
Abstrait
Table des matieres
- Introduction
- 1. Declaration du probleme
- 1.1 Analyse du modele existant
- 1.2 Formulation du probleme et des donnees d'entree
- 2. Description de l'object
- 2.1 Description technologique
- 2.2 La preparation du schema principal
- Conclusions
- Liste des references
Introduction
Dans la pratique du genie, ont souvent des problemes lies a la commande automatique d'elements mobiles.
La necessite pour les systemes automatises est principalement due a la necessite d'ameliorer la productivite. Depose aupres de etudes de cas, il a ete determine que la periode la plus efficace de la condition humaine de la semaine de travail du lundi au vendredi et deux week-ends, samedi et dimanche est du mardi au jeudi. Le lundi et le vendredi, pour des raisons evidentes, le travailleur ne differe pas beaucoup d'enthousiasme. Automatique meme systeme a un rendement constant, non seulement sur n'importe quel jour de la semaine, mais a tout moment, a condition, bien sur, a la parfait etat.
Une autre raison de l'utilisation de ces systemes est la necessite d'ameliorer la securite. Le travail de la machine est tres dangereux, parce que la presence de quelques elements en rotation rapide de la machine exige un maximum d'attention de la personne et de se concentrer, ce qui n'est pas toujours atteint en raison de l'existence d'une chose telle que l'erreur humaine. Le systeme automatique est capable de travailler sous la supervision d'une distance sure, et, dans certains cas, si il ya des chaines de securite supplementaires, et sans surveillance humaine.
Il ya d'autres raisons pour expliquer la necessite pour les systemes automatiques, ce qui explique pourquoi dans mon travail, je pourrais envisager une de ces taches. Comme un objet d'automatisation est pris une part particuliere de la production - a savoir, l'alimentation du manipulateur dans le stockage provisoire, ainsi que de travailler independamment du type d'alimentation manipulateur de l'arbre d'entrainement a la tour centre de traitement CNC pour la fabrication arbres de pignon. Dans son ouvre maitresse, j'ai l'intention de modeliser le circuit pneumatique principale, controlee par un des controleurs programmables, ainsi que de parametrer l'actionneur et en faire un calcul dynamique.
1. Declaration du probleme
1.1 Analyse du modele existant
Dans la production de l'arbre-engrenage pour les entreprises modernes ont depuis longtemps utilise tours CNC, permettant d'effectuer toutes les operations necessaires sur la piece Tour a un milieu de travail sans piece intermediaire perezakrepleniya qui ameliore considerablement les performances en reduisant le temps de fabrication.
Mais il ya aussi le probleme de la livraison d'ebauches a la machine et en le fixant dans les centres d'usinage. Par exemple, la preparation de l'arbre-engrenage peut peser environ 50 a 80 kg pour un nombre relativement faible puissance des moteurs, et fixant une piece peut prendre beaucoup de temps et d'effort que affecter considerablement les performances.
Dans ce cas, moi, quand la production de masse de pieces telles que l'arbre n'est pas possible d'effectuer toutes les operations de fabrication pour le traitement de la piece sur une machine, et que vous avez a utiliser des machines en serie de plusieurs, il ya aussi la necessite pour le transport de pieces a usiner entre ces domaines de la ligne automatique. Cela implique la necessite pour le stockage intermediaire.
Par consequent, dans le travail de son maitre, j'ai decide de developper un systeme pour resoudre les deux problemes mentionnes ci-dessus.
1.2 Formulation du probleme et des donnees d'entree
La societe Usine Rutchenkovsky Gormash
produit large eventail de l'arbre et le pignon different. La base de pieces fabriquees, les parametres que je vais parametrer le systeme pneumatique, j'ai pris la ceinture l'arbre de transmission. Dans le bureau de conception de l'usine que l'arbre est repertorie sous le SP63M.1B.0012A etiquette. Recolte est utilise pour la fabrication de l'arbre, un poids d'environ 70 kg. Chargement d'un detail dans le lecteur manuellement plutot problematique. Mon systeme permet d'automatiser ce processus.
2. Description de l'object
2.1 Description technologique
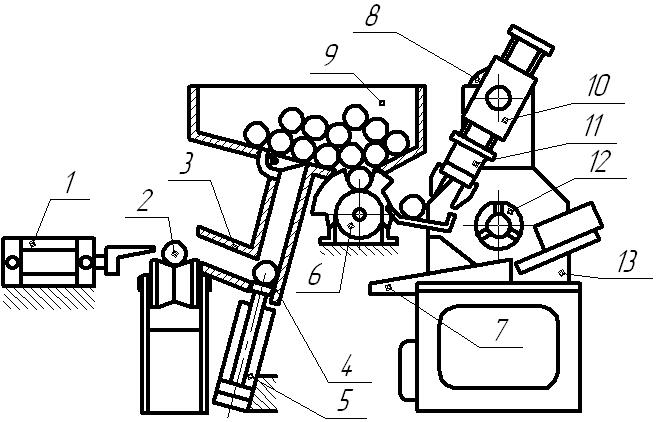
Figure 1 – Le schema de l'installation proposee
Le systeme propose (Fig. 1) est automatiquement controle details de l'expedition pneumatiques tels que un arbre pour le transport de bande dans les tours d'entrainement automatiques, et les petits details de telechargement nipulyator de ce disque dans le centre de traitement. A l'approche de la recolte 2 en 1 en position de chargement pneumatique, elle se deplace le long de la 3 rails de guidage dans intermediaire 4, et la piece pneumatique 5 ascenseurs a conduire 9. Lorsqu'un envoi de la nouvelle position de la piece, le systeme repete le cycle.
Lorsque vous allumez le chargeur charge bras de robot se nourrit de la piece 6. Le bras de 10 actionneur entraine le dispositif de serrage de piece, l'actionneur 11, qui le saisit. Puis, les bras d'entrainement 10 revient a sa position originale, et la rotation du bras actionneur, il tourne pour les centres de traitement. Apres cela, a 10 appareils apporte une passionnantes dans la zone de travail de la machine ou la piece est fixee dans les centres de fabrication de la tour 13. Puis, le lecteur libere le dispositif de serrage selon les centres de la piece a usiner, et l'actionneur 10 et 8 tours arriere a sa position initiale. Apres le traitement de la piece finie raskreplyaetsya et de guidage 7 est retire de la machine, et envoye pour un traitement ulterieur. En presence d'un signal de continuer a fonctionner, le systeme repete le cycle.
L'utilisation d'un disque dans le systeme peut briser les machines de traitement de liaison durs les uns aux autres. Le compose libre resultant de cette machine est plus efficace en cas de defaillance de l'une des machines. Avec ce disque peut etre retire a partir du convoyeur passant par des pieces, et si necessaire, les soumettre a nouveau la voiture.
2.2 La preparation du schema principal
Pour resoudre ce probleme, pour commencer a elaborer un concept qui va donner la sequence necessaire des disques.
Il ya plusieurs facons d'automatiser les systemes pneumatiques. La difference entre eux est la plupart du temps dans la voie de la mise en ouvre de la gestion, c'est ce que la nature du signal de commande est utilise. Dans le schema propose de mon signal de commande a faible courant est un signal electrique produit par les controleurs programmables [2].
Schema d'un stockage de pneumatiques manipulateur intermediaire est presente dans la figure 2, les ebauches de charge manipulateur dans le centre de fabrication a la figure 3.

Figure 2 – Le chema principale du systeme de commande pneumatique de manipulateur de stockage

Figure 3 – Le chema principale du systeme de commande pneumatique de manipulateur de chargement
Conclusions
Le document a ete mis au point commande pneumatique et gere le module de systeme de remplissage automatique d'entrainement du tour a commande numerique, ainsi que pneumatiques et gere l'alimentation du module de manipulateur automatique de flans dans le centre d'usinage. A ete elabore un modele mathematique de servomoteurs, qui se tient sur l'analyse dynamique en utilisant le programme Mathcad V11.
Le systeme d'air calculee en exces fonctionne a une pression de 5 bars, ce qui permet une entree de la consommation d'energie de l'air comprime a partir d'un reseau central d'air centrale, et en l'absence d'un tel, vous pouvez utiliser presque n'importe quel compresseur avec un accumulateur pneumatique.
Le systeme peut fonctionner dans les batiments avec de la poussiere et l'humidite excessive.
En ecrivant le travail de ce maitre de dissertation n'est pas encore termine. La realisation definitive: Decembre 2012. Le texte integral des travaux et des materiaux sur le sujet peuvent etre obtenus aupres de l'auteur ou la tete apres cette date.
Liste des references
- ПашковЕ. В., Осинский Ю. А., Четверкин А. А., 2-е издание под ред. Пашкова Е. В. Электропневмоавтоматика в производственных процессах. Севастополь, 2003. – 495с.
- А. П. Губарев. Дискретно-логічне керування в системах гідро пневмоавтоматики. Навчальний посібник. Київ, 1997. – 224с.
- Губарев А. П., Левченко О. В., Ганпанцурова О. С. Дискретні системи керування гідропневмоавтоматики. Методичні вказівки. Київ, НТУУ КПІ, 2007. – 52с.
- Пашков Е.В., Осинский Ю.А. Промышленные механотронные системы на основе пневмопривода. Севастополь, 2007. – 400с.
- Герц Е. В., Крейнин Г.В. Расчет пневмоприводов. Справочное пособие. Москва, Машиностроение, 1975. – 272с.
- Електронний каталог продукції FESTO.
- Преде Г., Шольц Д., перевод Сулига С.В. Электропневмоавтоматика. Москва, 2003. – 291с.
- Герц Е. В., Крейнин Г. В.. Расчет пневмоприводов. Справочное пособие. Москва, Машиностроение, 1975. – 272с.
- Компрессоры [Электронный ресурс]. – Режим доступа: http://www.instroy.com.ua.
- Пневмооборудование и комплектующие для пневматических систем [Электронный ресурс]. – Режим доступа: http://www.pneumoprivod.ru.