из 8 кадров, 5 повторения)
Литература
-
Порошина В.В. Научно-исследовательская работа на тему: «Обработка длинных маложестких валов». Режим доступа к статье: http://revolution.allbest.ru/manufacture/00111045_0.html
-
Ямникова Ольга Александровна. Виброустойчивость процесса лезвийной обработки нежестких валов : диссертация ... доктора технических наук : 05.03.01. - Тула, 2004. - 357 с. : ил. РГБ ОД.Режим доступа к статье: http://www.lib.ua-ru.net/diss/cont/282476.html
-
Обработка нежестких деталей. Режим доступа к статье: http://tehno-line.ru/files/theory/Turning/2-5-1.htm
-
Обработка деталей машин на металлорежущих станках: Обработка на токарных станках(Глава 6). Справочник технолога-машиностроителя. Режим доступа к статье: http://stehmash.narod.ru/stm1str40.htm
-
Общие понятия о фрезеровании. Информация технологам - машиностроителям. Режим доступа к статье: http://texinfo.inf.ua/razdeli/texn_obr/frezer_1.html
-
Современный метод обработки на токарных металлообрабатывающих центрах HYUNDAI-KIA. Поисковая B2B-система КОМПАСС. Режим доступа к статье: http://public.kompass.ua/publ/34-1-0-178
-
Мархасин Э. Л., Петросян А. А. Фрезерование тел вращения . -М.: Машгиз. 1960. - 109с.