
Реферат по теме выпускной работы
Содержание
- 1. Современное состояние развития процессов непрерывного литья заготовок.
- 2.Методы ОМД, которые используются в конструкции слябовых МНЛЗ.
- 3. Дефекты слябовой заготовки, отлитой на МНЛЗ.
- 4.Метод конечных элементов, как способ исследования НДС металла.
- 5. Моделирoвание в программе Abaqus
- Выводы
- Список источников
1. Современное состояние развития процессов непрерывного литья заготовок.
В современном мире все больше требований предъявляется к качеству готовой продукции. Для достижения высокого уровня качества и необходимых свойств непрерывнолитой заготовки создано и используется много различных машин и агрегатов, одним из которых является МНЛЗ. В настоящее время около 60% отлитых непрерывным литьем заготовок разливается на слябовых МНЛЗ. Этот агрегат позволяет получать слитки неограниченной длины. Основными производителями непрерывнолитых слябов в мире является Япония, США, КНР, Германия, Корея и Россия. Сейчас в мире насчитывается более 500 слябовых МНЛЗ с общим числом ручьев свыше 700 шт. Постоянное повышение требований к качеству непрерывнолитой слябовой заготовки приводит к высокой конкуренции между ее производителями, поэтому они вынуждены постоянно искать способы, обеспечивающие решение задачи увеличения конкурентоспособности своей продукции.
2. Методы ОМД, которые используются в конструкции слябовых МНЛЗ.
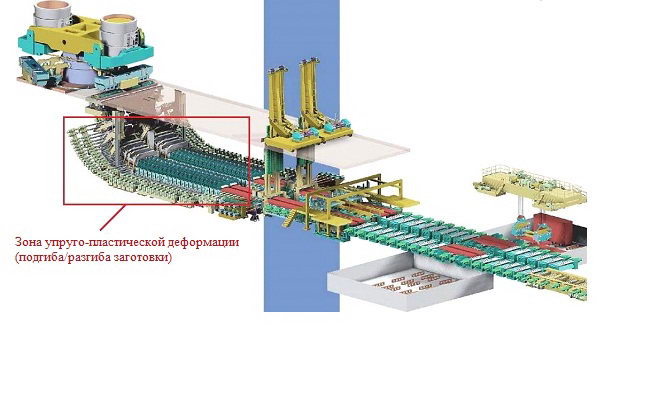
Один из методов повышения качества заготовки в зоне упруго-пластической деформации - мягкое механическое обжатие.
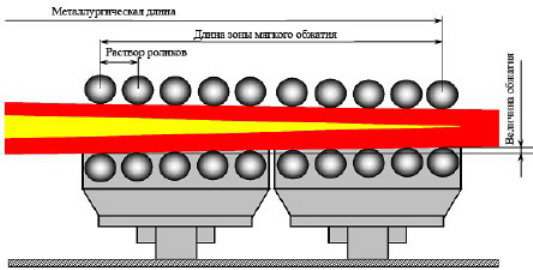
Мягкое обжатие реализуется при отливке слитка путем добавления обжатия в обжимных клетях. При приложении обжатия, из-за роста гидродинамического давления, жидкая ликвированная сердцевина вытесняется из зоны окончательной кристаллизации, что приводит к уменьшению осевой ликвации
3. Дефекты слябовой заготовки, отлитой на МНЛЗ.
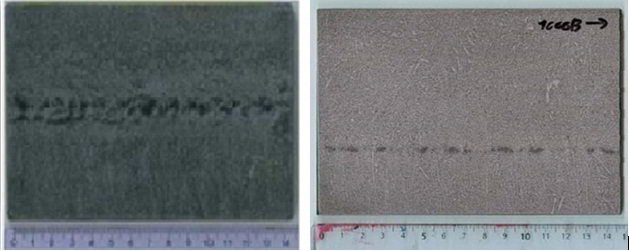
Удаление дефектов и повышение качества непрерывнолитой заготовки - одна из приоритетных задач, которые решают инженеры при разработке и эксплуатации машины непрерывного литья заготовок. На рисунке слева приведено сечение слябовой заготовки без применения метода мягкого обжатия, а на рисунке справа - с использованием данной технологии. Как видно, структура сляба, полученного на МНЛЗ с мягким обжатием значительно лучше.
4. Метод конечных элементов, как способ исследования НДС металла.
В наше время существует большое количество компьютерных программ, которые позволяют моделировать процессы обработки металлов давлением. Большинство из них основаны на методе конечных элементов. Метод конечных элементов предполагает разбиение исследуемого тела на многие элементы, так называемую конечно-элементную сетку. В каждом из этих элементов выбирается вид аппроксимирующей функции, которая его описывает. В процессе деформации учитываются изменения происходящие в каждом элементе отдельно. Это позволяет получить данные, которые максимально приближены к реальным.
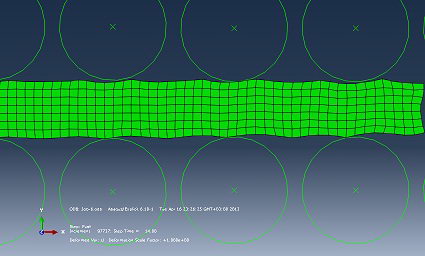
Вид деформированной конечно-элементной сетки.
5. Моделирование в программе Abaqus
В процессе освоения программного комплекса ABAQUS мной был смоделирован процесс изгиба слитка в зоне вторичного охлаждения в общем виде. На приведенном ниже рисунке сфотографировано рабочее окно программы.
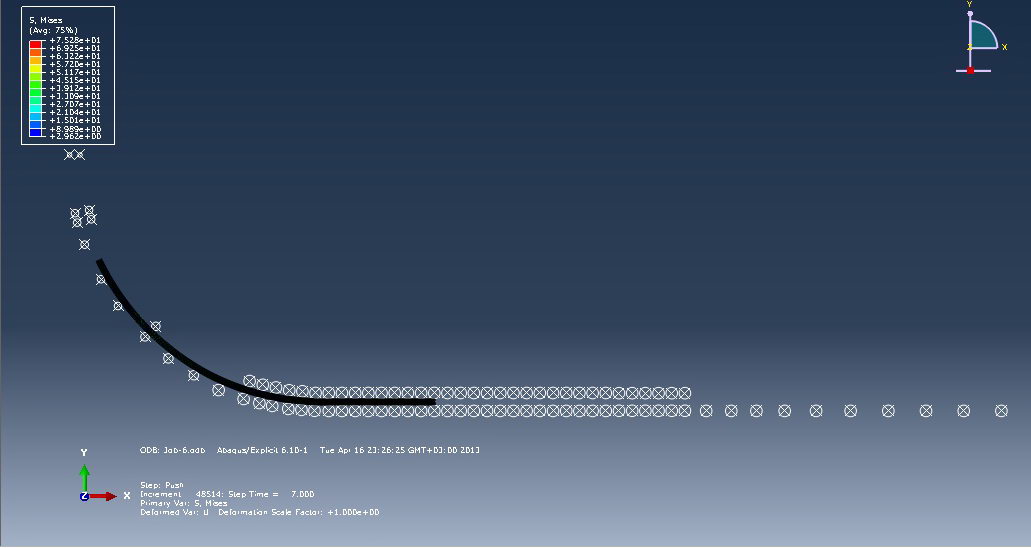
Благодаря Abaqus можно наглядно продемонстрировать, какие и где именно силы действуют на заготовку, как распределяются нагрузки по всему сечению.Хорошо продуманная анимация позволяет проследить, как ведут себя металл и деформируемые инструменты, их траекторию и деформацию.
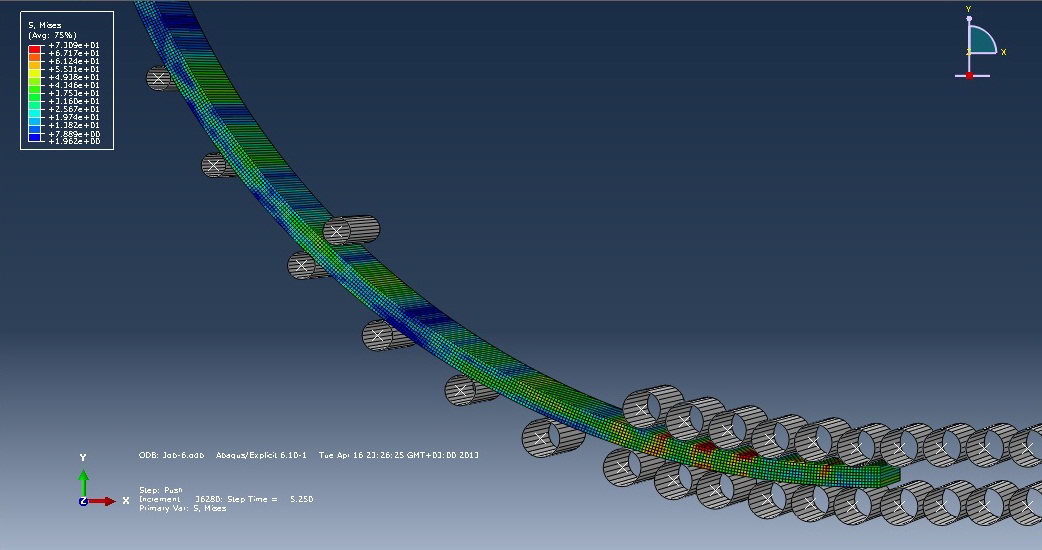
На приведенном выше рисунке хорошо видно распределение напряжений, возникающих в металле на участке разгиба.
Выводы
- В результате анализа состояния развития процессов непрерывного литья заготовок были определены современные тенденции в производстве непрерывно литой слябовой заготовки, проанализированы конструкция и состав оборудования современной слябовой МНЛЗ.Было установлено, что одним из наибольших преимуществ непрерывной разливки является широкая возможность управления и автоматизации процесса.
- Анализ конструкции и расчет основных параметров слябовой МНЛЗ и ролико-правильных машин МНЛЗ позволяет сделать вывод, что необходимо тщательное изучение деформации металла в этих участках, ведь для непрерывнолитого слитка характерно одновременное существование условий кристаллизации и деформирования, что определяет возможность образования дефектов, которые имеют разную природу. Поэтому необходимо максимально контролировать процессы, происходящие на этих участках.
- Получение продукции высокого качества зависит от технологии производства и правильной работы оборудования. Современные компьютерные технологии позволяют моделировать реальные процессы, происходящие на производстве, соответственно это позволяет их детально изучать и совершенствовать. Моделирование и анализ в некоторых областях промышленности позволяет избежать дорогостоящих и длительных циклов разработки типа «проектирование - изготовление - испытание».Все это позволяет сделать вывод, что без внедрения новейших технологий в наше время невозможно эффективно развивать и совершенствовать выпускаемую продукцию, быть конкурентоспособным предприятием как на внутреннем, так и на внешнем рынках.
Литература
- Комратов Ю. С. Совершенствование производства проката в условиях НТМК. / Комратов Ю. С, Лехов О. С Екатеринбург: Изд-во "Банк культурной ин-формации". 2002. 384 с.
- Смирнов, А. Н. Процессы непрерывной разливки/ А.Н. Смирнов, Пилюшенко В. Л., Минаев А. А., Момот С. В., Белобров Ю. Н.. – Донецк: ДонНТУ, 2002. – Глава 1, с.33 – 41
- Сивак Б. А. Литейно-прокатные агрегаты / Сивак Б. А., Майоров А. И // Тяжелое машиностроение. 1997. № 5. С. 6—9.
- Сивак Б. А Литейно-прокатные агрегаты для металлургических мини-заводов. Ч. 2. Листовые литейно-прокатные агрегаты / Сивак Б. А, Рогов И. С.// Черная металлургия. Б юл. ин-та "Черметинформация". 2001. № 3. С. 7-5
- Мазур, И.П. Постановка задачи упругопластического деформирования непрерывного слитка с жидкой сердцевиной / И.П. Мазур, В.В. Барышев, М.О. Седых // Известия вузов. Черная металлургия.- 2003. – № 1. – С. 29-32.
- Шаталов, Р.Л. Совмещенные процессы литья и деформации металлов/ Р.Л. Шаталов, Н.Ш. Босхамджиев, В.А. Николаев.– М.: Изд-во МГОУ, 2009. – 212 с.
- Целиков А И. Современное развитие прокатных станов. / Целиков А И., Зюзин В. И. М.: Металлургия, 1972. 399 с.
- Бринза В.В. Определение эффективных условий деформирования непрерывнолитых слябов с жидкой сердцевиной / Вячеслав Владимирович Бринза // Металлургическая и горнорудная промышленность. - 2002. - № 10. - С. 68-70.
- Боровик П.В. Теоретические исследования процессов обработки материалов давлением на основе метода конечных элементов//Методическое пособие- 177с.
- Ганкин В. Б. Совмещение непрерывной разливки стали с прокаткой / Ганкин В. Б., Гуревич Б. Е., Целиков А А, Ротенберг А М. // Черная метал¬лургия. Бюл. ин-та "Черметинформация". 1970. № 11. С. 13—22.