 | ENG
| ENG
 ДонНТУ
Портал
магістрів ДонНТУ
ДонНТУ
Портал
магістрів ДонНТУ

Гірська промисловість є однією з найважливіших галузей Україні. Ефективність вуглевидобутку в значній мірі залежить від чіткості й надійності роботи шахтного транспорту. Стрічковий конвеєр є основним засобом транспортування на шахтах. Сучасні магістральні конвеєрні лінії характеризуються значною протяжністю та використанням потужних приводів. Це складні об'єкти автоматизації як з позиції курування ними, так і забезпечення безпеки експлуатації.
Метою автоматизації конвеєрів є підвищення їх продуктивності, надійності, безпеки праці та зниження травматизму. Останнє досягається за рахунок введення різних блокувань, захистів та розширення інформаційних можливостей апаратури автоматизації.
В даний час особливу важливість здобуває контроль температури нагрівання роликів шахтних стрічкових конвеєрів. По причині займання стрічок відбувається до 30% пожеж на шахтах. Як правило, пожежі відбуваються на приводних станціях (64%), натяжних станціях (10,8%) і на лінійній частині конвеєра (25,2%) [1]. Велика протяжність конвеєрних ліній і непередбачуваність місця спалаху ускладнює процес контролю температурних режимів.
Конвеєрні стрічки у своєму складі мають інгредієнти, які при дії високих температур і кисню утворюють токсичні продукти термоокислювального розкладання. Пожежі, пов'язані із загорянням стрічок, призводять до загибелі людей, тривалих простоїв і матеріальних витрат.
Основними причинами займання стрічок, як правило, є заклинювання ролика внаслідок поломки його підшипників і надмірне тертя стрічки (рисунок 1).
В даний час для автоматизації підземного шахтного транспорту застосовується базова апаратура автоматизації АУК-1м [2].
Комплекс (надалі апаратура) АУК-1М призначений для автоматизованого управління стаціонарними та напівстаціонарними нерозгалуженими конвеєрними лініями, що складаються з стрічкових і скребкових конвейєрів (із загальною кількістю їх до 10). При застосуванні комплексу АУК-1М для управління розгалуженими конвеєрними лініями з числом відгалужень до трьох, кожне відгалуження управляється як самостійна нерозгалужена лінія.
Апаратура АУК - 1М розрахована на застосування в підземних виробках шахт, небезпечних по газу і пилу, але може також застосовуватися на рудниках, збагачувальних фабриках і інших підприємствах.
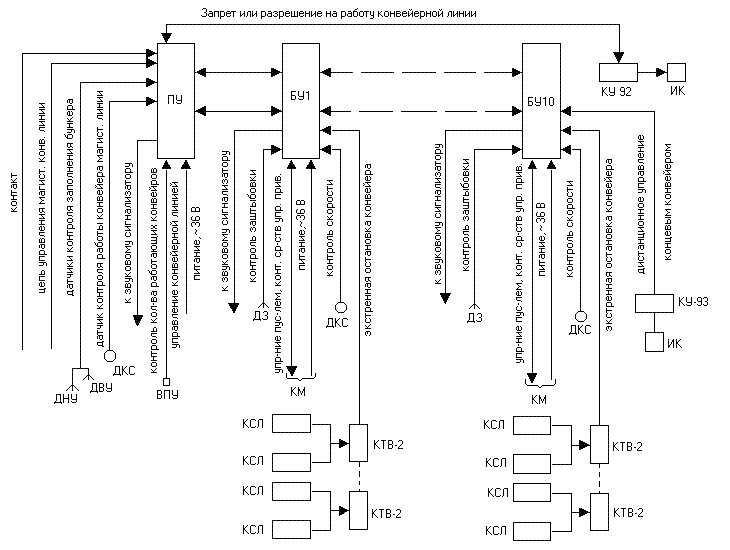
До складу апаратури АУК-1М входять:
- Пульт управління ПУ;
- Виносний прилад-покажчик ВПП;
- Блоки управління БУ (за кількістю конвеєрів у лінії);
- Блок кінцевого реле БКР;
- Датчики швидкості ДШ типу УПДС або ДКС, ДМ - 2 або ДМ - 2М;
- Датчики контролю сходу стрічки типу КСС - 2;
- Кабель - тросові вимикачі типу КТВ - 2;
- Датчики заштибовки ДЗ;
- Телефонні трубки;
- Сирени типу ВСС - 3М або гудки типу ГПРВ - 2М.
Вибухобезпечне виконання апаратури і іскробезпечні параметри ланцюгів управління дозволяють здійснювати управління, сигналізацію, контроль роботи конвеєрної лінії і телефонний зв'язок по двом ізольованим один від одного голим дротам і загальношахтному контуру «земля» або за допомогою трьох жил контрольного кабелю.
Пуск конвеєрної лінії здійснюється шляхом подачі в лінію управління (проводу «1» і «2») пускової полярності («+» на дроті «1», «-» на дроті «2»). Після закінчення пускового процесу проводиться перемикання пускової полярності на робочу («+» на дроті «2», «-» на дроті "1"), при цьому реле управління БУ другого конвеєра живеться через контакти реле швидкості БУ першого конвеєра. Таким чином, здійснюється електромеханічне блокування роботи наступного конвеєра в залежності від роботи попереднього конвеєра. Відключення конвеєрної лінії може здійснюватися оператором, шляхом натискання кнопок «Стоп» пульта ПУ або будь-якого блоку БУ.
Апаратура АУК-1М виконує такі основні функції:
1. Послідовний автоматичний пуск конвеєрів, включених в лінію, в порядку, зворотньому напрямку руху вантажопотоку, з необхідною витримкою часу між пусками окремих приводів.
2. Пуск, з пульта управління або з виносного кнопкового поста, як всієї конвеєрної лінії, так і її частини.
3. Дозапуск, з пульта управління або з виносного кнопкового поста, частини конвеєрної лінії без відключення працюючих конвеєрів і з подачею попереджувальної сигналізації.
4. Місцевий пуск будь-якого приводу конвеєра при оглядах, ремонтах і випробуваннях.
5. Контроль заданого максимального часу запуску кожного конвеєра.
6. Автоматичне вимикання приводу конвеєра при аварійних режимах і відключення наступних конвеєрів, які подають вантаж на поверхневий конвеєр.
7. Можливість екстреного припинення запуску з будь-якої точки конвеєрної лінії.
8. Можливість роботи апаратури на розгалуженій конвеєрної лінії.
9. Можливість роботи конвеєрної лінії в режимі енергозберігаючої технології із застосуванням додаткових апаратів.
Поряд із зазначеними функціями апаратура АУК - 1 М має цілий ряд різних блокувань, захистів, сигналізацій і телефонний зв'язок.
Базова апаратура автоматизації АУК-1М не дозволяє здійснювати ефективний контроль температурних режимів роботи стрічкових конвеєрів в умовах змінного вантажопотоку. Разом з тим, досвід експлуатації шахтних магістральних конвеєрів показує, що система автоматизації повинна попереджати і виключати розвиток можливих аварійних ситуацій шляхом безперервного контролю температури нагрівання роликів по всій довжині стрічкового конвеєра, а також поверхні приводного барабану та обмотки приводного двигуна.
Система автоматичного контролю температури повинна забезпечувати виведення інформації про ймовірне місце нагрівання стрічки на пульт гірничого диспетчера або на найближчий контролер збору інформації. Необхідно також контролювати перевищення допустимої температури нагрівання ролика і формувати сигнал про місце перевищення температури./p>
Для контролю температурних режимів магістрального стрічкового конвеєра розроблено пристрій, структурна схема якого приведена на рисунку 3.
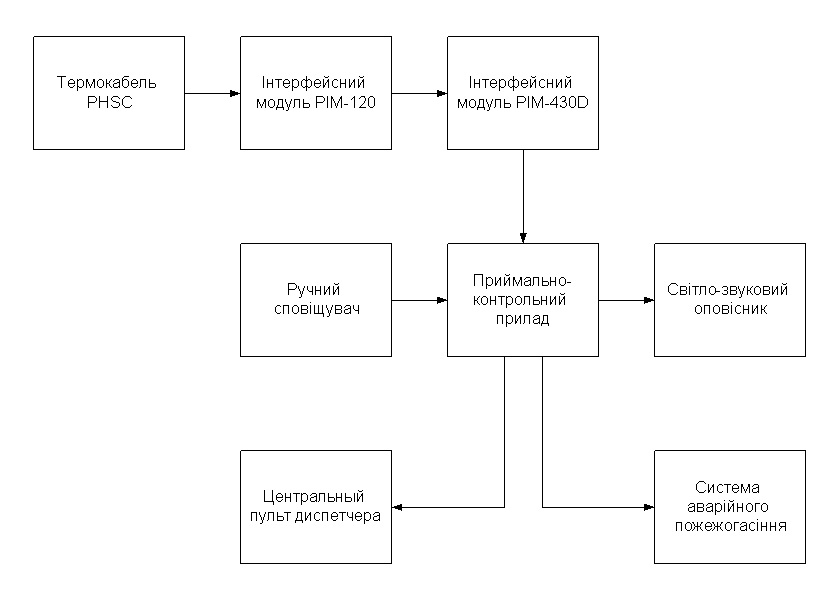
В якості чутливого елемента використовується термокабель PHSC, який дозволяє виявити джерело тепла в будь-якому місці, на всьому його протязі, тобто є єдиним датчиком температури безперервної дії.
Термокабель PHSC складається з двох сталевих провідників скручених разом по всій довжині, кожен з них має изолююче покриття з теплочутливого полімеру. Провідники термокабеля PHSC спірально обмотані захисною стрічкою і поміщені в оболонку, призначену для захисту від механічних ушкоджень і несприятливих умов навколишнього середовища. При досягненні критичної температури нагрівання терморезисторний матеріал розм'якшується, дроти починають контактувати один з одним і ініціюється сигнал пожежної тривоги.
Інтерфейсний модуль PIM-120 визначає поріг спрацьовування лінійного теплового сповіщувача і контролює стан лінії на обрив.
Через інтерфейсний модуль PIM-430 формується і передається інформація про відстань до точки спрацьовування термокабеля.
Перетворювачі інтерфейсу PIM-120 і PIM-430 вимагають живлення від зовнішнього джерела 24В.
Система аварійного пожежогасіння призначена для запобігання та гасіння пожеж шляхом автоматичного або ручного включення пускового клапана і подачі води з пожежно-зрошувального трубопроводу на гвинтові розпилювачі
Приймально-контрольний прилад здійснює безперервний контроль стану шлейфу сигналізації і видачу інформації на пульт гірничого диспетчера, а також формує сигнали управління для системи аварійного пожежогасіння та пристроїв сповіщення.
Ручні сповіщувачі розташовуються уздовж става магістрального стрічкового конвеєра і призначені для видачі в шлейф пожежної сигналізації сигналу пожежної тривоги.
Застосування пристрої контролю температурних режимів роботи магістрального стрічкового конвеєра дозволяє своєчасно визначати місце можливого джерела нагрівання, підвищує безпеку праці гірників, знижує час можливого простою механічного обладнання.
При написанні даного реферату магістерська робота ще не завершена. Дата остаточного завершення роботи: грудень 2011 року. Повний текст роботи та матеріали по темі можуть бути отримані у автора або його наукового керівника після зазначеної дати.
1. Термомониторинг – реальный инструмент повышения безопасности в шахтах. Електронний ресурс. Режим доступу: http://www.kipinfo.ru/info/stati/?id=209
2. Справочник по автоматизации шахтного конвейерного транспорта / Стадник Н.И., Ильюшенко В.Г., Егоров С.И. и др. – К.: Техника, 1992. – 438с.
3. Шахмейстер Л.Г., Дмитриев В.Г. Теория и расчет ленточных конвейеров – 2-е изд., перераб. и доп. – М.: Машиностроение, 1987. – 336 с., ил.
4. Технические средства автоматизации в горной промышленности: Учебное пособие / Груба В.И., Никулин Э.К., Оголобченко А.С. Под общей редакцией Грубы В.И. -Киев: ИСМО,1998.-373с.
5. Научные основы автоматизации в угольной промышленности: опыт и перспективы развития: монография/ Курносов В.Г., Силаев В.И.; Международный институт независимых педагогических исследований МИНПИ-ЮНЕСКО, ОАО «АВТОМАТГОРМАШ им. Антипова В.А.». – Донецк: изд-во «Вебер» (Донецкое отделение), 2009. – 422 с.
6. Ключ к системам пожарной сигнализации высокой надежности. Електронний ресурс. Режим доступу: http://secandsafe.ru/stati/kompleksnye_sistemy_bezopasnosti/klyuch_k_sistemam_pojarnoy_signalizacii_vysokoy_nadejnosti
7. Автоматизация контроля тепловых режимов работы угольных конвейеров. Електронний ресурс. Режим доступу: http://www.promvest.info/news/technology.php?ELEMENT_ID=28069
8. PIM-120, PIM-420 Преобразователи интерфейса. Електронний ресурс. Режим доступу: http://www.ervist.ru/index.php?option=com_content&task=view&id=617&Itemid=30
9. Прибор приемно-контрольный охранно-пожарный Яхонт-1И. Електронний ресурс. Режим доступу: http://www.specpribor.ru/produkcia/priemno-kontrolnie_pribory/yahont_1i/
10. Пейсахович Г.Я. и др. Подземный транспорт шахт и рудников: Справочник. - М.Недра,1985.-564с.