 UKRAINIAN ENGLISH
UKRAINIAN ENGLISHDonNTU
Masters of DonNTU UKRAINIAN ENGLISH Masters of DonNTU Resume
Resume Relevance of the topic
Structural strength and reliability of machinery depends strongly on the used for the manufacture of materials. The most valuable structural materials are alloys, which combine the essential operational characteristics: high strength, particularly compressive strength, resistance to aggressive environments, adequate strength at elevated temperatures. These materials include titanium alloys.
Given the high hardness of titanium alloys, for final processing using diamond grinding. Productivity of the grinding process depends on many parameters, one of which is the cutting ability of the circle. When changing the cutting ability of the circle during the processing there comes a time when the working surface of the disk is not able to remove the supplied volume. As a result of changing the cutting force, which could lead to a phase–structural changes in the surface layer. The thermal conductivity of diamond is much higher than other tool materials, and the coefficient of linear expansion of 5–10 times smaller, which leads to high resistance of diamond for thermal loads of up to 800–1200°С.
Structure and physical–mechanical properties of titanium alloys do not allow the theory to calculate the cutting forces in order to identify treatment modes based on the assumption that the workpiece material is homogeneous and isotropic. This, in our opinion, due to widespread use of multifactorial experiments to find optimum conditions of grinding titanium alloys.
Consequently, the theme of master's thesis, which aims to study the cutting ability of diamond grinding wheels for flat plunge grinding of titanium alloys is important.
The purpose and objectives of research
The purpose of the study — improving the cutting properties of diamond grinding wheels for surface grinding of titanium alloys group VT14.
The object of research is the process of flat plunge grinding diamond wheel titanium alloys group VT14.
Subject of researchis the pattern of change cutting ability of the working surface of the circle in the plane plunge diamond grinding of titanium alloys for elastic scheme.
Methods of research: theoretical methods, based on the fundamental provisions of the cutting theory, methods of elasticity theory, the method of thermomechanical coefficients, the experimental methods.
To achieve the above objective resolved following tasks:
– determine the mechanical properties of titanium alloys in the temperature–rate conditions, the cutting blade and grinding tool;
– determine the cutting ability of diamond grinding wheels for flat plunge grinding on the elastic pattern of samples of titanium alloys of VT;
– perform static analysis of experimental data on deep sand with a flat mortise diamond grinding of titanium alloy VT14 on elastic scheme;
– develop recommendations for the appointment of modes of flat plunge grinding of titanium alloys.
The scientific significance of the work
In the first section, "Mechanical properties of titanium alloys in the temperature–speed conditions, the cutting blade and grinding tool"examined the mechanical properties and crystalline structure of titanium alloys under normal conditions, and the effects of temperature and deformation conditions. Describes the methods of experimental determination of the properties of titanium alloys in a complex deformation conditions. Determine the mechanical properties of titanium alloys of W on the basis of the methods of elasticity theory and the method of thermomechanical coefficients.
Analysis of physical and mechanical properties of titanium alloys allowed to note the following:
– strength characteristics of titanium alloys in the range of grinding speed 35–80 m / s and temperatures of 20–1000°С [1] have the form shown in Fig. 1
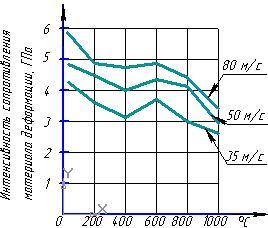
Fig. 1 Strength characteristics of titanium alloys in the range of grinding speed 35–80 m/s [1]
– if s <0,06 mm/rev, the conditions for stability and wear resistance decreases due to the high concentration of heat in the zone of the back surface, since the thin shavings of titanium alloys is reduced heat dissipation. When processing with the filing of s> 0,07 mm/ rev decrease resistance associated with the intensive development of wear on the rear surface, which leads to more intense destruction of the cutting edge [2, 3];
– as a result of low plastic properties of titanium alloy formation during the deformation process of leading macro-and micro-cracks during machining takes place. This also explains the formation in cutting of titanium alloys high-angles and low shrinkage of chips, as a rule, the coefficient of shrinkage in length is close to 1 [4]. Given the above, there should be no accumulation of chips and assign less feed 0,08 mm / rev.
Common method of grinding titanium alloys with a diamond grinding electroerosion effects on the working surface of the circle. Tool in this case are the diamond wheels Metal bond and ensure high cutting ability of the working surface of the disk is carried electroerosion effects on the working surface of the circle. If you use an expensive diamond processing tool should be implemented in such regimes, which prevents increased wear diamonds, and at the same time ensuring high performance and stable quality of treatment. The latter can be achieved by using an elastic grinding circuit, while an increase in productivity and the elimination of increased wear provided by treatment with the best efforts of the compression of blanks to the working surface of the circle.
In the second section, "Methods of describing the cutting ability of diamond grinding wheels using analysis and regression"describes methods and techniques of experimental research, equipment used, equipment, tools and material being processed.
When a rigid scheme of grinding performance is determined by the processing modes: the speed range of Vк, the rate of longitudinal feed table Vst, size of incision Sb filing for determining the depth of grinding. If, in accordance with regimes to the working surface of the material terms of the amount supplied, which the working surface of a circle is unable to remove deteriorating surface quality, manifested in the form of burns and sanding cracks. Therefore, increasingly finds use elastic processing scheme by itself or as an intermediate step in the transition to a rigid scheme.
Grinding of the elastic scheme can be performed peripheral circle forms 1A1 (Fig. 2) [5]

Fig. 2. Grinding of the elastic scheme still circle the periphery of the sample
When sanding on the scheme of elastic grinding wheel 1 rotates at a speed of Vc. Workpiece 2 tightened to the working surface of the circle with a constant force Pп, which is balanced by the radial component of cutting force Py, and progressively moved in the direction perpendicular to the cutting speed, Vc, at a rate W, which will be called the speed of immersion of the working surface of the disk in the sample. Sinking speed of the working surface of the circle in the sample determined by the thickness of individual slices, providing the condition Ру = Рп.
Cutting ability of diamond grinding wheels is connected with processing capacity through the sinking speed of the working surface of the circle in the workpiece.
Processing performance is determined by the product of the square machined surface in the В ? Н and sink rate W [6]
П=W ·B ·H, мм³/мин,
где В — the width of treated surface of the sample, mm;
Н — length of machined surface, mm;
W — sinking speed of the working surface of a circle in the sample surface, mm / min.
The main advantage of the elastic grinding circuits is the presence of a strong correlation between performance and processing parameters of the working surface of the disk, as well as stability in time of quality surface finish. Grinding of the elastic scheme with a given force compressing the wheel Pп to the workpiece can eliminate the effect of temperature on grinding allowance of impermanence, instability, physical and mechanical properties of a material change in the product and cutting ability of the grinding wheel for the period of resistance, that reduces the risk of defects on the sanding surface [6].
Cutting ability of diamond grinding wheel for processing by an elastic scheme described in terms of change in the depth of grinding during treatment.
The calculation of Py to determine the actual depth of grinding at different periods of treatment time at which the inequality
0,98[Py] < Py < 1,00[Py].
Pattern of change of grinding depth tф while processing t as a result of wear of grains described by the expression [6]
tф1 = tуст1 + Δt1•exp(α1·τ),
where α1 — empirical coefficient;
tуст1 — set the depth;
Δt1=tо−tуст1 — amplitude reduction of grinding depth.
In the expression for determining the amplitude reduction of grinding depth t0 - the initial depth of the grinding relief options that are formed after electrical changes.
In the third section, "Experimental study of the current limited cutting ability of diamond grinding wheels for flat plunge grinding of titanium alloy VT14" describes the physical nature of the current limited capacity of the cutting wheel. Investigations of cutting parameters and the load on a single grain in the diamond grinding of titanium alloy VT14 on elastic scheme. Determined by the force compressing the treated sample of titanium alloy VT14 to the grinding wheel. Defined by the tangential cutting force on the disk and the maximum compression force of the sample to the working surface of the circle, limited temperature oxidation of diamond grains in grinding the elastic diagram (Fig. 3).

Fig. 3. Flat plunge grinding on the elastic scheme with electroerosion control actions on the work surface of a circle [7]:
1 — processable preparation;
2 — nozzle for feeding the working medium in the interelectrode gap;
3 — autonomous electrode;
4 — grinding wheel;
5 — source of current technological;
6 — nozzle for feeding the working environment in the cutting zone.
Limit value processing Pп determined on the basis of the critical temperature T cr, above which a phase-structural changes in the treated material. Relationship of maximum surface temperature T with the parameters of cutting of the grinding process is represented by a formula in which the tangential component of cutting force is taken into account by the coefficient of grinding Kш = Pz / Py [8,9]:

where M — coefficient determined by the formula M = 1 + 2(π /4 − β);
az — maximum slice thickness, mm;
b — width of a single cut, mm;
β, ω — respectively shift angle and the angle of;
Kз — coefficient taking into account the law of distribution of normal stresses on the contact surface of grain with detail;
fз — surface contact area with the rear surface of the grain detail, mm²;
μ — coefficient of friction of diamond grain on the workpiece material;
zр — number of simultaneous contact with the part of grains;
a, λ — respectively, thermal diffusivity, m² / s, and thermal conductivity (W / m · K), the processed material;
H — dimensionless width of the heat source;
αв — factor input, taking into account the amount of heat entering the detail;
S — площадь зоны контакта детали со шлифовальным кругом, мм²;
C, α — the initial ordinate, and the coefficient of linear dependence, reflecting the influence of temperature –speed factors on the shear stresses, the dependence has the formτs = C — αT;
Vк, Vд — respectively, the velocity range and velocity components, m/s and m/min.
In the fourth section, "Rozrabotka recommendations for appointment of modes of flat plunge grinding titanium alloys",describes the practical recommendations on the appointment of modes of flat plunge grinding of titanium alloys VT14 elastic and rigid schemes.
Roughness polished surfaces provide an appropriate choice of the characteristics of the diamond layer and calculate the necessary ratio of the velocity range and details. Grinding of the elastic component of the scheme with a constant cutting force Py provides an indicator of how the phase-structural state of the surface layer of the sample of titanium alloy. Obtained from the exponential dependence of the elastic grinding circuit determined the reduction of grinding depth on a rigid scheme.
Recommendations include the determination of mechanical properties that provide the specified parameters of roughness and the absence of phase-structural transformations in the surface layer of the workpiece.
As a result of the lead researches the problem of increase of efficiency of cutting properties of diamond grinding circles is solved at flat grinding titanic alloys of group VT.
Set of mechanical properties of titanium alloys in the temperature-speed conditions, the cutting blade and grinding tools, using two approaches: methods of elasticity theory and the method of thermomechanical coefficients.
Defined cutting ability of diamond grinding wheels for flat plunge grinding on the elastic scheme, which is described by an exponential expression.
Performed static analysis of experimental data on the depth of grinding in the processing of titanium alloy VT14 on elastic scheme and set a confidence interval at a depth of grinding.
Practical recommendations for the appointment regimes plane plunge grinding of titanium alloys group VT elastic and rigid schemes.
Andreeva Svetlana, DonNTU © 2011
Resume