
Семенова Ірина Сергіївна
Тема випускної роботи: Розробка математичної моделі процесу прокатки гарячекатаних слябів у вертикальних валках чорнових клітей ШСГП
Науковий керівник: професор кафедри ОМТ, д.т.н. Руденко Євген Олексійович
Розробка математичної моделі розподілу обтискань по ВВ чорнової групи клітей ШСГП
Мета цієї роботи полягає у визначенні раціонального закону розподілу обтисків у ВВ.
Як приклад розрахунку режимів обтисків у ВВ був вибраний стан 2000 ЧерМК. Цей стан узятий оскільки він унікальний, він включає вихідну безперервну підгрупу клітей. Такий стан був зроблений для того, щоб зменшити розміри стану. Так само цей стан дозволяє отримати вищу швидкість підкату. Прокатка на цьому стані здійснюється за схемою В - Г. Вертикальні валяння розташовані на відстані 2,7 - 3м.
Безперервний широкосмуговий стан 2000 ЧерМК належить до високопродуктивних агрегатів 3-го покоління. Призначений для виробництва із слябів 240-270×900-1850×4,5-10,5 мм сталевих гарячекатаних смуг завтовшки 1,2 - 12 мм, шириною 900 - 1850 мм, змотаних в рулони масою до 36 т з швидкістю до 21 м/із з рядовых і якісних вуглецевих, а також низьколегованих, конструкційних і електротехнічних сталей. Чорнова група стану складається з вертикального окалиноламача, горизонтальній двохвалковій кліті з валкамии діаметром 1400 мм і чотирьох універсальних клітей з вертикальними валками діаметром 1000 мм і горизонтальними діаметром 1180 мм. Максимальна швидкість в останній чорновій кліті досягає 5 м/с.
Характеристика чорнової групи клітей

В результаті прокатки слябів в чорновій групі клітей отримують розкати завтовшки 30 - 45 мм. Температура їх поверхні на виході з п'ятої кліті складає 1050 - 1150°С.Довжина чорнової групи при п'яти горизонтальних клітях дорівнює 92,5 м
У першій вертикальній кліті виробляється бічне обтискання сляба з метою руйнування первинної (пічний) окалини, шар якої на поверхні металу досягає 1,5 - 3 мм, забезпечується стабілізація ширини сляба по його довжині. Глибока деформація кромок сляба виключає при подальшому прокатіі їх розтріскування, що особливо важливо при прокатки смуг з низьколегованих і легованих сталей. Окрім цього вертикальні валки можуть забезпечувати зменшення ширини розкату на 100 мм.
Швидкість прокату в першій вертикальній кліті 1 м/з, а бічне обтискання сляба максимальної товщини (250 мм) допускається до 80 мм. Валки вертикальної кліті - циліндричні з гладкою бочкою. Вони можуть мати і неглибоку насічку для поліпшення умов захоплення.
Зламану окалину збивають водою, що подається під тиском до 15 МН/м², яка подається через колектори і сопла, встановлені за вертикальною кліттю, від загальної системи гидросбива окалини.
Швидкість виходу з останньої чорнової кліті регулюється двигунами постійного струму 2 -5 м/із залежно від товщини підкату і марки стали, що дозволяє регулювати температуру підкату.
У Цій роботі виробляється розрахунок режиму обтисків на стані 2000 ЧерМК рядовой стали 3сп із сляба 250×1600 мм на підкат 35×1530 мм.
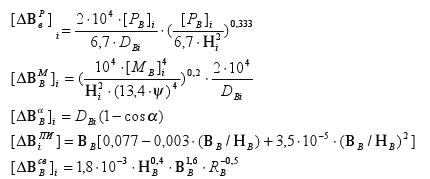
Допустиме обтискання у ВВ може бути визначене по наступних обмеженнях: допустимого кута захоплення[ ∆ Вa], допустимої сили і моменту прокатки [ ∆ Bр],[ ∆ В м], втрати стійкості розкату від звалювання при прокатки в гладких ВВ [ ∆ Bсв], від поперечного вигину [ ∆ Bпи].
ВКінець кінцем, допустиме обтискання у ВВ вибране як мінімальне, визначене по усіх обмеженнях. Потім розраховуємо баланс ширини :
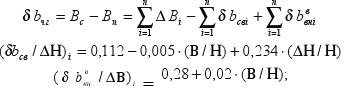
Потім загальна зміна ширини в усіх клітях:
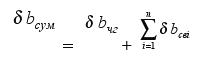
Зменшення ширини в одній чорновій універсальній кліті в наслідку обтискання у ВВ:
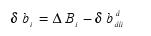
Завдання розподілу обтискань у ВВ зручно звести до завдання розподіли змін ширини гуркоту по чорнових клітях.
Приймемо відношення зменшення ширини в кожній кліті до сумарного зменшення ширини в чорновій групі як заданий закон зміни ширини по клітях внаслідок обтискання у відповідних ВВ.
Набувши цих значень і підставивши їх у формулу ми визначимо обтискання ВВ чорнових клітей :

Виконаний аналіз літературних джерел по режимах обтискань. Ясно, що раціональним способом розподілу обтискань є таким при якому однакове відносне зменшення ширини до максимально можливому по чорнових клітях.
ВИСНОВКИ:
Вибрали спосіб при якому відношення зменшення ширини до допустимих значень в усіх клітях - постійне.
Виконаний приклад розрахунку обтискань по ВВ для умов чорнових груп клітей ШСГП 2000 ЧЕРМК.
Вибраний спосіб розподілу обтискань по ВВ може бути застосований або використаний в алгоритмі АСУ ТП чорнової групи..