
Реферат на тему випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета і задачі дослідження та заплановані результати
- 3. Огляд досліджень та розробок
- Перелік посилань
Вступ
В даний час теоретичний аналіз процесів обробки тиском отримав нові можливості, пов'язані зі швидким розвитком чисельних методів розв'язання задач механіки суцільного середовища. З кінця ХХ століття, у зв'язку із зростанням технічних можливостей обчислювальної техніки, все більш широко у вирішенні завдань формоутворення використовується метод кінцевих елементів.
Математичне моделювання процесів обробки матеріалів тиском має важливе значення в розвитку теорії і практики, оскільки застосовується для аналізу та оптимізації досліджуваного процесу, наприклад, прокатки, пресування, волочіння, кування, об'ємного і листового штампування.
1. Актуальність теми
На даний момент в сучасній металургії для виробництва сортової заготовки найбільшу (більше 60%) поширення отримав метод безперервного розливання на МБЛЗ. Не дивлячись на стрімкий розвиток даної технології і безперервне вдосконалення устаткування, вона є відносно молодою у зв'язку з чим в її рамках все ще ряд невирішених або частково вирішених проблем. Зокрема до таких проблем відноситься якість сортової заготовки. Існує декілька класів дефектів: зовнішні (поверхневі тріщини), внутрішні (ліквації, пористість) і геометричні (ромбічность).
На сьогоднішній день для вирішення ряду проблем, пов'язаних з дефектами безперервнолитої сортової заготовки, використовується метод «м'якого» механічного обтиснення. Суть методу полягає в обтисненні безперервнолитої сортової заготовки в потоці на невелику величину (ступінь деформації менше 1%) на ділянках правки в двофазному стані (з незакрісталлізоанной серцевиною). Для реалізації даного методу можуть використовуються як тягнуть-правильні агрегати, так і спеціалізовані агрегати здійснюють процес «м'якого» механічного обтиснення.
Лідерами у сфері виробництва обладнання для машин безперервного лиття заготовок і супутнього устаткування можна виділити такі стани як Німеччина («SIMENS-VAI», «SMS-DEMAG»); Італія («DANIELI»); Японія («SUMITOMO»); СНД (ЗАТ «Машинобудівна корпорація« Уралмаш »», ВАТ «НКМЗ»). Дані виробники є законодавцями мод і визначають напрям розвитку устаткування і технологій, пов'язаних з безперервною розливанням сортових заготовок[1, 2, 3].
2. Мета і задачі дослідження та заплановані результати
Метою даного дослідження є моделювання декількох поширених схем розташування обладнання, що забезпечують процес «м'якого» механічного обтиснення і визначення особливостей деформації на тих чи інших ділянках правки при різних режимах обтиску. Визначення доцільності застосування методу «м'якого» механічного обтиснення виключно на ТПА. Особливості деформації на агрегатах «м'якого» обтиску при різних режимах деформації (плавному, ступінчастому та ін.).
У силу сформованих тенденцій у сфері проектування і моделювання металургійних процесів, активно застосовується комп'ютерне моделювання, що істотно прискорює і здешевлює процес. Для здійснення такого роду моделювання існує ряд прикладних комп'ютерних програм, що використовують метод кінцевих елементів. До таких можна віднести: універсальні - ANSYS, ABAQUS; спеціалізовані для ОМД - DEFORM 3D, Q-FORM. Для даного дослідження був обраний програмний комплекс DEFORM 3D.
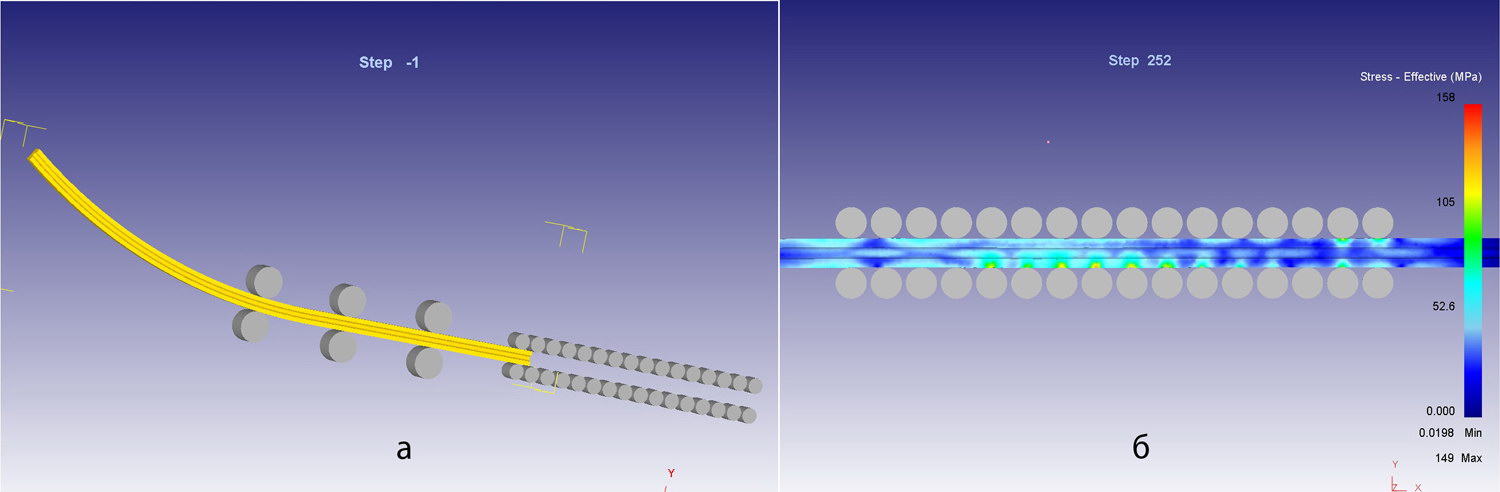
В рамках дослідження був реалізований один з варіантів розташування обладнання правки і вигину фірми «SMS Siemag AG» за відсутності обтиску на ТПА і плавному (рівному в кожній парі роликів коефіцієнтом обтиску) - на ділянці «м'якого» обтиску.
Геометрія моделі була побудована за допомогою САПР «Компас 3D». У даній прохань моделі присутні 6 роликів ТПА діаметром 320 мм і 4 секції по 8 роликів машини реалізує «м'яке» обтиснення діаметром 160 мм. Геометрія обрана відповідно до схеми агрегатів «SMS Siemag AG».
Заготівля, обрана для даного моделювання, має наступні геометричні параметри: довжина, необхідна для об'єктивного розрахунку - 6000 мм; радіус вигину заготовки на МБЛЗ перед входом в ТПА - 6000 мм; перетин квадратне з розмірами 150 x 150 мм.Згідно ГОСТу для даного перетин відхилення розмірів не повинно перевищувати 2,5 мм. Моделювання проходить при температурі 1150°С на поверхні і 1450°С в серцевині.
Надалі в рамках дослідження планується поліпшити деталізацію даної моделі з метою отримання більш точних результатів. Також для даного агрегату буде проведено ще ряд розрахунків з різними варіантами обтиску (ступеневу, одиничне) і буде проведений аналітичне порівняння цих варіантів для встановлення найбільш прийнятного в експлуатації і застосуванні. Потім аналогічне моделювання, розрахунок і аналіз буде проведений ще з деякою кількістю найбільш поширених варіантів розташування агрегатів на ділянці вигину і правки. Для кожного з агрегатів буде окремо змодельовані випадки обтиску сортових заготовок інших перетинів. У кінцевому підсумку буде проведено порівняльний аналіз всіх агрегатів, відповідних їм варіантів обтиску і всіх перетинів з метою встановлення статистичних закономірностей процесу розгину, правки і «м'якого» обтиску для подальшого удосконалення технології[1, 2, 3].
3. Огляд досліджень і розробок
Експериментальні дослідження процесів «м'якого» обтиску безперервнолитих заготовок в промислових умовах були проведені на тягнуть-правильному пристрої сортовий машини безперервного лиття заготовок Єнакіївського металургійного заводу.
Останнім часом на ВАТ «Єнакіївський металургійний завод» реалізується програма, спрямована на підвищення продуктивності МБЛЗ. Для моніторингу існуючої в даний час технології розливання сталі на МБЛЗ, а також видачі рекомендацій щодо впровадження різних технічних і технологічних рішень з метою усунення вузьких місць і підвищення продуктивності МБЛЗ, залучалися фахівці компанії виробника існуючої МБЛЗ - ВАТ «НКМЗ». Основними висновками запропонованої програми модернізації МБЛЗ є: підвищення продуктивності МБЛЗ може бути досягнуто, частково, за рахунок збільшення швидкості. Провівши ряд заходів, швидкість розливання безперервнолитої заготовки збільшилася на 15-20% , зокрема середня швидкість розливання квадрата 150 x 150 мм, виробництво якого становить близько 60% від усього обсягу виробництва МБЛЗ, збільшилася з 2,65 м / хв до 3,2 м / хв. У зв'язку з тим, що при розливанні окремих плавок були зауваження по температурному режиму розливання, рівномірності і ефективності охолодження безперервнолитої заготовки в ЗВО, в осьовій частині заготовки зазначалося утворення дефектів усадочного походження. У середньому бал дефекту осьова пористість, після переходу на розливання на підвищених швидкостях, виріс з 0,5 до 1,0 -1,5 бали. Також на окремих плавка вказано освіти усадочноюраковини величиною 1,0-2,5 мм.
З метою придушення дефектів усадочного походження в осьовій зоні безперервнолитої заготовки запропоновано розглянути питання обтиску заготовки у валках ТПМ посредствам установки підвищеного тиску на тягнуть валки ТПМ. На першому етапі впровадження даного заходу виконано теоретичний розрахунок необхідного зусилля забезпечує придушення усадочних в осьовій зоні, але і в той Водночас не виводять геометричні розміри квадратної заготовки після її обтиснення за допустимі значення.
Теоретичний розрахунок і подальший практичний експеримент проводився при розливанні безперервнолитої заготовки перерізом 150 x 150 мм. При цьому було встановлено, що для безперервнолитої заготовки перерізом 150 x 150 (мм) і величини її абсолютного обтиску на 1,5 мм необхідно збільшити тиск робочої рідини, що подається в поршневу порожнину, на 0,9 МПа, тобто з 1,6 МПа до 2,5 МПа, що забезпечить підвищення сили притиснення робочих роликів з 36,2 кН до 56,6 кН.
Другий етап полягав в оцінці ефективності обтиску безперервнолитої заготовки у валках ТПМ, після підготовки, погодження та затвердження технологічної задачі, поетапно з додаванням по 0,2 МПа до початкової величині тиску робочої рідини гідроциліндра 1,6 МПа встановлювали підвищений тиск на валки ТПМ при розливанні досвідчених плавок. Експеримент по установці підвищеного тиску притиснення на валки ТПМ проводився на струмку № 6 МНЛЗ № 2. Разливка досвідчених плавок стартувала 7 лютого 2011 при розливанні марки стали 5сп. На кожному етапі з додаванням по 0,2-0,3 МПа на існуюче притиснення валків ТПМ розлито по 10 плавок, з вимірюванням в гарячому потоці геометричних розмірів безперервнолитої заготовки, візуальному контролю якості поверхні заготовки на наявність поверхневих дефектів, відбором темплетів для контролю макроструктури, контролі швидкості розливання і температури поверхні заготовки перед ТПМ. Під час проведення експерименту по 6 му струмку, під час поетапного підвищення тиску робочої рідини гідроциліндрів притиснення тягнуть валків, здійснювали завмер сторін безперервно-литої заготовки в гарячому потоці на розвантажувальному стелажі перед надходженням заготовки на Кант холодильник. При встановленому тиску 2,3 МПа висота заготовки склала 147,5 мм ( величина обтиснення 2,5 мм), ширина заготовки 152,0 мм (розширення заготовки 2 мм), згідно ТУ У-27.1-00191193-023-2001 «безперервнолитих заготовок квадратного перетину» допустиме відхилення по стороні квадрата становить ± 3,5 мм. При установці величини тиску на тягнуть ролики ТПМ 2,3 МПа повністю усунулася усадка за рахунок притиснення поверхневих затверділих шарів у вертикальній площині і видавлювання з осьової зони рідкого металу в напрямку протилежному розливання. Огляд відібраних темплетів (рис. 4.2) також свідчить про відсутність усадочних дефектів і відсутності деформаційні тріщини.
Результати проведених в промислових умовах експериментальних досліджень процесу «м'якого» обтиску представлені на рис. 2 і в табл. 1, 2.
| Номер струмка | Тиск робочої рідини, що подається в гідроциліндр механізму притиснення роликів ТПМ, Мпа | Кількість плавок, шт | Середня швидкість розливання, м / хв | Середня температура заготовки перед ТПМ, 0 С |
| 6 | 2,5 | 1128 | 2,98 | 1104 |
| 5 | 1,6 | 1115 | 2,93 | 1096 |
| Номер струмка | ССередні розміри сторін квадрата БЛЗ, мм | Середній бал осьової пористості | Середній розмір усадочноюраковини, мм | Середній бал осьових тріщин |
| 6 | 148,5 x 151 | 0 | 0,5 | 0,5 |
| 5 | 150 x 150 | 2 | 2,5 | 0,5 |
Після підготовки звіту про виконану роботу, починаючи з 30 березня 2011 року, на МБЛЗ № 2 по всім струмків встановили підвищений притиснення валків ТПМ з метою обтиску безперервнолитої заготовки та усунення дефектів усадочного походження в осьовій зоні заготовки.
В цілому, результати виконаних експериментальних досліджень свідчать про достатній рівень ефективності застосування процесу «м'якого» обтиску безперервнолитих сортових заготовок, що необхідно враховувати при створенні нового, а також удосконаленні діючого обладнання машин безперервного розливання[4].
Перелік посилань
- Смирнов А.Н. и др. Непрерывная разливка сортовой заготовки: Монография. / А.Н. Смирнов, С.В. Куберский, А.Л. Подкорытов, В.Е. Ухин, А.В. Кравченко, А.Ю. Оробцев – Донецк: Цифровая типография, 2012. – 417 с.
- Смирнов А.Н и др. Непрерывная розливка стали: Монография /Смирнов А.Н., Куберский С.В., Штепан Е.В Донецк: Донецкий Националый Технический Университет, 2012. – 417 с.
- Ручко, В. Н. Анализ особенностей и пути совершенствования конструкций тянуще-правильных машин сортовых МНЛЗ / В.Н. Ручко, Е.Н. Смирнов // Металлургические процессы и оборудование. - 2011. - №2. - С. 32-39.
- Куберский С. В. и др. Эксперементальное исследование процессов мягкого обжатия непрерывнолитой сортовой заготовки в промышленных условиях / Восточно-Европейский журнал передовых технологий. – 2011. – 4/7(52). – С. 41-43.