 Библиотека Библиотека
Библиотека Библиотека ИСТОЧНИК: Прогрессивные технологии и системы машиностроения. Международный сборник научных трудов. Вып. 92. — Донецк: ДонГТУ, 2000, — с.202–207
The dependencies describing influence of conditions of grinding and controlling spark–erosive action on the specific manufacturing cost of machining are deduced. They alloy to determine optimum conditions of grinding by elastic setup.
Важнейшими направлениями развития машиностроения в современных условиях являются применение в выпускаемых изделиях новых перспективных конструкционных материалов, обладающих высокими физико–механическими и эксплуатационными свойствами, и внедрение ресурсосберегающих технологических процессов, что позволило бы эффективнее использовать дефицитные и дорогостоящие материальные и энергетические ресурсы.
Указанным направлениям развития соответствует процесс алмазного шлифования с электроэрозионными управляющими воздействиями на рабочую поверхность круга (РПК) [1], в том числе и по упругой схеме (рис. 1), обеспечивающий высокопроизводительную обработку труднообрабатываемых материалов.
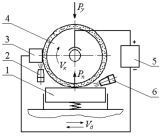
Рис.1. Шлифование по упругой схеме с электроэрозионными управляющими воздействиями на рабочую поверхность
При шлифовании по упругой схеме обрабатываемая заготовка 1 поджимается к шлифовальному кругу 4 с постоянной силой Рп. В процессе обработки возникает составляющая силы резания Ру которая в установившемся режиме шлифования равна Рп. Для осуществления электроэрозионных управляющих воздействий на РПК в автономной зоне положительный полюс источника тока 5 подключают к шлифовальному кругу, отрицательный — к автономному электроду–инструменту 4. Рабочая среда подаётся в зону резания через сопло 6, в межэлектродный промежуток через сопло 2.
Этот способ шлифования предусматривает согласование между собой режимов механической обработки и режимов электроэрозионных управляющих воздействий. При этом в процессе поиска оптимальных режимов для обеспечения экономии ресурсов должен быть обеспечен минимум удельной себестоимости и обработки.
Рассмотрим расчет удельной себестоимости обработки метолом прямого калькулирования для случая, когда потеря режущей способности круга обусловлена явлениями засаливания межзеренного пространства и изнашивания зёрен.
Себестоимость одного станко–часа обработки при алмазном шлифовании определяется по формуле [2]:
Ссч = 30 + А + Рт + Э + И, (1)
где 30 — часовая заработная плата шлифовщика;
А — амортизация производственного оборудования;
Рт — затраты на текущий ремонт и содержание оборудования;
Э — затраты на технологическую электроэнергию;
И — возмещение затрат на износ алмазного инструмента.
Соответственно, себестоимость одной станко–минуты обработки будет содержать аналогичные составляющие:
Ссм = Ссч /60 = Зом+ Ам + Ртм + Эм + Им. (2)
В формуле (2) слагаемые Зом, Ам, Ртм не зависят от механических режимов и режимов управляющих воздействий на РПК и могут быть приняты постоянными, а слагаемые Эм, Им — зависят. Постоянные слагаемые себестоимости рассчитываются по общеизвестным формулам [2].
При шлифовании с управлением режущими свойствами РПК затраты на технологическую электроэнергию определяются как сумма затрат электроэнергии на осуществление процесса шлифования и на поддержание режущих свойств шлифовального круга:
Эм=Эшл+Эупр. (3)
Электроэнергия, потребляемая при шлифовании за 1 минуту, определяется следующим образом:

где Py — радиальная составляющая силы резания, Н;
Кш — коэффициент шлифования;
Vk — скорость круга, м/с;
?гд — КПД привода главного движения станка;
Nг — мощностьдвигателя гидропривода станка, кВт;
Nо — мощность двигателя насоса охлаждения, кВт;
Цэ — стоимость 1 кВт·мин электроэнергии, грн/кВт·мин.
Электроэнергия, затрачиваемая на электроэрозионные воздействия для поддержания режущих свойств РПК, кВт, согласно [3]

где Usm — расчётное значение напряжения на межэлектродном промежутке в процессе электроэрозионных воздействий, В;
Iср — средняя сила тока электроэрозионных воздействий, А;
ηumm — КПД источника технологического тока.
При использовании источника тока модели ИТТ–35 величина Iср определяется по формуле, полученной в результате обработки данных эксперимента по изучению влияния энергии единичного импульса на удаляемый объём связки [1]:

где П — интенсивность удаления продуктов засаливания в процессе электроэрозионных воздействий, мм3/мин.
Интенсивность удаления засаленного слоя
П=Vзс max/ τ, (7)
где Vзс max — максимальный объём засаленного слоя на поверхности круга при стабилизировавшемся рельефе мм3;
τ — время удаления максимального объёма засаленного слоя в процессе управляющих воздействий, мин.
Так как Эупр=Wупр · Цэ то, с учётом формул (5), (6), (7), затраты на поддержание режущих свойств шлифовального круга

где Н — высота стабилизировавшегося рельефа круга, мкм;
Dk, Вк — соответственно диаметр и высота шлифовального круга, мм;
Рv — объёмная доля алмазов в алмазоносном слое;
К — относительная концентрация алмазов, %.
Окончательно, затраты на технологическую электроэнергию по формуле (3) с учётом (4) и (8) будут равны.

Минутные затраты на возмещение расхода алмазов

где 0,878·10−3 — масса алмазов в 1 мм3 алмазоносного слоя при 100%–ой относительной концентрации алмазом, г;
0,2 — масса одного карата алмазов, г;
V1ас — объём удалённого за 1 минуту алмазоносного слоя, мм3;
Ца — стоимость одного карата алмазов, грн/карат.
Исходя из допущения, что интенсивности процесса засаливания постоянна на протяжении всего периода шлифования и равна
Из= Vзс max/τзас, (11)
где τзас — время засаливания, соответствующее моменту времени, когда круг фактически перестанет резать, т.е. когда глубина шлифования составит 10–15% от начальной.
Объем удаляемого за одну минуту алмазоносного слоя можно рассчитать по формуле

Из этой формулы видно, что в момент времени τ=τзас объём удаляемого алмазоносною слоя V1ас=0 дальнейшем, при τ>τзас во время электроэрозионных воздействий на РПК с интенсивностью П = Vзс max/τ алмазоносный слой удаляться не будет и слагаемое Им из формулы (2) можно исключить.
Подставив (12) в (10), будем иметь:

Подстановка полученных нами выражений для переменных элементов себестоимости в формулу (2) позволяет рассчитать себестоимость одной минуты алмазного шлифования с управлением параметрами РПК путём удаления засаленного слоя в случае, когда время обработки τ>τзас.
Когда время обработки τ>τзас, интенсивность процесса засаливания (11) будет превышать величину П и для восстановления режущих свойств РПК необходимо затратить дополнительное время τдоп на правку.
Дополнительное время τдоп определим как время удаления избыточного объёма засаленного слоя, превышающего величину Vзс max, с помощью электроэрозионной правки:

где Пmax — интенсивность удаления продуктов засаливания при правке на максимальных электрических режимах, мм3 /мин.
В соответствии с (6)
Пmax=0,18 · Iср max · Usm, (15)
где Iср max — максимально допускаемая источником технологического тока средняя сила тока электроэрозионных воздействий, А.
Подставив в формулу (14) выражения (11) и (15), получим:

Таким образом, общее время работы станка при τ > τзас составит τ общ=τ + τ доп и, с учётом (16),

Минутные затраты на технологическую электроэнергию во время ?общ составят

Как уже было отмечено, при τ>τзас затраты на возмещение износа алмазного инструмента Им, обусловленного воздействием на РПК, из формулы (2) можно исключить. Однако и после полного засаливания межзеренного пространства износ круга будет продолжаться, в частности, вследствие трения РПК о поверхность резания. Считая интенсивность этого естественного износа постоянной, минутные затраты на возмещение расхода алмазов при естественном износе круга определим по формуле, аналогичной (10):

где V 1aси — объём износившегося за 1 минуту алмазоносного слоя, мм3.
Себестоимость одной минуты алмазного шлифования с управлением параметрами РПК путем удаления засаленного слоя в случае, когда время обработки τ>τзас, составит
Ссм=Зом+Ам+Ртм+Эм+Ем, (20)
себестоимость одной минуты правки
Ссм пр+Зом+Ам+Ртм+Эм доп. (21)
Себестоимость процесса обработки с учётом дополнительной правки и время τобщ=τ + τдоп
Собщ=Ссм· τ + Ссм пр· τдоп (22)
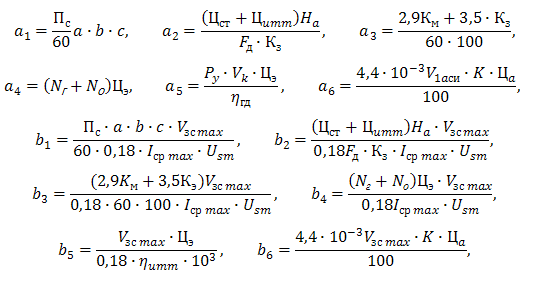
После подстановки в (22) выражений для элементов себестоимости из формул (20) и (21), выполнения некоторых преобразований и выделения постоянных коэффициентов, формулу (22) можно записать следующим образом:

где а1, а2, а3, а4, а5, а6, b1, b2, b3, b4, b5 — постоянные коэффициенты, определяемые условиями шлифования.
Аналогично после подстановки в (2) выражений для слагаемых себестоимость шлифования с управлением параметрами РПК путём удаления засаленного слоя в случае, когда время обработки τ ≤ τзас, составит
Сшл=а1 τ + а2 τ + а3 τ + а4 τ + а5 τ ·Кш + b5 + b6 ( τзас − τ/ τзас).
Значения постоянных коэффициентов рассчитываются по следующим формулам:
где Пс — часовая тарифная ставка станочника соответствующего разряда, грн;
а — коэффициент доплат в виде премии;
b — коэффициент, учитывающий дополнительную заработную плату;
с — коэффициент, учитывающий отчисления на социальные мероприятия;
Цст — первоначальная стоимость станка, грн;
Цитт — первоначальная стоимость источника технологического тока, грн;
На — норма амортизации, %;
Fд — действительный фонд времени работы станка, мин;
Кз — коэффициент загрузки станка во времени;
Км — категория ремонтной сложности механической части оборудования;
Кэ — категория ремонтной сложности электрической части оборудования.
Таким образом, удельная себестоимость сошлифовывания 1 мм3 обрабатываемого материала при τ ≤ τзас описывается выражением вида

где Vм ( τ) — объем сошлифованного материала, мм3;
а при τ>τзас, поскольку
Суд=Собщ/(Vм(?)),
следующим выражением:

мВремя засаливания РПК находится по методике, изложенной в [4], а объём сошлифованного материала Vм(τ) — но рекомендациям [5]. Минимальная удельная себестоимость обработки определяется при решении уравнений (23) и (24) на ЭВМ численным способом. Полученное таким путем оптимальное время обновления РПК позволяет определить оптимальные режимы электроэрозионных управляющих воздействий на РПК, соответствующие наиболее эффективному использованию материальных и энергетических ресурсов при реализации технологического процесса шлифования
Биография
Реферат
Библиотека
Ссылки
Отчет о поиске
Индивидуальный раздел