
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета і задачі дослідження та заплановані результати
- 3. Огляд досліджень та розробок
- Висновки
- Перелік посилань
Вступ
Для прокатки листів всього сортаменту по ширині потрібна велика кількість типів слябів, що розрізняються по ширині, товщині і довжині. Регулювання довжини слябів процесі безперервного розливання не представляє особливої праці. Для отримання слябів різної товщини і ширини необхідно при розливанні міняти кристалізатори, що є непростим операцією, і супроводжується, крім того, необхідністю переходити і на новий технологічний режим розливу й охолодження металу. Встановлення оптимальної швидкості розливання і режиму охолодження пов'язано, як правило, з певними і неминучими неполадками, які в кінцевому підсумку позначаються на якості металу. З цих та інших причин необхідно мати можливість змінювати ширину слябів, зокрема зменшувати шляхом поперечної деформації у вертикальних валках.
На сьогоднішній день широке застосування отримала технологія редукування слябів в спеціальній редукуючої універсальної кліті широкосмугових станів. Ця технологія дозволяє отримати сляб шириною на 200-250 мм менше ширини вихідного сляба. Точність ширини залежить від точності визначення вимушеного розширення розкату після обтиску у вертикальних валках. Редукування проводять за 1-3 послідовних проходу. У наступній кліті розкат пропрасовується в горизонтальних валках і при можливості обжимається по товщині.
1. Актуальність теми
Дана робота є актуальною, оскільки отримані в даній роботі експериментальні моделі необхідні для розробки математичних моделей, які будуть покладені в основу математичного технологічного забезпечення системи управління редукуванням.
2. Мета і задачі дослідження та заплановані результати
Мета: Визначити вплив дрібність деформації на зменшення ширини при обтисненні у вертикальних і пропрасовуванні горизонтальних валках.
Основні задачі дослідження:
- Вибрати метод дослідження ефективності редукування слябів;
- Розробити план дослідження;
- Виконати обтиснення зразків та аналіз результатів дослідження.
3. Огляд досліджень та розробок
Дослідження виконали методом фізичного моделювання умов редукування слябів за один, два і три проходи на лабораторному стані. Масштаб моделювання 1:30, матеріал - свинець. Моделювали процес редукування слябів шириною В = 1350, 1800 і 2250 мм, товщиною Н = 240 мм у вертикальних валках діаметром 1500 мм з скриньковим калібром і процес пропрасовування в горизонтальних валках діаметром 1500 мм. Розміри струмків калібрів: ширина дна струмка 240 мм; ширина струмка у роз'єму 340 мм; глибина струмка 150 мм.
При дослідженні багаторазового обтиснення у вертикальних валках на ефективність зменшення ширини зразки товщиною 8 мм кожної партії шириною (45, 60, 75 мм) обжимали в кожному калібрі вертикальних валків по різних режимах: за один, два і три послідовних проходу з обтисканнями ΔB=2-2,5 мм. Частина зразків обжимали за один прохід на 2, 4 і 6 мм. Вимірювали ширину B і глибину заповнення струмка калібру Нз.
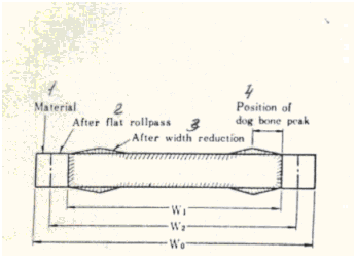
Рисунок 1 – Відношення між обтисненням по ширині і зменшенням ширини розкату
1 - зразок, 2 - після обтиску по товщині, 3 - напливи після обтиску по ширині, 4 - положення напливу, 5 - обтиснення по ширині (Δh=W0-W1), 6 - ефективність обтиску (ΔW=W0-W2).
В якості досліджуваних параметрів процесу редукування сляба взяли: ефективність зменшення ширини η=δBг/ΔB і відносне заповнення струмка калібру металом Кз=Нз/Нр. В якості незалежних змінних процесу редукування і подальшого пропрасовування сляба взяли: відношення ширини до товщини зразків В/Н - показник поперечного перерізу сляба; n - кількість проходів при рівномірному обтисненні. Графіки зміни η і Кз показані на малюнку.
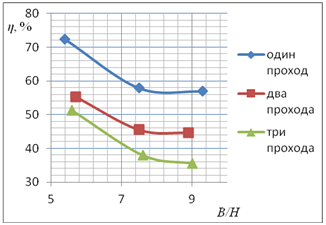
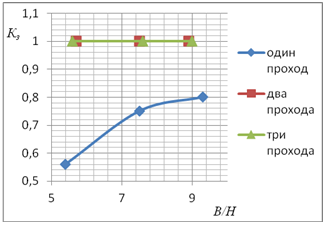
Рисунок 2 – Вплив відносини ширини до товщини B / H, числа проходів n на ефективність зменшення ширини η і ступеня заповнення струмка калібрів Кз при редукуванні сляба.
Висновки
Як видно на рисунка ефективність редукування зменшується зі збільшенням ширини слябів (відносини В/Н), зростанням числа послідовних обжатий. Найнижча ефективність відзначена при скороченні слябів максимальної ширини при триразовому послідовному обтисненні. Ступінь заповнення струмка калібру металом при одноразовому обтисненні із зростанням відносини В/Н збільшується. При двох-триразовому обтисненні струмок калібру заповнювався повністю Кз=1 і переповнявся.
Перелік посилань
- Х. Абэ Техника большого обжатия сляба по ширине при черновой прокатке на полосовом стане горячей прокатки и меры по уменьшению потерь обрези / Х. Абє, Саса К., Накагахара С. – 1983 – 69 том, 232с.
- Такаучи М. Большое боковое обжатие при прокатке слябов / Такаучи М., Хирата О. – 1987 – 446 с.
- Руденко Е. А. Некоторые особенности расчета параметров прокатки в универсальной клети широкополосного стана / Руденко Е. А., Коновалов Ю. А., Шевцов В. К. // Черная металлургия – 1987 – 63 с.
- Тишков В. Я. Теория и технология производства толстого листа / Тишков В. Я., Набатов Г. И., Еремин Ю. А. – М.:Металлургия, 1986. – 118с.
- Руденко Е. А. Прокатка и термообработка толстого листа / Руденко Е.А., Шевцов В.К, Литвинова Т.С. – М.:металлургия, 1986. – 19с.
- Чижиков Ю. М. Редуцирование и прокатка металла непрерывной разливки / Чижиков Ю.М. – М.:Металлургия, 1974. – 384с.
- . Долженков Ф. Е. Бюл. НТИ Укрниимет / Долженков Ф.Е., Александров П. А. – 1957. – 45с.
- . Бровман М. Я. Усовершенствование технологии прокатки толстых листов / Бровман М. Я., Зеличенок Б. Ю., Герцев А. И. – М.:Металлургия, 1969. – 256 с.
- Долженков Ф. Е. Усовершенствование технологии производства толстолистовой стали / Должненков Ф. Е., Годсков В. П., ПолторапавлоЮ. В. М.: Металлургия, 1981. – С. 49-52.
- Шевцов В. К. Некоторые особенности расчета параметров прокатки в универсальной клети широкополосного стана / В. К. Шевцов, Е. А. Руденко, Ю. В. Коновалов М: Металлургия, 1990. – С. 31-34.