
Защита окружающей среды от выбросов пыли и вредных газов в атмосферу для современных производств в наше время стоит наряду с основными характеристиками предприятий. Высокая концентрация мельчайших частиц, размер которых колеблется от микрометров до нанометров, выделяющихся при дроблении, размоле и механической обработке различных материалов, наносит огромный вред природной среде, приводит к безвозвратной потере большого количества сырья и готового продукта. Пыли полидисперсны, но, по мере прохождения материалом технологического процесса обработки, содержание фракции пыли менее 10 микрометров возрастает. У всех технологических агрегатов, выделяющих пыль, устанавливаются пылеулавливающие аппараты, позволяющие не только возвратить значительное количество готового продукта или полуфабриката, но и предотвратить загрязнение пылью воздушного бассейна заводов и прилегающих к ним территорий, поэтому уловленную пыль необходимо использовать. Мелкодисперсные материалы, используемые в производстве, нуждаются в обработке и потому, что это обеспечивает более удобную транспортировку, дозирование, фасовку, снижаются пыление и слеживаемость продукции. Утилизация уловленной пыли на производстве является одним из условий создания безотходных производств.
Продукты, получаемые вторичной переработкой полимеров, также являются гранулами. В качестве исходного материала используются отработанные изделия из полипропилена, поливинилхлорида, полистирола и т.д. Сжигание данных полимеров представляет серьезную угрозу для окружающей среды, так как при этом выделяются диоксины - вещества, опасные для человеческого организма и вызывающие возникновение злокачественных образований. Вторичное использование данных полимеров позволяет снизить количество неразлагающихся отходов. Наиболее оптимальным решением для их переработки является гранулирование, осуществляемое чаще всего экструзией, литьем, дроблением.
Целью работы является анализ влияния адгезии и других физико – механических свойств дисперсных и гранулированных материалов на стабильность работы грануляторов различного типа. При работе грануляторов одной из главных задач является обеспечение стабильности, так как при таком ведении процесса все основные характеристики и параметры агрегатов и перерабатываемых материалов не выходят за допустимые пределы, обеспечивая работоспособность агрегатов и заданные качества продукции.
Особенностью процесса гранулирования является интенсивное взаимодействие твердой дисперсной массы, находящейся в газовой среде при наличии жидкой фазы, с рабочими органами и поверхностями грануляторов. При этом возможны различные взаимодействия как самой гранулируемой рабочей массы и гранул, так и контактное взаимодействие с рабочими поверхностями и возникновение адгезионных контактов до прекращения работы гранулятора. К таким адгезионным контактам относятся: залипание, зависание, наслоение, конгломерация, самозаклинивание. Особое влияние оказывают микроэффекты, зависящие от состава сырья, качества поверхностей, сил воздействий, режима, давления, температуры. Важно установить закономерности изменений свойств, определить поведение рабочей массы. Отклонения за допускаемые параметры будут приводить к нежелательным для нормального протекания процесса явлениям. Вероятность возникновения таких проявлений будет зависеть от степени отклонения свойств материалов и влияющих факторов. Имеет смысл говорить о «робастности системы». Свойства материалов необходимо знать для дальнейшего определения границ возможности их применения. В частности, для использования в качестве фильтрующих материалов массового применения, очистки газовых и жидких сред. Это особенно актуально в современных условиях при огромных масштабах загрязнений.
В работе проанализированы основы адгезии: теории адгезии; молекулярное взаимодействие на границе раздела между адгезивом и субстратом и диффузионные явления между ними, формирование адгезионного контакта, методы измерения адгезии; адгезия полимеров к металлам; прочность адгезионных соединений и механизмы их разрушения. Разработана математическая модель кипящего слоя для метода диспергирования жидкости частиц во взвешенном состоянии. Предметом исследования также являются свойства дисперсных и гранулированных материалов, которые могут являться определяющими в обеспечении работоспособности грануляторов. Проведен анализ влияния адгезионных соединений на стабильность режима работы гранулятора на примере гранулятора кипящего слоя. Данные исследования будут применены для оптимизации технологического процесса гранулирования и повышения производительности аппарата.
Адгезия (от лат. adhaesio – притяжение, сцепление) – явление соединения приведенных в контакт поверхностей конденсированных фаз. Эти фазы составляют основу образующегося в результате молекулярного (по всей межфазной площади) контакта адгезионного соединения и называются субстратами, а вещества, обеспечивающие соединение субстратов, – адгезивами. Обычно субстраты – твердые тела (металлы, полимеры, реже – стекла, керамика), адгезивы – жидкости (растворы или расплавы полимеров, иногда – низкомолекулярные продукты). Частный случай адгезии – аутогезия, реализуемая при молекулярном контакте двух одинаковых по составу и строению объектов [8].
Адгезия (по физическому смыслу) – явление, близкое к явлению адсорбции, когда две взаимно нерастворимые жидкости, или жидкость и твердое тело, или, наконец, два твердых тела приводятся в тесный контакт друг с другом и под действием межмолекулярных сил притяжения (дисперсионных, полярных или электрических) прочно прилипают друг к другу так, что для их разделения надо приложить определенное усилие или произвести работу [4].
Конечный результат развития адгезии, адгезионное соединение, характеризуется комплексом собственных параметров, неаддитивно связанных с параметрами адгезива и адрегенда. Такой характер взаимосвязей обусловлен сложной иерархией организации полимерных объектов [5]. Авторами Зильберманом А.Б. и Притыкиным Л.М. [5, гл.9] выделено пять структурных уровней такой иерархии, которые показаны на рисунке 1.
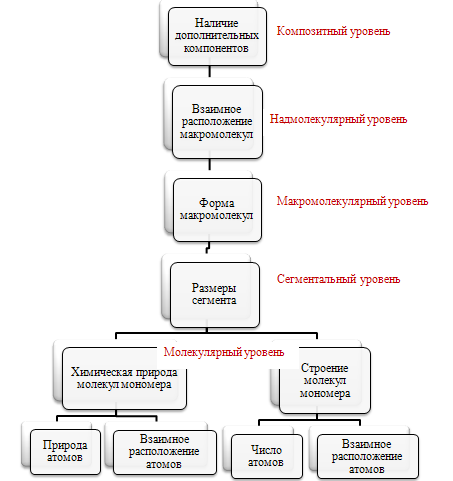
Рисунок 1 – Иерархическая схема адгезионного взаимодействия полимеров
Низший молекулярный уровень определяется составом и строением мономерной молекулы. При последующем объединении мономеров в макромолекулу играет роль конфигурация макромолекул, поскольку расстояние между ее концами может значительно превышать ее поперечные размеры. Данный уровень назван макромолекулярным. Сегментарный уровень был введен в качестве промежуточного звена между двумя указанными ранее уровнями. Введение надмолекулярного уровня учитывает организацию полимера в зависимости от упаковки макромолекул единой природы. Если полимерная система является многокомпонентной, то реализуется взаимодействие макромолекул различных типов, что обуславливает выделение композитного уровня [5].
Из данной схемы видно, что каждый из перечисленных методов характеризуется размерами взаимодействующих объектов, определяющими соответствующий формализм описания процессов. На уровне мономерного звена, под адгезионным взаимодействием понимают квантовую механику, а при описании взаимодействия на надмолекулярном и композитном уровнях, применяется аппарат механики сплошных сред [5].
Рассмотрим влияющие факторы на адгезионные свойства порошков при гранулировании методом прессования (рис. 2) на композитном уровне.
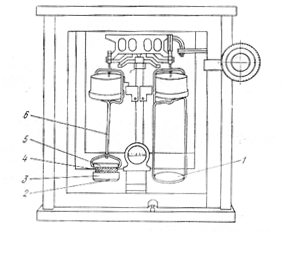
Рисунок
2 – Схема лабораторной установки
для исследования адгезионных свойств материалов:
1 –
чаша; 2 – подставка; 3 – пресс-форма;
4 – исследуемый образец; 5 – пуансон; 6 –
стержень.
В процессе гранулирования частицы порошковидных материалов налипают на рабочие поверхности аппаратов, что вызвано действием адгезионных сил. На адгезионные свойства материалов оказывают существенное влияние влажность и гранулометрический состав. При оценке изменения адгезионных свойств порошков под действием внешнего давления видно, что адгезионные силы принимают максимальные значения в области относительно малых удельных нагрузок. Величина удельного давления, определяющая максимальные значения сил адгезионного сцепления, зависит от вида порошка, т.е. от кристаллической структуры вещества. По мере возрастания удельного давления прессования уплотнение структуры образца сопровождается увеличением площади контакта частиц с поверхностью пуансона, что и приводит к росту адгезионных сил. Уменьшение адгезионного сцепления между образцом и пуансоном в области больших удельных давлений обусловлено смазывающим действием тонкой пленки влаги на контактной поверхности, выдавливаемой из пор прессуемого образца. В этом случае адгезионный контакт поверхность – материал заменяется более слабым контактом поверхность – жидкость. При влажности порошков, близкой к нулю, адгезионные силы, возникающие на поверхности контакта, определяются величиной поверхностной энергии твердых контактных участков. Незначительное увлажнение образцов приводит к увеличению эффективной площади контакта, так как в местах локального выпрессовывания влаги образуются дополнительные контакты, что сопровождается увеличением сил адгезионного сцепления. Дальнейшее повышение влажности приводит к образованию сплошной жидкостной пленки на поверхности контакта, что вызывает уменьшение адгезионных сил, так как происходит когезионный разрыв жидкостной пленки [6].
Процессы гранулирования принято классифицировать следующим образом:
– из
жидкой фазы диспергированием на капли с последующей кристаллизацией
при
обезвоживании или охлаждении;
– из
твердой фазы прессованием с последующим дроблением брикетов до
гранул
требуемого размера;
– из
смеси жидкой и твердой фаз агломерацией порошков с последующим
окатыванием
агломератов и упрочнением связей между частицами при удалении жидкой
фазы;
– из
газообразной фазы конденсацией (десублимацией) с образованием
твердых
гранул;
– из
смеси жидкой и газообразной фаз с осуществлением химической реакции;
– из
смеси жидкой, твердой и газообразной фаз с осуществлением химической
реакции
Различают процессы гранулирования: 1) протекающие без изменения размеров частиц во времени; 2) с изменением размера частиц во времени; 3) с образованием новых частиц и ростом имеющихся частиц. В зависимости от требований, предъявляемых к гранулометрическому составу продукта, получаемые при гранулировании мелкие частицы либо возвращают в процесс (ретурный процесс), либо не возвращают (безретурный процесс). Эффективность процесса гранулирования зависит от способа гранулирования и его аппаратурного оформления [6]. В связи с этим методы гранулирования целесообразно классифицировать следующим образом:
• Окатывание
(формирование гранул,
достигаемое агломерацией или наслаиванием частиц)
• Диспергирование
жидкости в свободный
объем или нейтральную среду (образование и кристаллизация капель
жидкости при
охлаждении в воздухе, масле и т.п.)
• Прессование
сухих порошков с получением
брикетов, плиток и т.п., с последующим их дроблением на гранулы нужного
размера
• Диспергирование
жидкости на поверхность
частиц во взвешенном состоянии (кристаллизация тонких пленок на
поверхности
частиц)
• Чешуирование
(охлаждение жидкости на
инородной поверхности)
• Формование или экструзия (продавление пастообразной массы через отверстия) [6].
В процессах гранулирования проявляются почти все известные виды физико–механических и физико–химических связей между частицами. Авторами [6] все известные виды связей при гранулировании сведены в общую классификационную схему.
• Межчастичные
связи
• Образование
твердофазных мостиков между
частицами
• Диффузия
молекул или атомов в точке
контакта между частицами
• Химическая
реакция (окисление,
образование новых солей)
• Плавление
вещества в точках контакта
между частицами
• Кристаллизация
растворенных веществ при
сушке
• Капиллярные
связи
• Поверхностное
натяжение пленки жидкости
• Капиллярные
силы на поверхности
связываемых частиц
• Поверхностное
натяжение капель,
заполненных твердыми частицами
• Связи,
образованные связующим (мостики
связующего)
• Связи
в связующем и на поверхности контакта
связующего и частицы
• Молекулярные
силы в адсорбционных тонких
слоях
• Силы
притяжения между твердыми частицами
• Молекулярные
силы притяжения (силы
Ван-дер-Ваальса)
• Электростатическое
притяжение
• Связи, обусловленные формой частиц [6].
Действием капиллярно–адсорбционных сил сцепления между частицами обусловлен процесс гранулирования методом окатывания: агломераты образуются из равномерно смоченных частиц или при наслаивании сухих частиц на смоченные ядра — центры гранулообразования. При гранулировании методом окатывания более результативными оказываются связи между частицами, обусловленные капиллярными силами, что объясняется использованием жидкофазного связующего и образованием кристаллических мостиков [6].
Прочные когезионные связи формируют плотную структуру вещества при гранулировании сухих порошков методом прессования. Одними из основных видов проявления адгезии, влияющих на механизм гранулообразования методом прессования, являются:
– образование связей между тонкодисперсными частицами при их прессовании на основе сил Ван-дер-Ваальса;
– обеспечение прочности межчастичных контактных связей за счет образования дополнительных связей кристаллизационного типа при последующем охлаждении спрессованного продукта;
– поверхностное натяжение смоченных частиц [6].
При распыливании жидкого расплава на поверхность частиц необходимо отметить влияние адгезии:
– вероятность роста гранул на поверхности частиц вещества возрастает с увеличением сил сцепления капли жидкости с твердыми частицами;
– при срастании гранул между собой агломерация возможна при достаточно больших силах сцепления между частицами в момент их столкновения – при избытке жидкости на поверхности частиц, так как силы поверхностного натяжения оказываются больше сил, обеспечивающих взаимное движение частиц, и происходит слипание;
– при последующем исчезновении жидкой фазы (сушка, охлаждение и т. п.) образуются кристаллические мостики, прочно связывающие кусочки агломерата между собой;
– адгезионная способность капли зависит от шероховатости материала поверхности гранул, а также от свойств жидкости, наиболее важным из которых является соотношение в капле жидкой и твердой фаз [6].
На условие формирования адгезионного контакта оказывают влияние следующие факторы:
1. Температурный режим
Чтобы заполнить многочисленные углубления на поверхности металла, расплав полимера должен обладать определенной подвижностью. Так как при повышении температуры вязкость расплава снижается, это обеспечивает более высокую адгезионную прочность в момент формирования адгезионного контакта. Надмолекулярные образования, существующие в расплавах полимеров, также препятствуют установлению более полного контакта между металлом и полимером, однако они разрушаются при повышении температуры. При сравнении экспериментальных данных можно сказать, что при достижении величиной адгезии некоторого максимума (прочность соединений определялась методом расслаивания) начинается спад, обусловленный деструктивными и деполяризационными процессами в полимерах. Максимальная адгезия наблюдается при высоком содержании в полимерах винильных, эпоксидных, карбонильных и карбоксильных групп. Присутствие полярных групп в полимере обеспечивает возникновение между полимером и металлом ион-дипольного взаимодействия и водородных связей, что способствует резкому увеличению адгезии. Также при высоких температурах возможно появление химических связей Ме – С, Ме – О – С. Роль термических и термоокислительных процессов на поверхности раздела адгезив – субстрат иногда оказывается важнее реологических процессов [2].
2. Количество пластификатора
Кроме температурного режима, важнейшим фактором, определяющим формирование адгезионного контакта, является количество пластификатора. При введении в полимер пластификатора облегчается достижение контакта между адгезивом и субстратом, снижаются остаточные напряжения, но в то же время ухудшаются прочностные свойства полимеров. Поэтому наблюдается экстремальная зависимость адгезионной прочности о количества пластификатора. Следует ожидать повышения адгезионной прочности при незначительных добавках в адгезив пластификатора, действующего как межпачечный. Вследствие плохого совмещения с полимером такие пластификаторы внедряются в первую очередь между наиболее крупными надмолекулярными образованиями, разрушают их и тем самым создают более благоприятные условия для формирования адгезионного контакта [2].
3. Природа полимера и состав адгезива
Полимеры с низкой поверхностной энергией могут образовывать с металлом весьма прочную адгезионную связь. Неполярный адгезив хорошо смачивает поверхность металла, поэтому даже в отсутствие активных функциональных групп достигается определенная адгезионная прочность. Однако стабильность такого соединения невысока, более прочная связь достигается при наличии функциональных групп, взаимодействующих с поверхностью субстрата.
Свободные карбоксильные группы, имеющиеся в полимере, так же, как и гидроксильные, способствуют достижению высокой адгезии к металлу. Наличие в полимере даже малого количества карбоксильных групп значительно увеличивает адгезию к полярной поверхности вследствие образования водородных связей между карбоксильными группами сополимера и группировками НО – металл меньше окисной пленки металла. При адгезии полимера к металлу роль химической природы адгезива оказывается решающей. Адгезив должен содержать в определенном количестве полярные группы, обладающие способностью вступать в интенсивное взаимодействие с поверхностными группами субстрата, например, выполняли роль доноров электронов. Для адгезионных систем важным является механизм взаимодействия полимерных адгезивов с окисной пленкой, образующейся практически на любой металлической поверхности. Во многих случаях на границе полимер – металл могут возникать ионные связи, которые чаще всего реализуются при контакте металлов с карбоксилсодержащими и гидроксилсодержащими полимерами [2].
4. Природа металла
Максимальной адгезией обладают: никель, сталь, железо, минимальной – олово, свинец. Предположительно, расположение металлов в такой последовательности связано с их атомным объемом: чем ниже атомный объем металла, тем выше прочность связи металла с полимером.
Для снижения адгезии полимеров к металлу применяют силоксаны. Обработка поверхности стали продуктом совместного гидролиза метилтрихлорсилана и диметилхлорсилана приводит к резкому снижению адгезии. Образованная на поверхности субстрата и связанная с ним химически полисилоксановая пленка отверждается при повышенной температуре, инициатором отверждения служит диэтилдикаприлат олова. Расположенные на поверхности неполярные метильные радикалы снижают адгезию к такому субстрату полимеров с полярными группами. Важным является тот факт, что силоксановая жидкость, применяемая для обработки металла, должна обладать способностью связываться с поверхностью химически, иначе эффект снижения адгезии незначителен [2].
Одним из важнейших параметров адгезии является работа адгезии.
Гаркинс рассмотрел работу адгезии между двумя фазами и связал ее с ориентацией молекул на поверхности раздела фаз [4].
Работа адгезии определяется выражением:
 ,
,
где  –
поверхностное
натяжение на границе двух жидкостей и этих жидкостей на границе с
собственным
паром;
–
поверхностное
натяжение на границе двух жидкостей и этих жидкостей на границе с
собственным
паром;
Wа – величина, характеризующая работу, необходимую для разделения единицы межфазовой поверхности между двумя конденсированными телами на две поверхности этих тел на границе с собственным паром.
Аналогичная работа разделения одного тела на два, называемая работой когезии (рис.3), составит:
 [4].
[4].
Трудность для практического применения данного уравнения состоит в сложности теоретического расчета работы адгезии. Поэтому были предложены различные уравнения для расчета межфазового натяжения, не включающие в себя работу адгезии. Если две контактирующие фазы взаимно нерастворимы и их взаимодействие определяется только силами Ван-дер-Ваальса, а постоянные взаимодействия подчиняются правилу среднего геометрического, тогда для межфазной свободной энергии и работы адгезии оказываются справедливыми уравнения Джирифалько и Гуда:
 ,
,
 ,
,
где Ф – параметр взаимодействия контактирующих фаз;
 ,
,
где V1, V2 – мольные объемы фаз;
А11 , А22 – их постоянные межмолекулярных сил взаимодействия (Гамакера) [4].
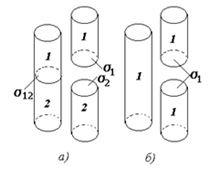
Рисунок 3 – Схема определения работы адгезии (а) и когезии (б) [4].
Параметр
Ф изменяется в пределах от
0,5 до 1,2.
Если
взаимодействуют фазы, имеющие
равные мольные объемы и близкие значения постоянных А, то Ф =1, поэтому:
 [4].
[4].
Если взаимодействие между контактирующими фазами происходит исключительно за счет дисперсионных сил, то Ф = 1.
Рассматривая поверхностную энергию как сумму инкрементов отдельных взаимодействий, Фоукс предложил уравнение:
 ,
,
где d, p – эффективные поверхностные натяжения, обусловленные дисперсионным и полярным взаимодействием;
x – остальная часть поверхностного натяжения, обусловленного, например, металлической связью и т.д.
Следовательно, уравнение можно переписать в виде
 [4].
[4].
Метод Ву позволяет получить наиболее корректные значения полярного и дисперсионного инкрементов поверхностного натяжения и рассчитать соответствующую работу адгезии:
 ,
,
Для двух фаз с близкими значениями поляризуемости дисперсионный вклад в работу адгезии рассчитывают по уравнению:
 ,
,
а полярный инкремент работы адгезии – по уравнению:
 [4].
[4].
Зная соответствующие инкременты, можно рассчитать работу адгезии любых контактирующих тел. Целенаправленную химическую и физическую модификацию полимерных волокнообразующих материалов можно проводить для уменьшения дисперсионной и особенно полярной компонент поверхностного натяжения и адгезии [4].
Грануляторы классифицируются по разным признакам. По режиму работы различают аппараты непрерывного и периодического действия, конические и фонтанирующие (рис. 4). Псевдоожиженный слой можно подогревать ожижающим газом, который используется в качестве теплоагента (наиболее распространенный способ); перегревом распыливаемого раствора; кондуктивно, через теплообменник в слое.
По типу ведения процесса аппараты делятся на безцикловые и с подачей рецикла; по конструктивным признакам – на одно– и многокамерные. Раствор можно распылять над слоем, подавать непосредственно в слой. Наиболее простой формной аппарата является цилиндрическая или прямоугольная, но при этом наблюдается большой унос из слоя, так как скорость газа по высоте аппарата одинакова и при ожижении крупных фракций, для мелких скорость уноса будет больше скорости витания. Этот недостаток устранен в конических аппаратах, имеющих увеличивающееся по высоте аппарата сечение, вследствие чего скорость газа в верхних слоях меньше скорости в нижних слоях, что обеспечивает кипение полидисперсного материала [3].
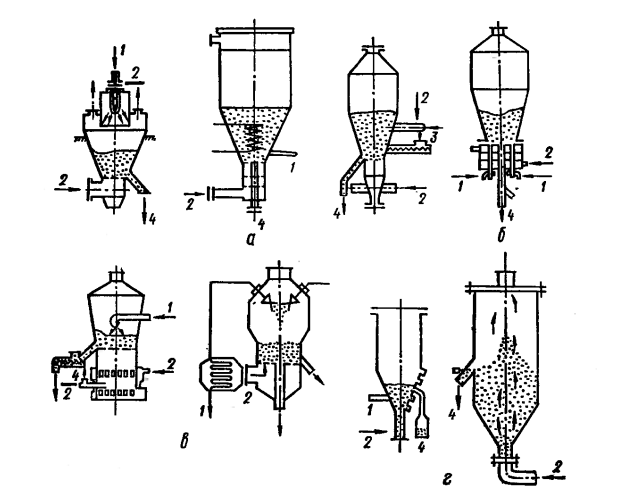
Рисунок 4 – Типы установок для обезвоживания и грануляции растворов в псевдоожиженном слое:
а – конические аппараты КС; б – аппарат КС с локальным фонтанированием; в – цилиндрические аппараты КС; г – аппараты КС с фонтанирующим слоем;
1 – раствор; 2 – теплоноситель; 3 – ретур; 4 – готовый продукт [3].
К первым конструкциям аппаратов с фонтанирующим слоем относятся аппараты конической или цилиндрической формы с осесимметричным вводом газа (рис. 5, а, б). Наибольшее распространение получили аппараты с щелевым выводом газа (рис. 5, в-д). Щелевой ввод воздуха обеспечивает большую интенсивность циркуляции, надежность работы и удобство масштабного перехода. Очевидными недостатками этих конструкций являются неравномерность распределения газа по периметру щели и большое гидравлическое сопротивление аппаратов [6].
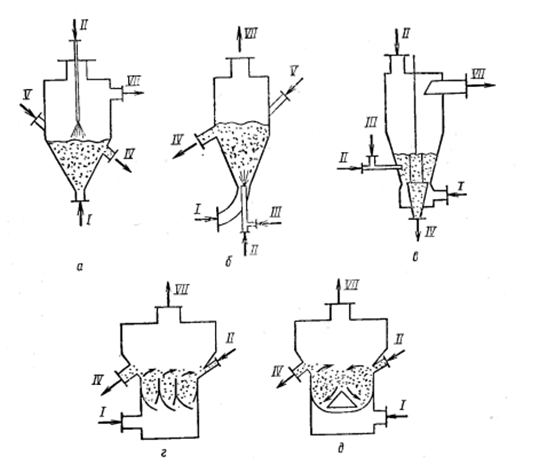
Рисунок 5 – Основные схемы аппаратов фонтанирующего слоя:
а – цилиндро-конический с подачей материала на слой; б – то же с подачей материала в слой; в – с конической вставкой; г – многосекционный щелевой с тангенциальным подводом газа; д – с организованной циркуляцией материала;
I – ожижающий агент; II – исходный материал; III – распыливающий агент; IV – готовый гранулированный продукт; V – ретур; VI – сепарирующий воздух; VII – отработанные газы [6].
Процесс распыления жидкостей в общем случае представляет собой процесс превращения сплошного непрерывного потока в поток дисперсных частиц. При распылении резко увеличивается поверхность, диапазон увеличения от 1:100 до 1:50000.
Распыление – это процесс увеличения поверхности жидкости, осуществляемый посредством перевода ее в статически неустойчивое состояние – тонкой струи, нити, пленки, а затем в статически устойчивое – капли. Статически устойчивым являетя состояние, при котором свободная энергия поверхности минимальна, что, как известно, для капли соответствует сферической форме. На распыление необходимо затратить определенное количество энергии, которая расходуется как на создание новой поверхности (преодоление сил поверхностного натяжения), так и на преодоление сли вязкости и сообщение вновь образованным каплям кинетической энергии. На рисунке 6 предложена классификация способов распыления. Простейшим способом механического распыления является струйное, при котором струя с большой скоростью истекает из отверстия малых размеров. При этом на поверхности струи возникают волнообразные деформации, приводящие к распадения струи на мелкие капли и образованию факела распыленной жидкости. Чем выше скорость истечения, тем меньше величина нераспавшейся части струи [3].
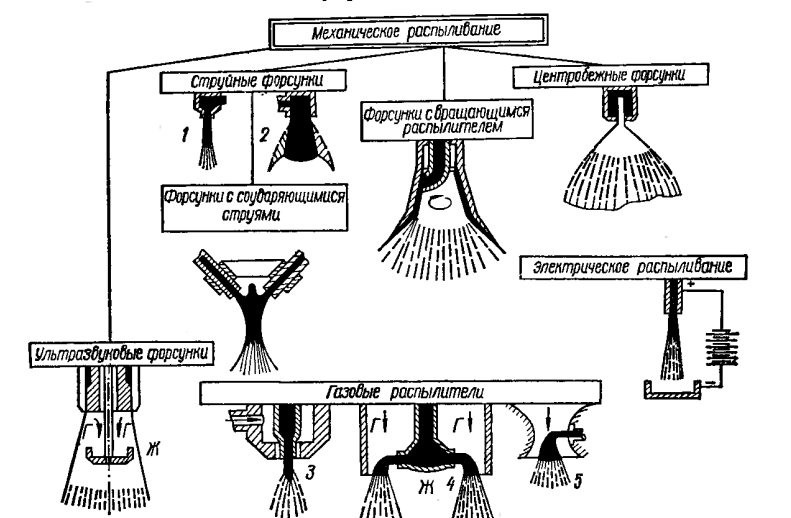
Рисунок 6 – Схема классификации способов распыления:
1 – цилиндрическое сопло; 2 – щелевое сопло; 3 – распылитель при соосных потоках жидкости и газа; 4, 5 – распылители при подаче жидкости под прямым углом к воздушному потоку;
Г – газ; Ж – жидкость [3].
Технология «кипящего слоя» применяется не только для гранулирования, а также для сушки материалов. Сушилки с кипящем слоем применяются для сушки различных мелкозернистых материалов. Сушилки сооружаются в виде цилиндрической или прямоугольной камеры, внутри которой на одной или нескольких ступенчатых решетках находится в «кипящем» состоянии высушиваемый материал. Для поддержания равномерного «кипения» частиц в слое сушильный агент (воздух или топочные газы) подается под решетку равномерно и с соответствующей скоростью распределяется по всей ее площади. Подача влажного материала на решетку производится в верхней части сушильной камеры, а отбор высушенного материала осуществляется на уровне слоя материала в нижней части камеры (рис. 7) [3].
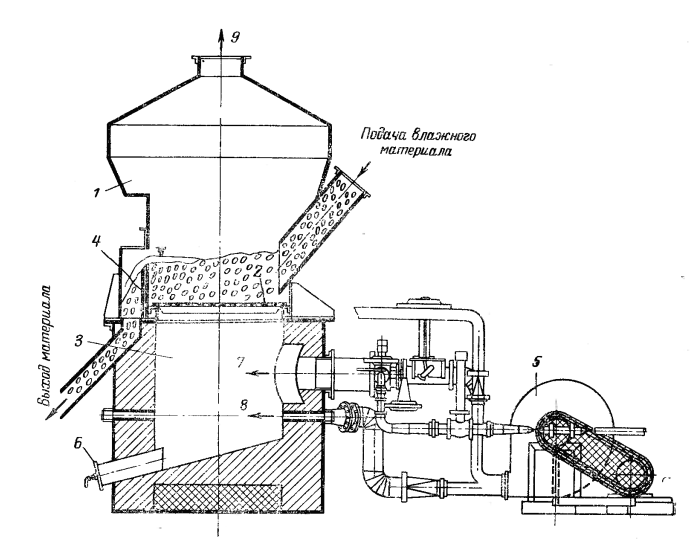
Рисунок 7 – Одноступенчатая сушилка с кипящим слоем:
1 – рабочая камера сушлки; 2 – подрешеточное пространство; 3 – решетка; 4– электровентилятор; 5–люк для чистки; 6 – гидравлический порог; 7–подача продуктов сгорания (сушильного агента); 8 – подача воздуха для регулирования температуры; 9 – отвод отработавших газов к циклону [3].
В качестве экспериментального оборудования для исследования адгезии представлен гранулятор фонтанирующего слоя цилиндро-конический с подачей материала в слой (рис. 8).
Рисунок 8 – Гранулятор кипящего слоя (17 кадров, задержка 0,5 с, 464 КБ)
В завершение данной работы нужно сказать, что адгезия является важным фактором, влияющим на процесс гранулирования и работу оборудования. Это многокомпонентный фактор, который нужно рассматривать на нескольких уровнях строения материалов: от молекулярного до композитного. Знание адгезионных процессов, происходящих при гранулировании, позволит рассчитывать их значения и, таким образом, видеть реальную картину процесса гранулирования.
Замечание! При написании данного реферата магистерская работа еще не завершена. Срок завершения: декабрь 2011 г. Необходимые материалы по теме и полный текст работы могут быть получены у автора или его руководителя после указанной даты.