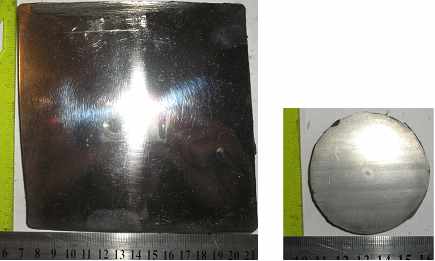
Figure 1 - Photographs templates received from Billet continuous casting with value of romb 14 mm (a) and final round profile Ø 60 mm (b)

Faculty: Physical-metallurgical
Speciality: Treatment of metals by pressure
As a result of the continuous casting creates a large number of defects. However, for rolling mills, one of the most troublesome defects Billet continuous casting is form defect romb, which manifests itself as a distortion of the geometric shape of the cross section of the cast ingot in the casting process deviates from the original square form. This distortion leads to the difference between the diagonals of the cross-section, whose value in high-grade continuous casting machines can reach 20 mm. The value of romb is essential for subsequent rolling Billet continuous casting. An analysis of the practical results of the rolling process showed that the value of romb 10-14 mm is not critical and can get the profile of the desired shape and size. And when the value of romb 17 mm or more - there are irreversible distortions rolled and probability of getting the desired profile shape is unknown.
Therefore the aim of of this work is to determine the the principal possibility of rolling Billet continuous casting in conditions of public corporation "Donetsk Metal Rolling Plant", with a large value of romb to obtain the required form rolled after the rectangular breack-down passes.
Relevance of of this work is to determine the critical value of кщьи at which the rolling process will be possible to obtain the desired shape and size rolled in the intermediate passes, and the development of rational modes and practical recommendations for the rolling of high-grade sections of the Billet continuous casting with a large value of romb, up to 20 mm.
From the point of of rolling mills, one of the most problematic for the study of defects Billet continuous casting is form defect romb. Defect form "Romb" is one of the most common defects of the cross section of continuously billet. It appears that the shape of billet is transformed from a square in romb. The consequence is the fact that the diagonal cross-section are not uniform. Figure 1 shows photographs of templates received from Billet continuous casting with value of romb 14 mm (a) and final round profile Ø 60 mm (b).
In addition to defect - romb in Billet continuous casting should take into account the presence of corner cracks that may appear as a result of additional stresses.
As a rule, the appearance of romb occurs in the mold as a result of irregularity heat removal which is caused by surface wear of the mold. On the one side, this leads to an irregular thickness of the solidified shell billet in the mold, and on the other side - to an additional temperature gradient over the cross skin. This fact contributes to thermal stresses in the cross section of crystallizing shell, which leads to the appearance of distortions of geometric shapes (Fig. 1).
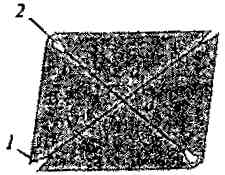
By researches it is established that sharp corners section of a workpiece (diagonal d1) observed tensile stress, while the blunt corner (diagonal d2) - compressive stress. In the first case this leads to the formation of open (external) of the longway corner cracks 1 and the second - closed (internal) 2. With increasing difference between the diagonals, the probability of corner cracks increases. The evident image of the closed and open cracks is shown in figure 2.
It should also be aware that emerged in the mold defect form 'romb' during subsequent cooling of the ingot may increase depending on the cooling conditions.
Internal cracks can welded up in hot rolling, and external cracks - open and form on the surface rolling laps, etc.
On the value of "romb" influence following parameters in continuous casting process: chemical composition of metal and sulfur content; type of position and temperature billets; uniformity of the secondary cooling; geometry, depreciation and mold cooling mode.
Physical deterioration of mold is increases value of "romb" billets, uniform cooling down - on the contrary reduces it. With increasing temperature and casting speed value of "romb" is increases. Increasing carbon content reduces value of "romb", sulfur - increase.
For clearing form defect "romb" use technology of rolling on flat body (Figure 3)
An analysis of the stress-strain state, it is shown that the scheme b) contributes to correct the defect shape defect form 'romb', but at the same time is characterized by increased nonuniform distribution of strain and stress. To implement this scheme in an industrial environment in developed the device for maintenance of roll in the desired position.
As a method of study used mathematical modeling based on finite element method. The results of the simulation showed that the rolling of high-quality profiles from the blank with rombichnostyu 10-14 mm is possible, then there is distortion of the workpiece are not significant (Fig. 4, b), which corresponds to the practical data (Fig. 4, A and B) received in public corporation"donetsk metal rolling plant.
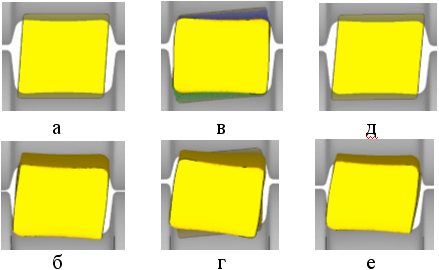
Executed settlement statement of the experiment, which provides various options for rolling billets rombichnostyu 20 mm in the first 2 box-caliber rotation of workpiece along the longitudinal axis at an angle of ° to 5 ° with the restriction of rotation in billet rolling process and without it. Preliminary calculations showed that the rolling conditions under which the upper and lower bounds are not parallel to the bottom of the billet size (eg under the influence of gravity when a large piece of its length), then there is a substantial irregularity in width compression piece, which contributes to uneven extraction the cross-section profile and, as a consequence - a longitudinal twisting of roll (Fig. 4, c and d). Further rolling of the qualitative profile of a rolled impossible.
Also found that the creation of rolling conditions under which self-adjustmenting in the initial billet size (Fig. 6, d), provides more uniform compression across the width the strip with upper and lower sides. This avoids the longitudinal twisting of roll and creates the prerequisites for obtaining the required shape rolled from Billet continuous casting with large romb.
On the basis of the research will develop practical recommendations for the rolling of high-grade sections from Billet continuous casting with large value of romb up to 20 mm.
The Master's work is not completed yet. Final Completion: December 2011. A full text of the work and materials on the subject can be received from the author