
Реферат за темою випускної роботи
Зміст
- 1.Сучасний стан розвитку процесів безперервного лиття заготовок.
- 2.Методи ОМТ, які використовуються в конструкції слябових МБЛЗ.
- 3. Дефекти слябової заготовки, відлитої на МБЛЗ.
- 4.Метод кінцевих елементів, як спосіб дослідження НДС металу.
- 5. Моделювання у програмі Abaqus
- Висновки
- Література
1. Сучасний стан розвитку процесів безперервного лиття заготовок.

У сучасному світі все більше вимог пред'являється до якості готової продукції. Для досягнення високого рівня якості та необхідних властивостей безперервнолитої заготовки створено і використовується багато різних машин та агрегатів, одним з яких являється МБЛЗ. В даний час близько 60% відлитих безперервним литтям заготовок розливається на слябових МБЛЗ. Цей агрегат дозволяє отримувати злитки необмеженої довжини. Основними виробниками безперервнолитих слябів у світі є Японія, США, КНР, Німеччина, Корея та Росія.
Зараз у світі налічується більше 500 слябових МБЛЗ із загальним числом струмків понад 700 шт. Постійне підвищення вимог до якості безперервнолитої слябової заготовки призводить до високої конкуренції між її виробниками, тому вони змушені постійно шукати способи, що забезпечують рішення задачі збільшення конкурентоспроможності своєї продукції.
2. Методи ОМТ, які використовуються в конструкції слябових МБЛЗ.
Один з методів підвищення якості заготовки в зоні пружно-пластичної деформації - м'яке механічне обтиснення.

М'яке обтиснення реалізується при відливанні злитку шляхом додавання обтиснення у обтискових клітях. При додатку обтиску, через зростання гідродинамічного тиску, рідка ліквована серцевина витісняється із зони остаточної кристалізації, що призводить до зменшення осьової ліквації.
3.Дефекти слябової заготовки, відлитої на МБЛЗ.
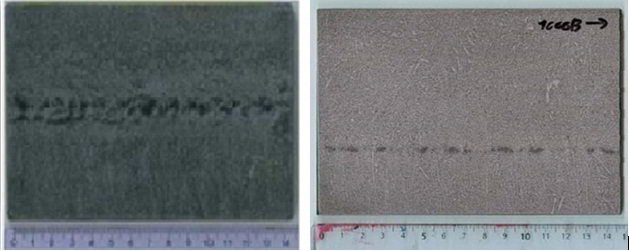
Видалення дефектів і підвищення якості безперервнолитої заготовки - одне з пріоритетних завдань, які вирішують інженери при розробці та експлуатації машини безперервного лиття заготовок. На малюнку ліворуч наведено перетин слябової заготовки без застосування методу м'якого обтиснення, а на малюнку справа - з використанням даної технології. Як видно, структура сляба, отриманого на МБЛЗ з м'яким обтисненням значно краще.
4. Метод кінцевих елементів, як спосіб дослідження НДС металу.
У наш час існує велика кількість комп'ютерних програм, які дозволяють моделювати процеси обробки металів тиском. Більшість з них засновані на методі кінцевих елементів. Метод кінцевих елементів передбачає розбиття досліджуваного тіла на багато елементів, так звану кінцево-елементну сітку. У кожному з цих елементів вибирається вид апроксимуючої функції, яка його описує. У процесі деформації враховуються зміни, що відбуваються в кожному елементі окремо. Це дозволяє отримати дані, які максимально наближені до реальних.
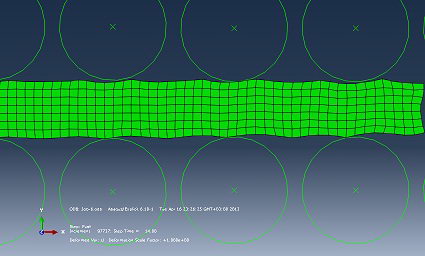
Вид деформованої кінцево-елементної сітки.
5. Моделювання у програмі Abaqus
В процесі освоєння програмного комплексу ABAQUS мною був змодельований процес вигину злитка в зоні вторинного охолодження в загальному вигляді. На наведеному нижче малюнку сфотографовано робоче вікно програми.
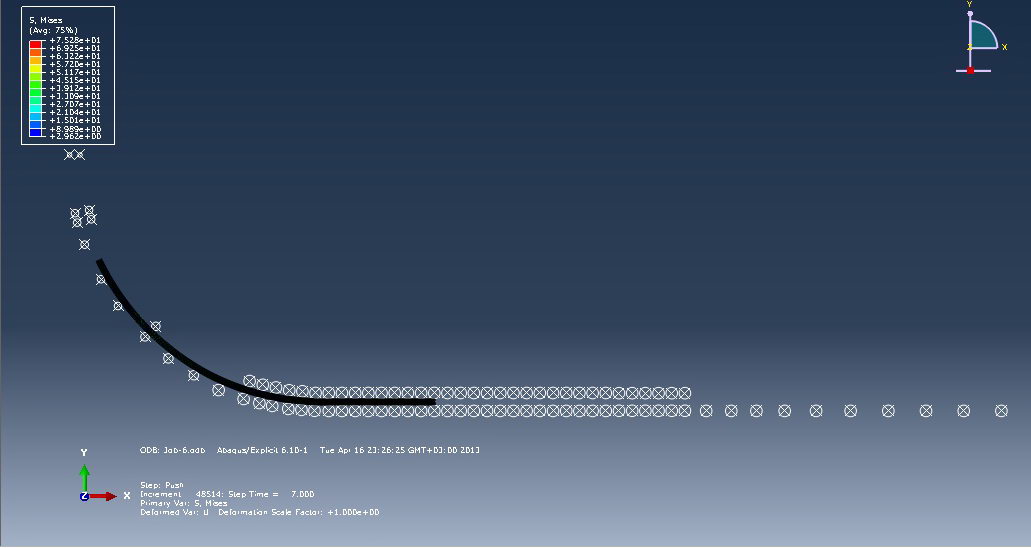
Завдяки Abaqus можна наочно продемонструвати, які і де саме сили діють на заготовку, як розподіляються навантаження по всьому перетину. Добре продумана анімація дозволяє простежити, як поводяться метал і деформуючі інструменти, їх траєкторію та деформацію.
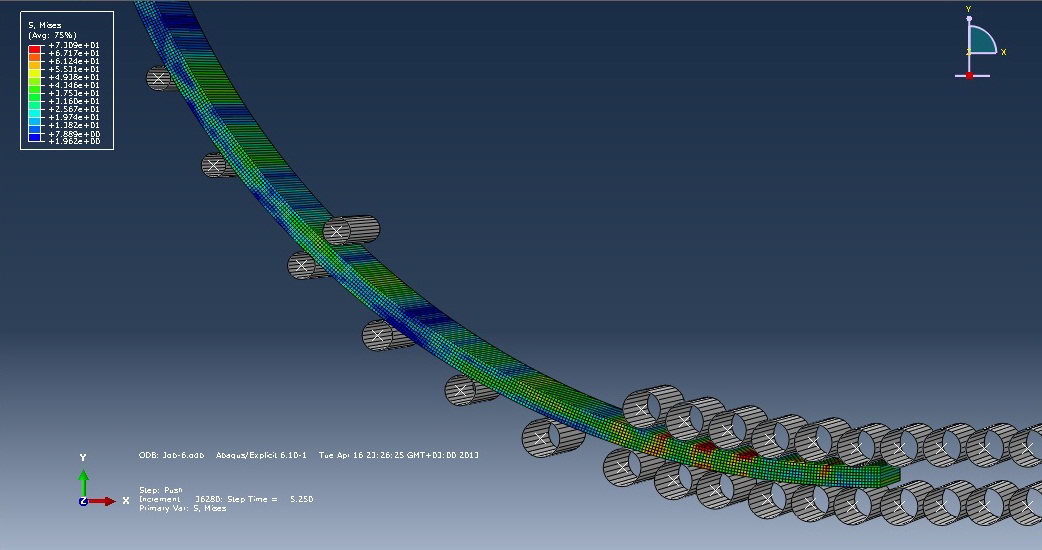
На приведеному вище малюнку дуже добре видно розподіл навантажень, що виникають у металі на ділянці розгину.
Висновки
- В результаті аналізу стану розвитку процесів безперервного лиття заготовок були визначені сучасні тенденції у виробництві безперервнолитої слябової заготовки, проаналізовано конструкцію і склад устаткування сучасної слябової МБЛЗ. Було встановлено, що однією з найбільших переваг безперервного розливання є широка можливість управління та автоматизація процесу.
- Аналіз конструкції і розрахунок основних параметрів слябової МБЛЗ і роликових правильних машин МБЛЗ дозволяє зробити висновок, що необхідно ретельне вивчення деформації металу у цих ділянках, адже для безперервнолитого злитка характерне одночасне існування умов кристалізації і деформування, що визначає можливість утворення дефектів, які мають різну природу. Тому необхідно максимально контролювати процеси, що відбуваються на цих ділянках.
- Отримання продукції високої якості залежить від технології виробництва і правильної роботи обладнання. Сучасні комп'ютерні технології дозволяють моделювати реальні процеси, що відбуваються на виробництві, відповідно це дозволяє їх детально вивчати й удосконалювати. Моделювання і аналіз в деяких областях промисловості дозволяє уникнути дорогих і тривалих циклів розробки типу «проектування - виготовлення - випробування». Все це дозволяє зробити висновок, що без впровадження новітніх технологій у наш час неможливо ефективно розвивати і вдосконалювати продукцію, що випускається, бути конкурентоспроможним підприємством як на внутрішньому, так і на зовнішньому ринках.
Література
- Комратов Ю. С. Совершенствование производства проката в условиях НТМК. / Комратов Ю. С, Лехов О. С Екатеринбург: Изд-во "Банк культурной ин-формации". 2002. 384 с.
- Смирнов, А. Н. Процессы непрерывной разливки/ А.Н. Смирнов, Пилюшенко В. Л., Минаев А. А., Момот С. В., Белобров Ю. Н.. – Донецк: ДонНТУ, 2002. – Глава 1, с.33 – 41
- Сивак Б. А. Литейно-прокатные агрегаты / Сивак Б. А., Майоров А. И // Тяжелое машиностроение. 1997. № 5. С. 6—9.
- Сивак Б. А Литейно-прокатные агрегаты для металлургических мини-заводов. Ч. 2. Листовые литейно-прокатные агрегаты / Сивак Б. А, Рогов И. С.// Черная металлургия. Б юл. ин-та "Черметинформация". 2001. № 3. С. 7-5
- Мазур, И.П. Постановка задачи упругопластического деформирования непрерывного слитка с жидкой сердцевиной / И.П. Мазур, В.В. Барышев, М.О. Седых // Известия вузов. Черная металлургия.- 2003. – № 1. – С. 29-32.
- Шаталов, Р.Л. Совмещенные процессы литья и деформации металлов/ Р.Л. Шаталов, Н.Ш. Босхамджиев, В.А. Николаев.– М.: Изд-во МГОУ, 2009. – 212 с.
- Целиков А И. Современное развитие прокатных станов. / Целиков А И., Зюзин В. И. М.: Металлургия, 1972. 399 с.
- Бринза В.В. Определение эффективных условий деформирования непрерывнолитых слябов с жидкой сердцевиной / Вячеслав Владимирович Бринза // Металлургическая и горнорудная промышленность. - 2002. - № 10. - С. 68-70.
- Боровик П.В. Теоретические исследования процессов обработки материалов давлением на основе метода конечных элементов//Методическое пособие- 177с.
- Ганкин В. Б. Совмещение непрерывной разливки стали с прокаткой / Ганкин В. Б., Гуревич Б. Е., Целиков А А, Ротенберг А М. // Черная метал¬лургия. Бюл. ин-та "Черметинформация". 1970. № 11. С. 13—22.