
З розвитком сучасної металургії та будівництва актуальним стало питання про вплив корозії на якість арматури з безперервно-литої заготовки в домонтажний період.
Перехід на виробництво арматури з безперервно-литої заготовки не надав негативного впливу на рівень механічних властивостей, дозволив забезпечити необхідну якість поверхні продукції, а також підвищити продуктивність станів [1]. Однак неодноразово спостерігали погіршення корозійної стійкості, що виражається в псуванні товарного виду та освіті продуктів корозії в атмосферних умовах у арматурних стержнів з безперервно-литої.
Сталева арматура корозійно нестійка до кислих середовищ. Основними факторами, що визначають корозійну стійкість арматури і стійкість її до іржавіння, є хімічний склад сталі, технологія виробництва і корозійне середовище [2 ... 5]. Гарячекатаний арматурний профіль менш схильний до корозії, ніж термозміцнений, тому що прискорене охолодження знижує утворення окалини, яка є захисним шаром від корозії.
На Єнакіївському металургійному заводі (ЄМЗ) використовують прискорене охолодження при виробництві арматури зі сталі Ст 3 з наступним самоотпуском поверхні. Цей режим забезпечує отримання м'якої серцевини зі структурою фериту та перліту і твердої поверхні зі структурою мартенситу відпустки за рахунок самоотпуска після прискореного охолодження; твердість по перерізу арматури відповідно змінюється від HB250 на поверхні до HB180 в центрі перетину. Така арматура має гарну зварюваність, при σв = 600 Н/мм2, σт = 500 Н/мм2, δ = 14%, але низьку загальну корозійну стійкість, що виявляється в корродірованіі в домонтажний період.
Метою даної роботи була оцінка схильності до загальної корозії арматури з безперервно-литої заготовки виробництва ЄМЗ в розчинах кислот.
Для досліджень відбирали зразки арматури профілю № 10 і № 12 виробництва ЄМЗ. Були проведені випробування на електрохімічну корозію арматури в 1, 5, 10% водному розчині H2SO4 протягом години за допомогою газовимірювальній бюретки.
Для аналізу отриманих даних розраховували показники корозії. Їх аналіз показав, що торцева частина зразків піддається корозійному руйнуванню інтенсивніше, ніж бокова поверхня.
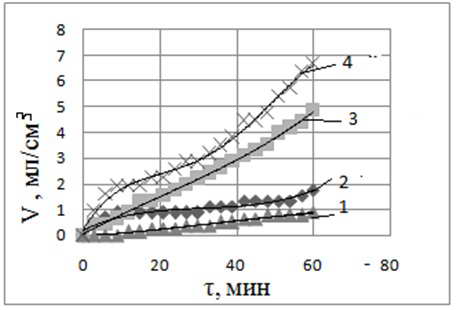
Кінетика виділення газу при корозійному впливі розчинів кислоти H2SO4 на арматурну сталь наведена на рис. 1-2, а після комп'ютерної обробки результатів - в табл. 1. Для розрахунку залежностей використовували програму TCWIN.
Малюнок 1. Кінетика виділення водню при електрохімічній корозії арматури в 10% - ому розчині H2SO4 (1 - бокова поверхня профілю № 10; 2 - бокова поверхня профілю № 12; 3 - торцева поверхня профілю № 12; 4 - торцева поверхня профілю № 10)
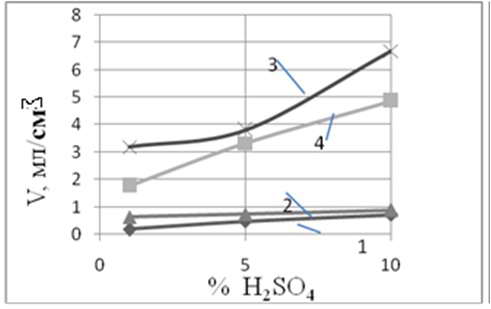
Малюнок 2. Кінетика виділення водню при електрохімічній корозії арматури залежно від% H2SO4 у водному розчині (1 - бокова поверхня профілю № 12; 2 - бокова поверхня профілю № 10; 3 - торцева поверхня профілю № 10; 4 - торцева поверхня профілю № 12)
Таблиця 1. Аналітичні залежності обсягу газу (мл), що виділився за час проведення електрохімічної корозії зразків.
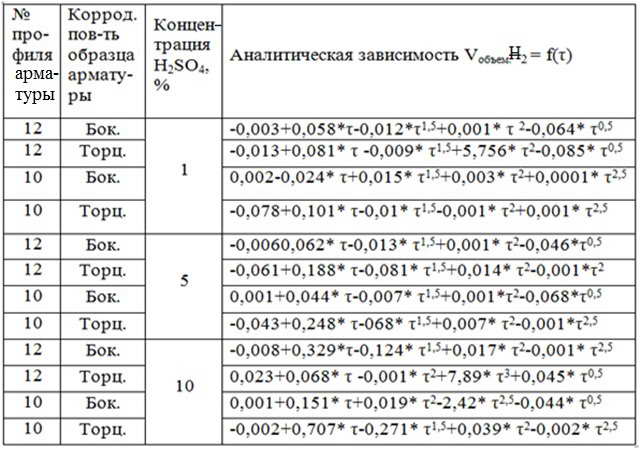
Видно, що залежності не є лінійними, а обсяг газу, що виділився за час проведення електрохімічної корозії зразків, має ступеневу залежність, а саме ступеневу залежність 2-го і 3-го порядку.
1. Поверхня арматури, зміцненої шляхом прискореного охолодження з подальшим самоотпуском, в меншій мірі піддається кислотної корозії, чим серцевина, тобто оголені кінці стрижнів почнуть корродировать в першу чергу.
2. З підвищенням концентрації кислого розчину процес гальмування корозії при короткочасному впливі не настає.
3. Виробництво арматури з безперервно-литої заготовки не запобігає процес корозії готових виробів в домонтажний період.
Автор висловлює подяку науковому керівнику професору, доктору технічних наук Алімова Валерію Івановичу за методичну допомогу у проведенні роботи та обговорення отриманих результатів.
Джерела