Contens
1. Opening
Introduction
For the successful decision of great number of economic and social tasks, standing before a country, it is necessary to provide hasty growth of the labour productivity, increase of technical level, efficiency and improvement of high-quality indexes of all industries of public production.
In realization of these tasks to the engineer, as industry, to providing all spheres of national economy modern machines and equipment, a primary role belongs.
Considerable specific gravity in labour intensiveness of making of details of machines is on lathe treatment. The machine-tools of lathe group make over 40% of all machine-tool park of our country. Therefore an increase of exactness and productivity of lathe treatment is an important task, the decision of which will assist further progress.
Motivation to realization of the real researches were problems of large deformations at sharpening. Due to substituting of sharpening it is possible substantially to decrease by the wrap-round milling, deformation. Naturally, that this problem is general for the large class of details.
Increasing requirements to quality of wares of engineer are indissolubly related to exactness of making of details. Functional setting of separate details, and also aspiring to the decline of металлоемкости of mechanisms and machines was stipulated necessity of application of class of the so-called non-rigid details of high exactness, different disproportion overall sizes, by small inflexibility in certain sections and directions and others like that. Rigorisms are produced to the parameters of exactness of geometrical forms and mutual location of surfaces, linear sizes and to quality of surface of non-rigid details.
Actuality of theme
Along with tooling of surfaces apply the wrap-round milling, as it has a row of advantages : to diminishing of deformation of purveyance; results in diminishing of бочкообразности; does not require the frequent sharpening of instrument.
In an engineer at implementation of draft and semiclean operations of tooling of different details of machines, milling can be used. Milling of surfaces of bodies of rotation is a general accept modern method of treatment, allowing effectively to process details. By means of lathe-milling treatment with large serves it is possible to accomplish a breach in the increase of the productivity. The process of milling of bodies of rotation easily yields to automation, thus maintenance of a few machine-tools for the circular milling can be produced to one workers. Speaking about milling of bodies of rotation, will mark that a row of methods of the circular milling, different from each other is, by both the fundamental charts of cutting and types of toolpiece.
Aims and tasks of work :
Increase of exactness and productivity of treatment of cylindrical surfaces of non-rigid billows due to milling.
Basic tasks of work :
1. To define an error caused by the system AIDS on conditions of treatment sharpening and wrap-round milling.
2. At the design of instrument for the wrap-round milling, to provide new geometry of toolpiece and get a new construction. To optimize the geometrical parameters of instrument for the wrap-round milling.
3. Promoting exactness and productivity of treatment of cylindrical surfaces of non-rigid billows due to milling, to provide new geometry of toolpiece and get his new construction.
2. Most
Theoretical part
For the successful decision of great number of economic and social tasks, standing before a country, it is necessary to provide hasty growth of the labour productivity, increase of technical level, efficiency and improvement of high-quality indexes of all industries of public production.
In an engineer at implementation of draft and semiclean operations of tooling of different details of machines, milling can be used.
Combination of two motions - rotation of workpart and rotation of toolpiece is fixed in basis of milling of bodies of rotation.
Milling wrap-round heads can be carried out by two methods:
а) milling with the use of longitudinal serve;
б) milling with the use of radial serve.
A cutting process is carried out as a result of simultaneous rotation of detail and wrap-round head and even rectilineal moving of wrap-round head or along the axis of workpart after a shooter S0.
Milling with the use of longitudinal serve:
A chisel head has two motions Chart Е. is a rotation with an angulator ωБ about axis, displaced in relation to the axis of detail on some size of Н, and moving of S0 in parallel is axes of workpart. A detail in the process of treatment is revolved in relation to an own axis with an angulator ωА. Under reaching set treatments are long moving ceases. The process of treatment is broken up on two stages is a threading-in which is here combined with the circular milling, and only circular milling (without moving of S0).
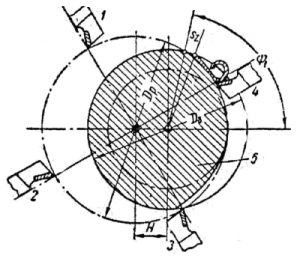
Pig. 1: 1-4 - cutters milling head; 5- workpiece.
Milling with the use of radial serve:
At treatment on this chart a chisel head has two motions is a rotation with an angulator ωБ in relation to an axis, displaced from the axis of detail on the size of е=Н, and even rectilineal moving of Sр in radial direction. A detail in the process of treatment is revolved in relation to an own axis with an angulator ωН. under reaching the set size, moving ceases. All process of treatment is broken up on two stages is a threading-in, which is here combined with the circular milling, and only circular milling (without moving of Sр).
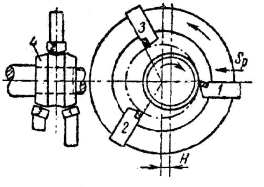
Pig. 2: 1-3 - cutters milling head; 4- workpiece.
Practical part
At the design of instrument for the wrap-round milling, provided new geometry of toolpiece and got a new construction. Optimized the geometrical parameters of instrument for the wrap-round milling. At planning of device of the wrap-round milling for the machine-tool of 16К20 his construction was worked out.Promoting exactness and productivity of treatment of cylindrical surfaces of non-rigid billows due to milling, provided new geometry of toolpiece and got his new construction.
3. Final part
Final results
1. Defined an error caused by the system AIDS on conditions of treatment sharpening and wrap-round milling.
2. At the design of instrument for the wrap-round milling, to provide new geometry of toolpiece and got a new construction. To optimize the geometrical parameters of instrument for the wrap-round milling.
3. Promoting exactness and productivity of treatment of cylindrical surfaces of non-rigid billows due to milling, provided new geometry of toolpiece and got his new construction.
Animation
")
Milling bodies of rotation (аnimation volume - 32.1 KВ, it consists of 8 frames, 5 repetition)
Literature
-
Порошина В.В. Научно-исследовательская работа на тему: «Обработка длинных маложестких валов».
Режим доступа к статье: http://revolution.allbest.ru/manufacture/00111045_0.html
-
Ямникова Ольга Александровна. Виброустойчивость процесса лезвийной обработки нежестких валов : диссертация ... доктора технических наук : 05.03.01. - Тула, 2004. - 357 с. : ил. РГБ ОД.Режим доступа к статье:
http://www.lib.ua-ru.net/diss/cont/282476.html
-
Обработка нежестких деталей.
Режим доступа к статье: http://tehno-line.ru/files/theory/Turning/2-5-1.htm
-
Обработка деталей машин на металлорежущих станках: Обработка на токарных станках(Глава 6). Справочник технолога-машиностроителя.
Режим доступа к статье: http://stehmash.narod.ru/stm1str40.htm
-
Общие понятия о фрезеровании. Информация технологам - машиностроителям.
Режим доступа к статье: http://texinfo.inf.ua/razdeli/texn_obr/frezer_1.html
-
Современный метод обработки на токарных металлообрабатывающих центрах HYUNDAI-KIA.
Поисковая B2B-система КОМПАСС. Режим доступа к статье: http://public.kompass.ua/publ/34-1-0-178
-
Мархасин Э. Л., Петросян А. А. Фрезерование тел вращения . -М.: Машгиз. 1960. - 109с.
