 УКРАИНСКИЙ АНГЛИЙСКИЙ
УКРАИНСКИЙ АНГЛИЙСКИЙ
ДонНТУ
Портал магистров ДонНТУ УКРАИНСКИЙ АНГЛИЙСКИЙ
Портал магистров ДонНТУ Биография
Библиотека
Ссылки
Отчет о поиске
Индивидуальный раздел
Биография
Библиотека
Ссылки
Отчет о поиске
Индивидуальный раздел Актуальность темы
Конструктивная прочность и надежность машин и механизмов существенно зависит от применяемых для их изготовления материалов. Наиболее ценными конструкционными материалами являются сплавы, сочетающие в себе важные эксплуатационные качества: высокую прочность, особенно удельную прочность, стойкость к агрессивным средам, достаточную прочность при повышенных температурах. К таким материалам относятся титановые сплавы.
Учитывая высокую твердость титановых сплавов, для их окончательной обработки используют алмазное шлифование. Продуктивность процесса шлифования зависит от многих показателей, одним из которых является режущая способность круга. При изменении режущей способности круга во время обработки наступает момент, когда рабочая поверхность круга не в состоянии удалить подводимый объем. В результате изменяются силы резания, что может привести к фазово–структурным изменениям в поверхностном слое. Теплопроводность алмаза значительно выше, чем у других инструментальных материалов, а коэффициент линейного расширения в 5–10 раз меньше, что обуславливает высокую стойкость алмаза при тепловых нагрузках до 800–1200°С.
Особенности структуры и физико–механических свойств титановых сплавов не позволяют теоретически вести расчет сил резания с целью определения режимов обработки на основании предположения, что обрабатываемый материал является однородным и изотропным. Именно этим, на наш взгляд, объясняется широкое применение многофакторных экспериментов для поиска оптимальных режимов шлифования титановых сплавов.
Вследствие этого тема магистерской работы, которая направлена на исследование режущей способности алмазных шлифовальных кругов при плоском врезном шлифовании титановых сплавов, является актуальной.
Цель и задачи исследований
Цель исследования — повышение эффективности режущих свойств алмазных шлифовальных кругов при плоском шлифовании титановых сплавов группы ВТ.
Объектом исследований является процесс плоского врезного шлифования алмазным кругом титановых сплавов группы ВТ.
Предмет исследований является закономерность изменения режущей способности рабочей поверхности круга в процессе плоского врезного алмазного шлифования титановых сплавов по упругой схеме.
Методы исследования: теоретические методы, базирующиеся на фундаментальных положениях теории резания, методы теории упругости, метод термомеханических коэффициентов, экспериментальные методы.
Для достижения вышеуказанной цели решены следующие задачи:
– определить механических свойства титановых сплавов в температурно–скоростных условиях резания лезвийным инструментом и шлифованием;
– определить режущую способность алмазных шлифовальных кругов при плоском врезном шлифовании по упругой схеме образцов из титановых сплавов группы ВТ;
– выполнить статический анализ экспериментальных данных о глубине шлифования при плоском врезном алмазном шлифовании титанового сплава ВТ14 по упругой схеме;
– разработать рекомендации по назначению режимов плоского врезного шлифования титановых сплавов.
В первом разделе «Механические свойства титановых сплавов в температурно–скоростных условиях резания лезвийным инструментом и шлифования» рассмотрены механические свойства и кристаллическое строение титановых сплавов в обычных условиях, и влияние на них температуры и условий деформирования. Описаны методы экспериментального определения свойств титановых сплавов в сложных условиях деформирования. Определены механические свойства титановых сплавов группы ВТ на основе использования методов теории упругости и метода термомеханических коэффициентов.
Анализ физико–механических свойств титановых сплавов позволил отметить следующее:
– прочностные характеристики титановых сплавов в диапазоне скоростей шлифования 35–80 м/с и температур 20–1000°С [1] имеют вид, представленный на рис.1
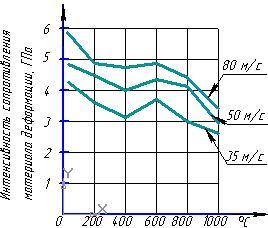
Рис.1. Прочностные характеристики титановых сплавов
в диапозоне скоростей шлифования 35–80 м/с [1]
– при s<0,06мм/об нарушаются условия устойчивости износа и снижается стойкость из–за значительной концентрации тепла в зоне задней поверхности, так как при тонких стружках титановых сплавов снижается теплоотвод. При обработке с подачами s >0,07 мм/об снижение стойкости связано с интенсивным развитием износа по задней поверхности, что приводит к более интенсивному разрушению режущей кромки [2, 3];
– в результате пониженных пластических свойств титановых сплавов образование в процессе деформации опережающих макро– и микротрещин при механической обработке имеет место. Это объясняется также образованием при резании титановых сплавов больших углов сдвига и малой усадкой стружки, как правило, коэффициент ее усадки по длине близок к 1 [4]. Учитывая изложенное, не следует допускать скопление стружки и назначать подачи менее 0,08мм/об.
Распространенным способом шлифования титановых сплавов является алмазное шлифование с электроэрозионными воздействиями на рабочую поверхность круга. Инструментом в этом случае выступают алмазные круги на металлической связке, а обеспечение высокой режущей способности рабочей поверхности круга осуществляется электроэрозионными воздействиями на рабочую поверхность круга. При использовании дорогостоящего алмазного инструмента обработку необходимо осуществлять на таких режимах, при которых исключается повышенный износ алмазов и в то же время обеспечивается высокая производительность и стабильное качество обработки. Последнее может быть достигнуто за счет использования упругой схемы шлифования, а увеличение производительности и исключение повышенного износа обеспечивается за счет обработки с оптимальными усилиями поджатия заготовки к рабочей поверхности круга.
Во втором разделе «Методы описания режущей способности алмазных шлифовальных кругов с использованием аналитических и регрессионных зависимостей» описываются методы и методики экспериментальных исследований, оборудование, которое используется, приборы, инструменты и обрабатываемый материал.
При жесткой схеме шлифования производительность обработки определяется режимами: скоростью круга Vк, скоростью продольной подачи стола Vст, величиной подачи на врезание Sв, определяющей глубину шлифования. Если в соответствии с режимами к рабочей поверхности круга подводится объем материала, который рабочая поверхность круга не в состоянии удалить, ухудшается качество обработанной поверхности, что проявляется в виде прижогов и шлифовочных трещин. Поэтому все чаще находит применение упругая схема обработки сама по себе или как промежуточный этап при переходе к жесткой схеме.
Шлифование по упругой схеме может быть выполнено периферией круга формы 1А1 (рис. 2) [5]

Рис.2. Шлифование по упругой схеме неподвижного образца периферией круга
При шлифовании по упругой схеме шлифовальный круг 1 совершает вращательное движение со скоростью Vк. Обрабатываемая заготовка 2 поджимается к рабочей поверхности круга с постоянной силой Рп, которая уравновешивается радиальной составляющей силы резания Ру, и поступательно перемещается в направлении, перпендикулярном вектору скорости резания Vк, со скоростью W, которую в дальнейшем будем называть скоростью погружения рабочей поверхности круга в образец. Скорость погружения рабочей поверхности круга в образец определяется толщинами единичных срезов, обеспечивающих условие Ру = Рп.
Режущая способность алмазных шлифовальных кругов связана с производительностью обработки через скорость погружения рабочей поверхности круга в обрабатываемую заготовку.
Производительность обработки определяется произведением площади обработанной поверхности В · Н и скорости погружения W [6]
П=W ·B ·H, мм³/мин,
где В — ширина обрабатываемой поверхности образца, мм;
Н — длина обрабатываемой поверхности образца, мм;
W — скорость погружения рабочей поверхности круга в поверхность образца, мм/мин.
Основным достоинством упругой схемы шлифования является наличие сильной корреляционной связи между производительностью обработки и параметрами рабочей поверхности круга, а также стабильность во времени показателей качества обработанной поверхности. Шлифование по упругой схеме с заданной силой поджима шлифовального круга Рп к заготовке позволяет исключить влияние на температуру шлифования непостоянства припуска, нестабильности физико–механических свойств материала изделия и изменение режущей способности шлифовального круга за период стойкости, что снижает опасность появления дефектов на шлифуемой поверхности [6].
Режущая способность алмазного шлифовального круга при обработке по упругой схеме описывается через изменение глубины шлифования во время обработки.
Расчет Py позволяет определить фактическую глубину шлифования в различные периоды времени обработки, при которой выполняется неравенство
0,98[Py] < Py < 1,00[Py].
Закономерность изменения глубины шлифования tф во время обработки τ в результате процесса изнашивания зёрен описывают выражением вида[6]
tф1 = tуст1 + Δt1•exp(α1·τ),
где a1 — эмпирический коэффициент;
tуст1 — установившаяся глубина;
Δt1=tо−tуст1 — амплитуда снижения глубины шлифования.
В выражении для определения амплитуды снижения глубины шлифования tо — исходная глубина шлифования рельефом, параметры которого сформированы после электроэрозионной правки.
В третьем разделе «Экспериментальное исследование текущей лимитированной режущей способности алмазних шлифовальных кругов при плоском врезном шлифовании титанового сплава ВТ14» описана физическая сущность текущей лимитированной режущей способности шлифовального круга. Проведены исследования параметров среза и нагрузки на единичное зерно при алмазном шлифовании титанового сплава ВТ14 по упругой схеме. Определена сила поджима обрабатываемого образца из титанового сплава ВТ14 к шлифовальному кругу. Определена тангенциальная сила резания на круге и максимально допустимое усилие поджатия образца к рабочей поверхности круга, ограничены температурой окисления алмазных зерен при шлифовании по упругой схеме (рис.3).

Рис.3. Плоское врезное шлифование по упругой схеме с электроэрозионными управляющими воздействиями на рабочую поверхность круга [7]:
1 — обрабатываемая заготовка;
2 — сопло для подачи рабочей среды в межэлектродный промежуток;
3 — автономный электрод;
4 — шлифовальный круг;
5 — источник технологического тока;
6 — сопло для подачи рабочей среды в зону резания.
Предельное значение параметра обработки Pп определено исходя из критической температуры Tкр, выше которой происходят фазово–структурные изменения в обрабатываемом материале. Связь максимальной температуры поверхности резания Т с параметрами процесса шлифования представлена формулой, в которой тангенциальная составляющая силы резания учтена через коэффициент шлифования Kш = Pz /Py [8,9]:

где M — коэффициент, определяемый по формуле M = 1 + 2(π /4 − β);
az — максимальная толщина среза, мм;
b — ширина единичного среза, мм;
β, ω — соответственно угол сдвига и угол действия;
Kз — коэффициент, учитывающий закон распределения нормальных напряжений на поверхности контакта зерна с деталью;
fз — площадь зоны контакта задней поверхности зерна с деталью, мм²;
μ — коэффициент трения алмазного зерна на обрабатываемом материале;
zр — количество одновременно контактирующих с деталью зёрен;
a, λ — соответственно коэффициент температуропроводности, м²/с, и теплопроводности, Вт/(м·K), обрабатываемого материала;
H — безразмерная полуширина источника тепла;
αв — коэффициент ввода, учитывающий количество тепла, поступающее в деталь;
S — площадь зоны контакта детали со шлифовальнымкругом, мм²
C, α — начальная ордината и коэффициент в линейной зависимости, отражающей влияние температурно–скоростных факторов на величину касательных напряжений; зависимость имеет вид τs = C — αT;
Vк, Vд — соответственно скорость круга и скорость детали, м/с и м/мин.
В четвертом разделе «Розработка рекомендаций по назначению режимов плоского врезного шлифования титановых сплавов» описаны практические рекомендации по назначению режимов плоского врезного шлифования титановых сплавов группы ВТ по упругой и жесткой схемам.
Параметры шероховатости шлифованной поверхности обеспечиваются соответствующим подбором характеристики алмазного слоя и расчетом необходимого соотношения скоростей круга и детали. Шлифование по упругой схеме с постоянной составляющей силы резания Py обеспечивает такой показатель как фазово–структурное состояние поверхностного слоя исследуемого образца титанового сплава. Из полученной экспоненциальной зависимости для упругой схемы шлифования определена величина снижения глубины шлифования по жесткой схеме.
Рекомендации включают в себя определение механических свойств, обеспечивающих заданные параметры шероховатости и отсутствие фазово–структурных превращений в поверхностном слое заготовки.
В результате проведенных исследований решена задача повышения эффективности режущих свойств алмазных шлифовальных кругов при плоском шлифовании титановых сплавов группы ВТ.
Установлены механических свойства титановых сплавов в температурно–скоростных условиях резания лезвийным инструментом и шлифованием, на основе использования двух подходов: методик теории упругости и метода термомеханических коэффициентов.
Определена режущая способность алмазных шлифовальных кругов при плоском врезном шлифовании по упругой схеме, которая описывается экспоненциальным выражением.
Выполнен статический анализ экспериментальных данных о глубине шлифования при обработке титанового сплава ВТ14 по упругой схеме и установлен доверительный интервал на глубину шлифования.
Разработаны практические рекомендации по назначению режимов плоского врезного шлифования титановых сплавов группы ВТ по упругой и жесткой схемам.
Андреева Светлана Александровна, ДонНТУ © 2011
Биография
Библиотека
Ссылки
Отчет о поиске
Индивидуальный раздел