
Syhorychko Kate
Faculty: of Mechanical Engineering and Engineering
Metal-cutting machine-tools and systems
Speciality "Metal-cutting machine-tools and systems"
Study of the formation of the microrelief of the surface layer of ceramics by magnetic abrasive machining
Scientific adviser: prof. Gysev V.V.
Abstract on the topic of final work
Table of contents
Introduction. Actuality. Aim and Tasks
2 Voloka (wire drawing dies) of ceramics
4 Equipment for experimental researches of MAP
Introduction
Efficiency of many ceramic details and tools depends on the state of superficial layer, which determines their operating properties to a great extent. For wares and instruments which requirements are produced to to longevity and reliability, such descriptions of surface are important, as: coefficient of friction, duration of treatment, wearproofness, presence of defects in a kind микротрещин, internal remaining tensions, inoxidizability. Exactly on these parameters turn the special attention on the last stages making of instrument at forming of microgeometry of workers surfaces of details and toolpiece. One of such instruments it is «волока». It is intended for dragging of wire. To voloka the high are produced on exactness and parameters of microrelief of workings surfaces (Ra=0,12 mcm). Providing of this requirement is in production terms executed the magnetically-abrasive polishing [1]. Method of magnetically-abrasive treatment (MAP) to due to to the conducted fundamental and applied researches got wide development in different industries of industry. Magnetically-abrasive machine-tools are inculcated for mopping-up, polishing and polishing different in a due form and to materials of details. Along with by traditional wares from a construction, carbon and alloyed steel accustoms magnetically-abrasive treatment hard-processing and heatproof materials and alloys, in that number of titan, ceramics, wearproof coverages. Full enough compositions of ferromagnetic-abrasive powders are exhaust and lubricating-coolings technological facilities.
Actuality
Nowadays we face the problem of providing the efficient search of information. Everyone who tries to find image or video knows about it. Traditional position of search was used with the help of scheme ranking which is similar to web search. But search by name, authors, themes, key words is insufficient. Indeed it is wasteful and not good for completed description of video data fill-in. Lack of uniqueness between visual content and textual description leads to the index fall of figure accuracy, recall, absence of video search by extract or key-frame [1].
Task production
The die is a drawing tool, which is an integral part of drawing equipment necessary for wire manufacture.
Table of contents
1 Essence of MAP
Magnetic abrasive polishing is one of perspective methods of finish treatment of tools. Essence of method: magnetically-abrasive powder is disposed between the poles of electromagnets, creating a toolpiece as an original "polishing brush". At motion of purveyance through a working area powder is rendered by pressure on a detail in every point surfaces, that results in the output of metal and smoothing out of microirregularities [1]. In a role of copula of abrasive grains the magnetic field, possessing, is utilized` by resilient forces of affecting single grains. This copula easily regulated a change tension of magnetic-field, providing the different stages of treatment (draft, clean polishing). The same MAP due to a change tension of magnetic-field can to on to approach polishing descriptions a free or abrasive, allowing to take advantage first or second in one working loop. In general case at magnetically-abrasive treatment (MAP) as an instrument ferromagnetic powder is utillized (FMP). Most technological processes MAP will be realized with the use of lubricating-coolings liquids (LCL), substantially step-up efficiency of treatment [2]. It is set that operating of magnetic-field on a structure and properties of metals, as a rule, renders positive influence on physico-mechanical properties of materials.
Table of contents
2 Voloka (wire drawing dies) of ceramics
Development of technique is stipulated by application of new materials in the constructions of wares of engineer, instrument-making, nuclear energy, rocket production, aircraft construction, space system engineering, to which enhanceable requirements are produced on heat-tolerance, wearproofness, corrosive firmness, firmness to influence of chemicals. Such materials, satisfying the transferred requirements, are technical ceramics (TC) and carboloy (TS). To such wares belongs voloka, made of ceramics.Research of forming of microrelief of superficial layer of wares at a magnetically-abrasive in this work conducted treatment on the example of detail of type voloka which are a necessary instrument for making of wire of the cold dragging (Pic.1).



Voloka for dragging of wire it is possible to estimate in quality of wire, made through a concrete wire-drawing instrument. Cutting surface in волоки as such absents, all of work to on deformations of wire undertook a working cone [3]. A working cone must be symmetric. A surface of working cone must be smooth, bright-finished. On-the-spot working cone scratches, shells, longitudinal and transversal risks, dints and other defects, reducing firmness dragged, are shut out. It means that for achievement of maximal economic efficiency is needed, mainly, optimum increase of term of service of instrument.
Condition of surfaces and near-surface layers of workpieces and cutting tools is determined to a considerable degree by their operational properties.
Quality criteria for drawing tools:
• wear-resistant die material;
• low friction factor;
• short run-in duration;
• geometry (die profile and its surface polishing);
• minimum number of remachining cycles after initial wear was revealed;
• such defects as microcracks, internal residual stress, corrosion resistance;
• long die life and reliability.
Let us consider the abovementioned criteria in more detail.
Materials used for die manufacture: hard alloys, natural diamonds, polycrystalline synthetic diamonds.
Wire drawing dies made of ceramics due to its unique properties, such as very high wear resistance, incredibly smooth surface and practically no negative interaction, for example, with wires and cables.Zirconium oxide (ZrO2) is an up-to-date manufacturable material, which is now used in various spheres and branches of industry. Zirconium ceramics has 8,2–8,7 points of hardness on the Mohs scale, which makes it the third hardest material after diamond and corundum (steel has the maximum of 6,2 points on this scale), as well as a low friction factor and the lowest heat conductivity among all known ceramic materials.
Ferrous metal wires being drawn, the most efficient tools used in our case will be dies made of hard alloys and ceramics. Their utilization is the most expedient in terms of economy.
It means that it is necessary to decrease the friction factor and prevent any occurrence of internal residual stresses, as well as defects, microcracks and cavities.
Table of contents
3 Practical value
One of promising methods of final tool polishing resulting in a low roughness and removal of harmful residual stresses is magnetic abrasive polishing (MAP) method. Polishing in the magnetic field enables to obtain high-quality, high-precision spherical and flat surfaces of optical products, including surfaces of thin lenses and micro-optical components.
At present, the manufacturing process ends with die polishing, which results in ensuring a required microgeometry of the surface layer. Foreign tools, such as ETC-1/Н, KPM 3 CNC, KPM 4/АС and HGM-22, are semi-automatic grinding and polishing machines for processing by means of grinding diamond needles of round drawing dies made of tungsten carbide [7]. High-quality geometry of drawing dies under treatment can be obtained within a record short time. After adjustment, this easily operable machine works mainly in automatic mode.
However, utilizing magnetic field energy for manufacturing purposes is a complicated scientific and technical task. Alongside with using propositions of theoretical and applied electromagnetics, as well as electrical engineering, an integrated study was required to determine the most optimum conditions of magnetic field functioning. To study magnetic field topography, its dynamic, kinematic and other characteristics in a more advanced way, it is necessary to establish the most optimum parameters for devices generating magnetic field.
Table of contents
4 Equipment for experimental researches of MAP
Magnetic abrasive polishing of holes makes it harder to locate the poles of electromagnetic inductors in the hole and thus generate strong magnetic fields there. Low gradients of magnetic induction at boundaries of operating clearances formed inside the holes cause reduced productivity. The processing layout shown here represents rotation of magnetic abrasive powder inside the holes, which is caused by the magnetic field induced from without.
Department of metal-cutting machine-tools and instruments of DonNTU a device is developed for experimental researches of MAP internal surfaces on the base of lathe-revolver machine-tool 1341, rotined on a Pic. 2. The processed standard is a hob, made from technical ceramics, with the internal opening by a diameter 30 mm. Hobs were preliminary processed by diamond diamond-impregnated 1A1 20x10 x 10 AC4 250/200 - 4 - M2-01 and 1A1 10x10x6 AC4 100/80 - 4 - V2-01 GOST 16167-90, that helped to provide a necessary initial roughness on the parameter of Ra 0,5 and 0,25 mcm, and also the required geometrical exactness of opening.
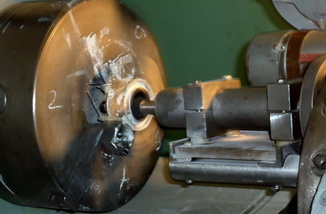
The machine operates as follows. A die is placed into the gripping device. The operating clearance gets filled with abrasive powder of ТiCFe50 type, and the magnetic field is turned on. Then the rotating gripping device is actuated with the die placed there and the spindle unit, which starts to oscillate.
Four magnetic rings located on attitude toward each other by opposite polarity at providing total magnetic induction 0,8 Tl. Between magnets set steel rings, which skip through itself a magnetic stream, created two by nearby magnets. As magnetically-abrasive powder utilized a ferrous-abrasive powder with a synthetic diamond as an abrasive including of production of NTC VII «Electron» Donetsk. Size of faction of powder 180/100, size of abrasive 7/5, maintenance of abrasive in grain 40%. Magnetically-abrasive powder holds out on the working surface of inductor, creating original magnetic brush. The rotation of mounting is carried out from the managed engine of direct-current with frequency from 1000 to 2500 rot/min, providing speed of cutting with micropowder of Vp. Except for it at MAP a permanent see-saw is revealed to mounting relative purveyance which is revolved with frequency of i and provides speed of purveyance.
There is no equipment to perform MAP at present. Finishing and polishing processes at plants are performed manually with the help of a vice and a needle using the powder made of synthetic diamonds with such grit as АСМ 7/5; АСМ 10/7; LОМ 14/10. We propose to replace abrasive paste polishing with magnetic abrasive polishing [8].
Table of contents
5 Main results
As of today, preliminary die polishing tests have been conducted. The findings show that polishing performed after grinding enables to obtain roughness Ra 0,12, which is lower than the required one, Ra 0,16, in 1,5 – 2 min.

Frequency of rotation of purveyance: 1) n= 60 rot/min; 2) n= 100 rot/min; 3) n=265 rot/min.
Table of contents
Conclusion
Presently there is considerable theoretical, experimental and practical material, sufficient for understanding of essence of process and successful introduction of method of MAO on enterprises, engaged in tooling of details of machines. It is set that basic factors are (in order of decrease of their meaningfulness): size to magnetic induction in a working gap; materials magnetically-abrasive powder and workpart; size of working gap; speed of relative motions of powder and details; presence of auxiliary working motion ; state of initial surface (physico-mechanical properties and microgeometrycal descriptions); presence and type of LCL; size of grains of powder. It is possible to draw a conclusion, that process mainly takes character abrasive cutting and flowage, which largely increase the electromechanics phenomena.
MAP method excels many conventional processes of surface polishing (mechanochemical, magnetic rheological), cleaning and grinding in manufacturing capabilities, economic and environmental indicators. ©
Important
During the writing of this abstract master's degree work is not yet complete. Final completion: December of 2011. Complete text of work and materials on the topic can be got for an author or his leader after the named date.
Table of contents
Literature
-
Барон Ю. М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов.— Л.: Машиностроение. Ленингр. 1986. - 176 с;
-
Сакулевич Ф.Ю. и др. - Магнитно-абразивная обработка точных деталей. - Мн.: "Высш. школа", 1977. -288 с.
-
Скворчевский Н. Я-, Федорович Э. Н., Ящерицын П. И. Эффективность магнитно-абразивной обработки.— Мн.: Наука i техника, 1991.-215 с.
-
Курт Г. Эдер./ Ситуация с фильерами для волочения проволоки [электронный ресурс] . — Режим доступа: [PDF] http://www.kp-info.ru/images/File/2005_2_23-26.pdf
-
Минцветмет СССР. ГОСТ 9453-75. Волоки-заготовки из твердых спеченных сплавов для волочения проволоки и прутков круглого сечения [электронный ресурс] . — Режим доступа: [PDF] http://www.complexdoc.ru/scan/ГОСТ%209453-75
-
Гавриш А.П., Мельник Е.А. Влияние технологических режимов магнито – абразивной обработки на параметры шероховатости деталей ИЗ магнитомягких материалов [электронный ресурс] . — Режим доступа: http://www.nbuv.gov.ua/portal/natural/Rits/2008_74/articles%5C07.htm
-
Барон Ю. М. Магнитно-абразивная обработка. Сущность, классификация и кинематика процессов МАО [электронный ресурс] . — Режим доступа: http://www.twirpx.com/file/187210/
-
Корягин С.И. Пименов И.В. Худяков В.К. Способы обработки материалов [электронный ресурс] . — Режим доступа: http://www.log-in.ru/books/10935/
Плешанов В.С./ Керамические композиционные материалы с нанокристаллической структурой и регулируемой пористостью. [электронный ресурс] . — Режим доступа: [PDF] www.sbras.nsc.ru/dvlp/rus/pdf/387.pdf
-
Градиський Ю.О. Аналіз напруженого стану поверхневих шарів, отриманих електромагнітним наплавленням [электронный ресурс] . — Режим доступа: [PDF] http://www.nbuv.gov.ua/portal/Natural/Vikit/2008_38/p_141-145.pdf
By Dr. LaRoux K. Gillespie Using magnetic abrasive finishing for deburring produces parts that perform well and look great [электронный ресурс] . — Режим доступа: [PDF] http://www.ctemag.com/pdf/2008/0804-Magnetic.pdf
-
Masahiro Anzai, Takumi Yoshida, and Takeo Nakagawa. Magnetic abrasive automatic polishing of curved surface [электронный ресурс] . — Режим доступа: [PDF] http://www.riken.go.jp/lab-www/library/publication/review/pdf/No_12/12_015.pdf