
Дубойский Кирилл Владимирович
Факультет инженерной механики и машиностроения
Специальность «Металлургическое оборудование»
Аналитическое исследование кинематики, разработка методики расчета энергосиловых параметров устройства для быстрой смены погружных стаканов для защиты стали от вторичного окисления во время разливки на слябовой МНЛЗ и моделирование его работы на физическом аналоге
Руководитель: д.т.н., проф., зав. кафедрой МОЗЧМ Еронько Сергей Петрович
На сегодняшний день металлургическая промышленность является одним из основопологающих секторов технического развития страны. Все отрасли промышленности тесно связаны с металлургией, что в очередной раз подчеркивает её важность для человечества вцелом.
Ежегодно потребности человечества в металле растут с высокой скоростью, что требует от металлургических предприятий увеличения собственных мощностей производства. Ввиду стремительного развития новых технологий, основанных и ориентированных на сталь высокого качества, от “производителей стали” требуется высокая культура производства, подкрепленная новыми разработками в области выплавки и последующей обработки стали.
Одной из таких разработок, качественно влияющей на конечный продукт металлургического производства, является – «Манипулятор для быстрой смены погружных стаканов слябовой МНЛЗ». Данный манипулятор, разрабатывается с целью увеличения серийности непрерывной разливки стали и реализация защиты ее от вторичного окисления, а так же для снижения сложной, рутинной работы обслуживающего персонала.
Повышение серийности непрерывной разливки стали и реализация защиты ее от вторичного окисления являются главными условиями улучшения показателей технико-экономической эффективности производства качественной непрерывнолитой заготовки [1].
Увеличение объема стали, разливаемой серийно на сортовых и слябовых МНЛЗ, сопряжено с известными трудностями, связанными с обеспечением стабильности скорости истечения жидкого металла из промежуточного ковша в кристаллизаторы и экранирования струи расплава от окружающей атмосферы. При этом постоянство расхода стали поддерживают либо за счет использования стаканов-дозаторов с калиброванным каналом, либо применяя стопорные системы в комплексе с погружными стаканами. В процессе длительной разливки форма и размеры каналов дозирующих и защитных стаканов по ряду причин могут существенно изменяться, что приводит к ухудшению условий формирования струи и нарушению скоростные режимов истечения стали [2].
Наиболее действенной мерой, направленной на устранение указанных негативных явлений, следует признать оборудование промежуточных ковшей машин непрерывного литья заготовок специальными устройствами шиберного типа, позволяющими осуществлять замену пришедшего в негодность огнеупорного стакана практически без прерывания струи. Среди разработчиков таких разливочных систем лидирующее положение занимают зарубежные фирмы Interstop, Vesuvius, Flogates, Danieli, активно продвигающие свою продукцию на рынки металлургического оборудования стран СНГ. Следует отметить то обстоятельство, что приобретая импортные устройства для дозированного перелива металла из промежуточных ковшей, отечественные производители стали становятся зависимыми от конкретного поставщика огнеупорных изделий, поскольку каждая разливочная система рассчитана на комплектацию стаканами специального исполнения, материал, форма и размеры которых защищены патентами.
С целью унификации элементов разливочного оборудования и использования в нем керамических изделий отечественного производства, на кафедре «Металлургического обрудования заводов черной металлургии» (МОЗЧМ), Донецкого национального технического университета, с учетом результатов сопоставительного анализа достоинств и недостатков известных зарубежных аналогов разработаны и спроектированы системы быстрой смены дозирующих и защитных стаканов, имеющие конструктивные отличия, благодаря которым упрощаются и облегчаются обслуживание и эксплуатация устройств дозированного перелива стали для промежуточных ковшей сортовых и слябовых МНЛЗ.
Как известно, в указанных системах важнейшей конструктивной частью является узел прижатия сменного стакана к базовому огнеупорному блоку. Данный узел в разливочных устройствах зарубежных фирм включает две группы коромысел, установленных на осях симметрично по обе стороны огнеупорного стакана вдоль направления его возможного перемещения. При этом каждое коромысло одним концом давит на тыльную часть стального кожуха стакана за счет силы сжатия витой или тарельчатой пружины, воздействующей на противоположный конец коромысла. Такая схема узла прижатия подвижного огнеупорного элемента требует тщательного подбора всех устанавливаемых пружин для обеспечения постоянства их упругих характеристик, которое необходимо регулярно контролировать на специальных стендах, предварительно выполняя при этом полную разборку разливочного устройства.
В системах, предлагаемых потенциальному потребителю такими зарубежными фирмами как Interstop, рис 2.1., и Vesuvius, рис 2.2, замена погружного стакана осуществляется в два этапа.
Рис. 2.1 — Манипулятор для быстрой смены погружных стаканов фирмы «Interstop»

Рис. 2.2 — Устройство для быстрой смены погружных стаканов фирмы «Vesuvius»
Успешная реализация литья слябовых заготовок длинными и сверхдлинными сериями требует не только применения высококачественных огнеупорных погружных стаканов, но и специальных устройств, обеспечивающих их быструю замену без прерывания струи металла, истекающего из промежуточного ковша в кристаллизатор [2 — 4].
С целью устранения отмеченного недостатка авторами был разработан комплекс, включающий разливочную и манипуляционную системы, согласованно функционирующие по заданной программе. Механическая часть предложенной разливочной системы, показанная на рис. 3.1, отличается от зарубежных аналогов тем, что силовой гидроцилиндр непосредственно с нею не связан, а размещен стационарно на манипуляторе. Кроме того, внесены изменения в конструкцию узла прижатия погружного стакана к базовой огнеупорной плите. Стакан своей металлической обоймой опирается на ролики, поджимаемые пружинами, размещенными в наклонных каналах, в которые снаружи ввинчены резьбовые пробки. Применение тел качения в опорном узле позволило уменьшить силу сопротивления перемещению погружного стакана и снизить интенсивность износа контактных поверхностей взаимодействующих элементов разливочного устройства.
Рис. 3.1 — Схема размещения погружного стакана в разливочной системе промежуточного ковша слябовой МНЛЗ: 1 — погружной стакан; 2 — пробка с резьбой; 3 — пружина; 4 — роликовая опора; 5 — разливочный стакан; 6 — базовая плита; 7 — корпус; 8 — приемные салазки
Рис. 3.2 — Манипуляционная система для быстрой смены погружных стаканов
Рис. 3.3 — Последовательность выполнения операции по замене погружного стакана
Рис.3.4 — Схема стыковочного узла:
1 — силовой гидроцилиндр; 2 — насадка; 3 — подпружиненный захват;
4 — корпус разливочной системы; 5 — скоба манипуляционной системы
Рис.3.5 — Принцип действия паралеллограмного механизма минипуляционной системы(анимированный рисунок, циклов повторения —1, объем 886kb)
Для нормального функционирования
рычажного механизма предложенного манипулятора необходимо обеспечить требуемое
соотношение его линейных и угловых параметров, при котором в системе в процессе
взаимодействия сочлененных элементов не происходит разрыв в кинематической
цепи.
С
целью получения исходной информации, необходимой для составления программы,
реализующей
математическую модель для расчета параметров разработанного устройства, учитывая рекомендации работы [6], выполнили анализ стержневого механизма в соответствии
со схемой, приведенной на рис. 4.1.
Движение
шарнира В,
принадлежащего коромыслу АВ (звено 1), происходит по окружности,
которую описывает система уравнений:
 ,
,
где lAB – длина
коромысла 1; φ1 –
угол поворота коромысла.
Движение шарнира D, принадлежащего кривошипу CD (звено 2), происходит по окружности, описываемой системой уравнений:
 .
.
Исходя из условия замкнутости контура ABDC, можно
записать:
 ,
,
где lCD – длина кривошипа 2; φ2 – угол поворота
кривошипа 2; φ23 – угол поворота
рычага 3 относительно кривошипа 2.
Так как четырехзвенник
ABDC в соответствии с предложенной кинематической схемой
является параллелограммом, то lCD = lAB , lAC = lDB , φ2 = φ1.
Использование
параллелограмма обеспечивает плоскопараллельное движение рычага 3 в горизонтальном
положении. Угол его поворота относительно кривошипа 2 равен:
![]() .
.
Приведем
уравнение, полученное из условия замкнутости контура ABDC, к
виду:
или
 .
.
Движение шарнира Н, принадлежащего тяге ЕН (звено
4), происходит по окружности, описываемой системой уравнений:
 ,
,
тогда из условия
замкнутости контура CDFHE:
 ,
,
где lDF – длина части рычага 3; lHF – длина рычага 5; lEH – длина тяги 4; φ4 - угол
поворота тяги 4; φ45 -
угол поворота рычага 5 относительно тяги 4.
В
системе уравнений, полученной из условия замкнутости контура CDFHE, присутствует три неизвестных: lEH, φ4, φ45,
поэтому приведем ее к виду:
 ,
,
тогда
 ,
,
где φ35 – угол
поворота рычага 5 относительно
рычага 3.
Угол поворота тяги 4
можно найти из треугольника EHF по теореме
косинусов:
![]() ,
,
откуда
 ,
,
где
![]() ;
;
тогда
![]() ,
,
![]() .
.
Из результатов анализа
уравнений следует, что задача синтеза данного рычажного механизма сводится к
определению длины тяги 4 и координат
расположения стакана в зависимости от угла
поворота кривошипа 1.
Решение
полученных уравнений необходимо выполнить для диапазона значений угла поворота кривошипа φ2’ от 0 до 75 о. в противоположном направлении отсчета, показанном на рис. 5.1:
![]() .
.
Это позволяет при
выполнении анализа исключить побочные решения. В исходном состоянии стержневого механизма (φ2' = 0 о
град.) часть звена 5, обозначенная точками FZ, изображающая ось симметрии погружного
стакана, должна находиться в горизонтальном положении. Как видно из
кинематической схемы, это возможно при условии:
![]() ,
,
где
φ5 = const – угол между частями HF и FZ звена 5 (см. рис. 4.1).
В конечном положении
стержневого механизма (φ2' = 75о )
ось симметрии стакана должна находиться в
вертикальном положении. При этом выполняется условие:
![]() о.
о.
На геометрические
параметры механизма манипулятора
накладываются ограничения, связанные с отводимым рабочим пространством (максимальная высота стойки манипулятора, расстояние
между наружной поверхностью днища
промежуточного ковша и верхней частью кристаллизатора
МНЛЗ, удаленность манипулятора от
промежуточного ковша и т. д.).
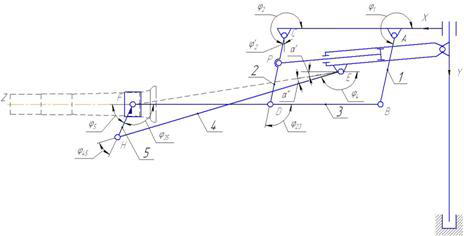
Рис. 4.1 — Схема исследуемого
стержневого механизма
На основании полученных
выражений составлена программа в среде MathCAD для синтеза стержневого механизма,
определения геометрических параметров и моделирования его работы при повороте
кривошипа на угол φ2'
от 0 до 75о [7].
В качестве исходных
данных приняты координаты опор А, Е, длины
звеньев lAB, lCD, lDB, lDF, lHF, угол φ5. Решая систему уравнений, в которой индексами n и
k обозначены
начальные и конечные координаты соответствующих точек,
 ,
,
где
 ,
,
определяют длину тяги 4 как функцию lEH = ![]() f(φ5), обеспечивающую заданную
траекторию движения рычага 5 и скобы со
стаканом.
f(φ5), обеспечивающую заданную
траекторию движения рычага 5 и скобы со
стаканом.
Успех применения устройства для быстрой смены погружных стаканов в значительной мере зависит от правильного и обоснованного выбора его кинематических и энергосиловых параметров. В ранее опубликованной работе [5] приведены результаты исследований кинематики разливочной системы промежуточного ковша, предназначенной для реализации механизированной замены отработанного керамического изделия резервным без перекрытия разливочного канала.
В настоящей работе представлена разработанная методика расчета силовых параметров гидравлического привода и опорного узла устройства подобного класса, конструктивная схема которого показана на рис. 5.1.1.
а
б
Рис.5.1.1 - Схема устройства смены погружных стаканов
Устройство включает сборный металлический корпус, снабженный средствами крепления к фланцу, привариваемому к наружной поверхности днища промежуточного ковша. Корпус устройства состоит из монтажной плиты 1, имеющей центральное отверстие, в котором размещена нижняя часть гнездового моноблока 2 промежуточного ковша. С монтажной плитой жестко связаны расположенные симметрично ее продольной оси две направляющие опоры 3, несущие сменный огнеупорный погружной стакан 7 в металлической обойме, примыкающей снизу к гнездовому блоку и имеющий возможность перемещения вдоль опор съемным гидроцилиндром. Прижатие к гнездовому блоку погружного стакана осуществляют пружины 5, размещенные в наклонных цилиндрических каналах, выполненных в корпусах направляющих опор. Усилие от пружин к металлической обойме может передаваться либо через металлические штифты 4 (рис. 5.1.1 а), либо через тела качения 8 (рис. 5.1.1 б). В нижней части каналов нарезана резьба для ввинчивания пробок 6, обеспечивающих регулирование степени сжатия пружин. Каждая из пробок своей задней торцевой поверхностью, имеющей шестигранное отверстие под ключ, выходит наружу направляющих опор.
Рис.5.1.2 — Схема сил, действующих в разливочной системе
С учетом этого суммарная
сила технологического сопротивления W, возникающая при замене погружного
стакана, равна:
![]()
где
Fр — сила сопротивления, возникающая
при разрушении слоя отложений в канале стакана;
Fтр1 – cила трения между рабочими
поверхностями керамических элементов разливочного устройства (заменяемого погружного стакана);
Fтр2 – сила трения между металлическими
поверхностями в опорном узле разливочного устройства;
Fтр3 — сила трения между рабочими
поверхностями металлических элементов приемных салазок и обечайки сменного погружного стакана;
Fсопр – сила, вызванная лобовым сопротивлением погруженной в жидкий металл
частью стакана (заменяемого и сменного), при его перемещении;
Fис — сила инерции стакана (заменяемого
и сменного);
Fим — сила инерции жидкого металла, находящегося в погруженной части
канала погружного стакана (заменяемого и сменного).
Для определения значения
силы Fр можно использовать зависимость,
приведенную в работе [6]:
![]()
где
к1 – коэффициент, равный отношению
максимального сопротивления срезу к пределу прочности материала образующийся корки;
σв — предел прочности стали при
заданной температуре;
Sp — площадь поперечного сечения срезаемой корки:
![]()
dк — диаметр канала погружного стакана;
δ — толщина образующейся металлической
корки.
Сила трения между
рабочими поверхностями керамических элементов:
![]()
Сила
трения между металлическими поверхностями в опорном узле:
![]()
При
применении в опорном узле тел качения силу сопротивления определяют по формуле:
Сила
трения между рабочими поверхностями металлических элементов приемных салазок и
обечайки сменного погружного стакана:
![]()
В этих выражениях μп – коэффициент трения
скольжения огнеупора по огнеупору; μс – коэффициент трения скольжения стали по
стали; f –
коэффициент трения качения; dкач – диаметр тела качения; Fпр – сила
прижатия погружного стакана к огнеупорному гнездовому
блоку; Fсж – сила
упругости, развиваемая блоками пружин опорного узла и связанная с силой
прижатия зависимостью Fсж =
![]()
В соответствии с
рекомендациями работы [6], значения величин, входящих в уравнения (2) — (7),
при расчетах можно принять: μп = 0,3 – 0,7; μс = 0,15
– 0,18; к1 = 0,7 – 0,8; σв
= 50 – 60 МПа; δ = 5 –
Сила,
вызванная лобовым сопротивлением погруженной в жидкий металл частью стакана при
его перемещении:
![]()
где с = 0,4 —
коэффициент лобового сопротивления;
ρс – плотность жидкой стали при
заданной температуре разливки;
Sст – площадь наибольшего сечения
стакана в плоскости перпендикулярной направлению движения;
v0 – скорость перемещения стаканов в
жидкой стали.
В
соответствии с рис. 6.2:
![]()
Dст — наружный диаметр погруженной части стакана;
hпогр — глубина погружения стакана в жидкую сталь.
Скорость
движения стакана относительно металла в кристаллизаторе при треугольном графике
движения:
![]()
где lп — длина плиты погружного
стакана, контактирующей с гнездовым блоком промежуточного ковша;
tз — время, за которое осуществляют замену погружного
стакана.
Силы
инерции заменяемого и сменного стаканов Fис и жидкого
металла Fим, находящегося в погруженной части их
канала:
![]()
![]()
Здесь
mст и mм — соответственно масса погружного стакана и металла, находящегося в заглубленной
части его канала, аст = ам – ускорение
стакана, развиваемое приводом при его замене:
![]()
где tр — время разгона стакана, равное
0,5·tз.
Силы трения, вычисляемые по (4)–(6), обусловлены силой
прижатия Fпр, значения которой следует задавать
из условия предотвращения образования зазора между контактными рабочими
поверхностями огнеупорных элементов в результате совместного действия на погружной стакан его силы тяжести Gст, силы
Архимеда FА, сил инерции стакана Fис и находящегося в заглубленной части
канала жидкого металла Fим, силы лобового сопротивления стакана
Fсопр, а также расклинивающего усилия, возникающего в момент разрушения
металлической корки.
Проталкиваемый
штоком приводного гидроцилиндра сменный стакан воздействует на заменяемый
разливочный элемент, преодолевая силу технологического сопротивления W. Поскольку вектор сдвигающей силы Fц расположен ниже плоскости
скольжения рабочей поверхности заменяемого стакана на расстоянии h1, образуется пара сил, вызывающая его
поворот относительно горизонтальной поперечной оси, проходящей через точку О. Этому повороту содействует сила Gст, и препятствуют силы FА, Fис,
Fим, Fсопр.
Отсутствие зазора между
контактными рабочими поверхностями базового моноблока и защитного стакана будет
гарантировано, если:
![]()
Откуда, учитывая (1) и (4)
– (7):
![]()
Суммарная сила,
развиваемая одним блоком пружин опорного узла разливочного устройства:
![]()
Силу, обеспечиваемую
каждой пружиной при рабочей деформации, соответствующей наибольшему
принудительному сжатию ввинчиваемой пробкой, определяют по формуле:
![]()
где n — количество пружин в одном блоке опорного узла.
Процесс взаимодействия
быстро движущегося штока приводного гидроцилиндра со сменным комплектом погружных стаканов по характеру протекания достаточно
близок к абсолютно неупругому удару, поскольку все элементы системы после
контакта движутся как одно целое. При этом в соударяющихся телах возникают упруго-пластические деформации,
из-за чего часть кинетической энергии системы преобразуется в ее внутреннюю энергию,
т.е. не используется для совершения работы, связанной с преодолением
технологических нагрузок. Поскольку определение теоретическим путем доли
теряемой кинетической энергии при изучении поведения несвободного тела, которым
является проталкиваемый погружной стакан, пока не представляется
возможным, нужные сведения получили в результате выполненных экспериментальных
исследований. Контрольные измерения, проведенные на
лабораторных стендах по разработанным методикам, подробно освещенным в работах [6,
7], показали, что в механических системах, подобных устройству быстрой замены
защитных стаканов, доля энергии удара, затраченной на преодоление сопротивления
перемещению несвободного тела в зависимости от силы его прижатия составляет 30
— 50%, а ударная нагрузка в момент выведения системы из состояния покоя
достигает 25 – 30% от суммарной силы технологического сопротивления.
Поэтому полученное расчетное значение суммарной нагрузки на привод, включающей
силы трения в узлах разливочной системы и усилие, необходимое для разрушения
слоя отложений в ее канале, а также силы инерции, следует скорректировать в сторону
увеличения путем введения поправочного множителя, учитывающего установленные
потери подводимой энергии, затрачиваемой на деформацию соударяющихся элементов
исследуемого устройства.
С учетом сказанного,
пиковое значение силы Fц, которую необходимо создать приводным гидроцилиндром для
преодоления технологического сопротивления, следует определять из выражения:
![]()
где к2 = 1,2…1,3 –
поправочный коэффициент, учитывающий потери подводимой энергии на деформацию
взаимодействующих элементов разливочной системы.
Используя
расчетное значение Fц, при выбранном из стандартного ряда
рабочем давлении р, развиваемом насосом маслостанции,
находят диаметр поршня силового гидроцилиндра:
![]()
Для удобства использования предложенной методики расчета параметров системы
быстрой смены погружных стаканов составили
программу в прикладном пакете MathCad.
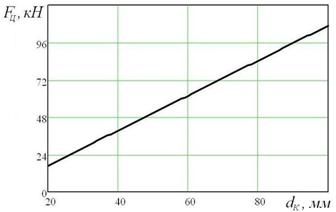
Рис.5.1.3 Сила приводного
гидроцилиндра в зависимости от внутреннего
диаметра канала стакана
На рис.5.1.3 показаны
графики изменения силы Fц, создаваемую
приводным гидроцилиндром, в зависимости от внутреннего диаметра канала стакана
при глубине его погружения в металл
Рис.5.1.4 — Диаметр поршня гидроцилиндра в зависимости от внутреннего
диаметра канала стакана Рис.5.1.5 — Сила прижатия погружного стакана в зависимости от внутреннего
диаметра его канала
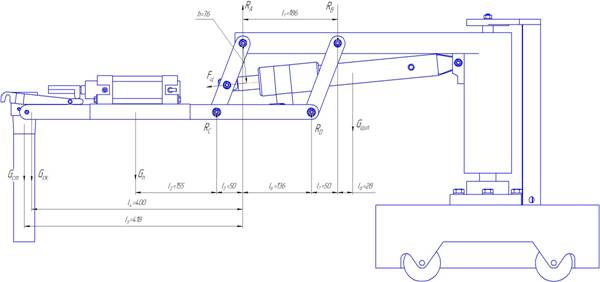
На элементы механизма подъема
консоли рис. 5.2.1 действуют силы тяжести параллелограмной
рычажной системы Gп, скобы – удерживающей погружной огнеупорный
стакан Gск, погружной
огнеупорный стакан Gстк и часть силы тяжести
от веса самого гидроцилиндра Gцил.
Рис. 5.2.1 — Элементы механизма подъема
консоли Вертикальные реакции в шарнирах
определяются из уравнения: Уравнение суммы моментов сил, преодалеваемых гидроприводом, имеет вид:
Моменты сил трения в шарнирных опорах: где
Тогда
усилие в штоке гидрооцилиндра при условии, что
Благодаря
представленной выше схеме силового расчета, можно определить необходимое
усилия на штоке гидроцилиндра. Далее по
полученным данным выбрать из каталога стандартных гидроцилиндров ту модель,
характеристики которой максимально близки к расчетным. Основными параметрами поршневого гидроцилиндра
являются: диаметры поршня D и штока d,
рабочее давление P, и ход поршня S. Рассмотрим поршневой гидроцилиндр с
односторонним штоком (рис.6.1).
Рис. 6.1 — Основные и расчетные параметры гидроцилиндра По основным параметрам можно определить следующие
зависимости: площадь поршня в поршневой полости 1
Площадь штока в поршневой полости 2
Усилие, развиваемое штоком гидроцилиндра при его
выдвижении
Усилие, развиваемое штоком гидроцилиндра на
втягивании
где kтр
= 0,9…0,98 — коэффициент, учитывающий потери на трение; Необходимый расход жидкости при выдвижении и
втягивании штока соответственно:
где u
– скорость перемещения штока, равная частному, хода штока и продолжительности
операции по смене стаканов, Прочностными
расчетами определяют толщину стенок цилиндра, толщину крышек (головок)
цилиндра, диаметр штока, диаметр шпилек или болтов для крепления крышек. В зависимости от соотношения наружного DН и внутреннего D диаметров
цилиндры подразделяют на толстостенные и тонкостенные. Толстостенными называют
цилиндры, у которых DН / D > 1,2, а
тонкостенными - цилиндры, у которых DН / D Толщину стенки однослойного толстостенного
цилиндра определяют по формуле:
где Pу
- условное давление, равное (1,2…1,3)P ; [σ]
- допускаемое напряжение на растяжение, Па (для чугуна 2,5 107, для
высокопрочного чугуна 4 107, для стального литья (8…10) 107,
для легированной стали (15…18) 107, для бронзы 4,2 10 7);
μ - коэффициент поперечной деформации
(коэффициент Пуассона), равный для чугуна 0, для стали 0,29; для алюминиевых
сплавов 0,26…0,33; для латуни 0,35; К определенной по формулам толщине стенки
цилиндра прибавляется припуск на обработку материала. Для D = 30…180 мм
припуск принимают равным 0,5…1 мм, следовательно, толщину стенки однослойного
толстостенного цилиндра, принимаем равной
Толщину донышка цилиндра определяют по формуле:
где
k – коэффициент
зависящий от формы донышка, равный k = 0.25; c – прибавка
при обработке внутреннего диаметра цилиндра, равная с=0.7мм; Определяем
диаметр болтов для крепления крышек цилиндров:
где
n — число болтов; По итогам расчетов из
табл.2 выбираем гидроцилиндр ГЦС 70.160.16.000 со следующими параметрами: — соотношение площадей поршня = 1.45, — диаметр поршня – D = — диаметр штока – d =
- ход поршня – S = -
максимальная скорость — V =
0.5 м/с, — номинальное давление — номинальное максимальное давление
Разработанное устройство, благодаря новизне заложенных технических решений, направленных на упрощение эксплуатации и повышение надежности разливочных систем промежуточных ковшей МНЛЗ, могут составить достойную конкуренцию зарубежным аналогам, поставляемым на рынки металлургического оборудования стран СНГ.
5.2. Расчет нагрузок преодолеваемых силовым гидроцилиндром для перемещения параллелограммного механизма
![]()
![]()
 ;
;![]()
![]()
 ;
;![]()
![]()

![]()
![]()

![]()
![]()
![]() .
.![]() ,
, ![]() ,
,![]()
![]()
![]() — коэффициент трения в
шарнирных опорах.
— коэффициент трения в
шарнирных опорах.![]() =
=![]() =
=![]() =
=![]() = r, равно:
= r, равно:![]()
6. Проверка правильности принятых технических решений и методов их расчета на действующей модели
![]()
![]()
![]()
![]()
![]()
![]()
![]() — объемный КПД
цилиндра;
— объемный КПД
цилиндра;![]() ;
;![]() 1,2.
1,2.
![]()
![]() — допускаемое напряжение, равное
— допускаемое напряжение, равное ![]() = 20МПа;
= 20МПа;![]()
![]() — допускаемое напряжение при растяжении, для болтов из стали Ст
35, равное
— допускаемое напряжение при растяжении, для болтов из стали Ст
35, равное ![]() = 125МПа;
= 125МПа;![]() = 20 Мпа,
= 20 Мпа,![]() = 25 Мпа.
= 25 Мпа.Заключение
При написании данного реферата магистерская работа еще не завершена. Окончательное завершение: декабрь 2011 года. Полный текст работы и материалы по теме могут быть получены у автора или руководителя после указанной даты.
Литература
|Об
авторе | Библиотека
|Ссылки
|Отчет
о поиске
|Индивидуальный раздел