
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Актуальность темы
- 2. Цель и задачи исследования, планируемые результаты
- 3. Обзор исследований и разработок
- 3.1 Обзор международных источников
- 3.2 Обзор национальных источников
- 3.3 Обзор локальных источников
- 4. Влияние режимов магнитно – абразивной обработки на параметры шероховатости внутренних поверхностей в изделиях из оксидной керамики
- Выводы
- Список источников
Введение
Керамические материалы выгодно отличаются от металлических и полимерных высокой коррозионной стойкостью и возможностью регулирования свойств материала в широких пределах за счет изменения структуры. Керамические материалы наряду с высокой твердостью, как правило, имеют повышенную хрупкость, низкое сопротивление изгибу и ударным нагрузкам. Среди современных керамических материалов – оксид алюминия находит самое широкое применение. Основные свойства материала: очень высокая прочность, высокая твёрдость, стабильность при высоких температурах, высокая износоустойчивость, высокое сопротивление коррозии, даже при высоких температурах, высокая теплопроводность, устойчивость к агрессивным средам.

Cхема магнитно – абразивной обработки
Одним из методов улучшения микрорельефа поверхностного слоя является магнитно – абразивное полирование (МАП). Сущность метода: магнитно – абразивный порошок располагается между полюсами электромагнитов, создавая режущий инструмент в виде своеобразной полирующей щетки. В роли связки абразивных зерен используется магнитное поле, обладающее упругими силами воздействия на единичные зерна. При движении заготовки через рабочую зону порошок оказывает давление на деталь в каждой точке поверхности, что приводит к съему металла и сглаживанию микронеровностей. Он обеспечивает получение параметров шероховатости Ra 0,01-1 мкм, снижение волнистости в 8-10 раз, гранности до 2 раз. При этом повышается контактная прочность и износостойкость деталей в 2-3 раза, увеличивается опорная длина профиля до 75-85%.Способ обладает возможностью обрабатывать как мягкие и вязкие, так и неметаллические материалы. [1].
С помощью магнитно – абразивной обработки можно механизировать такие операции как округление острых кромок и удаление заусенцев, окалины и тонких оксидных пленок, при этом происходит упрочнение обрабатываемых поверхностей деталей.
1. Актуальность темы
Анализ методов повышения качества поверхностей показал, что наиболее перспективными методами обработки фасонных поверхностей являются методы обработки абразивом на гибкой связке. Эластичная связка между абразивными зернами позволяет обрабатывать пространственно сложные поверхности без изготовления фасонного абразивного инструмента. Среди этих методов наиболее производительным является магнитно – абразивная обработка.
Данный метод прост в осуществлении, экологически чист, обеспечивает высокое качество обработанных поверхностей деталей и существенное повышение их сопротивляемости износу, коррозии и механическим нагрузкам, обладает высокой производительностью и успешно заменяет процессы химической и электрохимической обработки.
Магистерская работа посвящена магнитно – абразивной обработки деталей из технической керамики. Проанализировав информацию, доступную на данный момент, можно прийти к выводы, что данный метод обработки очень редко касается обработки технической керамики и поэтому главной актуальностью работы является определить, насколько перспективен данный вид обработки, когда обрабатываемым материалом является именно техническая керамика.
2. Цель и задачи исследования, планируемые результаты
Целью исследования является исследование влияния скоростей вращения заготовки и инструмента на шероховатость поверхности при магнитно – абразивной обработке.
Основные задачи исследования:
- Проанализировать информацию доступную на момент написания магистерской работы.
- Сделать эксперимент, суть которого будет заключаться в определение влияния параметров обработки на качество поверхностного слоя деталей из технической керамики (оксидной и корбидной) при магнитно – абразивной обработке.
- Проанализировать полученные данные.
3. Обзор исследований и разработок
В последнее десятилетие технология магнитно – абразивной обработки получила развитие во многих странах мира. Исследованиями в этой области занимаются научные коллективы различных университетов и компаний. Предоставлю обзор на некоторые из этих работ.
3.1 Обзор международных источников
В работе Dhirendra K. Singh,V.K. Jain., V. Raghuram [2] приводятся экспериментальные данные о силах, действующих во время МАО, и обеспечивается корреляция между поверхностью и силами. Сделан вывод, что силы и изменение шероховатости поверхности (ΔRa) увеличиваются с увеличением тока до электромагнита (или плотности магнитного потока) и уменьшения рабочего зазора.
В статье Guangqi Cai, Xipeng Xu, Renke Kang [3] с помощью цилиндрического магнитно – абразивного аппарата, разработанного и изготовленного автором, проведена серия экспериментов по обработке цилиндрических поверхностей неферромагнитных материалов и ферромагнитных материалов. Анализируется влияние технических параметров (скорость инструмента , скорость вращения заготовки, время обработки и т. д.) На производительность обработки.
В исследование H. Yamaguchi, T. Shinmura [4] представлено применение новой техники, финишная обработка с использованием магнитного поля, для отделки внутренних поверхностей керамических изделий. Раскрыт механизм сглаживания внутренней поверхности керамической трубы из оксида алюминия и улучшения точности формы, то есть округлости внутри керамической трубки из оксида алюминия.
3.2 Обзор национальных источников
В книге Барона Ю.М. [1] изложены физические основы процессов магнитно-абразивного полирования и магнитного упрочнения изделий и режущих инструментов. Рассмотрены различные схемы воспроизведения этих процессов. Даны технологические рекомендации и конструкции устройств для магнитной обработки изделий. Описаны магнитно-абразивные материалы, даны рекомендации по их применению. Изложена методика расчета магнитных индукторов для магнитно – абразивного полирования и магнитного упрочнения.
В статье Хомича Н.С. [5] рассмотрены разработки технологий и создания оборудования для финишной обрабоки поверхностей с использованием магнитно – абразивного метода.
В работе Скворчевского Н.Я., Федоровича Э.Н., Ящерицына П.И. [6] показано состояние и уровень развития магнитно – абразивной обработки; исследованы тепловые явления при магнитно – абразивной обработке, кинематика и динамика процесса магнитно-абразивной обработки, а также исследован механизм формирования качества поверхностей при магнитно-абразивной обработке.
В книге Сакулевича Ф.Ю. [7] излагаются результаты теоретических и экспериментальных исследований кинетики формирования магнитным полем абразивного инструмента на эластичной связке, анализа и синтеза кинематики, динамики и технологии магнитно – абразивной обработки различных типов поверхностей и материалов. Большое внимание уделено феноменологической и физической классификации методов, описанию кинематических схем оборудования. Опыт реализации технологических процессов магнитно – абразивной обработки систематизирован по типам поверхностей и деталей.
3.3 Обзор локальных источников
В статье Гусева В.В., Кучеренко С.В., Сухоручко К.С. [8] представлены результаты экспериментальных исследований магнитно – абразивной обработки внутренних отверстий деталей из твердого сплава. Исследования позволили определить наличие рациональных значений зазора между инструментом и заготовкой, скоростей инструмента и заготовки при магнитно – абразивной обработке. Результаты нашли применение при финишной обработке волок.
В работе Гусева В.В. и Молчанова А.Д. [9] написано об особенностях формирования микрорельефа при магнитно – абразивной обработке внутренних поверхностей из керамики и твердого сплава.
4. Влияние режимов магнитно – абразивной обработки на параметры шероховатости внутренних поверхностей в изделиях из оксидной керамики.
На кафедре мехатронные системы машиностроительного оборудования ДонНТУ разработано устройство для экспериментальных исследований МАО внутренних поверхностей на базе токарно – револьверного станка 1341 [8], показанное на рис. 1. Предоставленная схема обработки представляет собой вращение магнитно – абразивного порошка внутри отверстий наведенным извне магнитным полем. Обрабатываемый образец представляет собой втулку, изготовленную из Al2O3, с внутренним отверстием диаметром 28 мм. Втулки предварительно обрабатывались с помощью алмазного шлифовального круга 1А1 20x10х10 АС4 250/200 - 4 - М2-01 и 1А1 10x10x6 АС4 100/80 - 4 - В2-01 ГОСТ 16167-90, что помогало обеспечить необходимую исходную шероховатость по параметру Ra= 0,25мкм, а также требуемую геометрическую точность отверстия.

Рисунок 1. Устройство для экспериментальных исследований МАО внутренних поверхностей на базе токарно-револьверного станка 1341.
Четыре магнитных неодимовых кольца, установленные на оправке полировального шпинделя, расположены по отношению друг к другу противоположной полярностью и обеспечивают суммарную магнитную индукцию 0,8 Тл. Между магнитами установлены стальные кольца, которые пропускают через себя магнитный поток, создаваемый двумя соседними магнитами. В качестве магнитно – абразивного порошка использовали железно – абразивный порошок с синтетическим алмазом в виде абразивных включений производства НТЦ ВИИ Электрон
г. Донецк. Размер фракции порошка 180/100, размер абразива 7/5, содержание абразива в зерне 40%. Станок работает следующим образом. В зажимное устройство (патрон) устанавливается заготовка. На полировальную оправку наносится абразивный порошок. Затем приводится в движение шпиндель вращающее зажимное устройство с установленной туда заготовкой и полировальный шпиндельный узел. Зазор между оправкой и заготовкой устанавливался равным 1,5 мм, в пределах которого может содержаться не менее 4-х слоев магнитного абразивного материала и достигается наименьшее значение установившейся шероховатости.
При исследовании влияния скоростей вращения заготовки (Vд) и инструмента (Vи) на шероховатость поверхности был проведён 2^2 эксперимент. Значение уровней и интервалов варьирования факторов приведены в таблице 1. В соответствии с принятыми уровнями варьирования был проведен полный факторный эксперимент. В каждой точке факторного пространства число повторов составляло трем. Средние значения результатов определения среднеарифметического отклонения профиля приведены в таблице 2 (y).
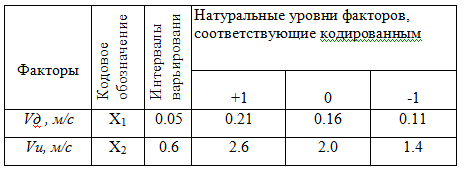
Таблица 1 – Уровни и интервалы варьирования факторов

Таблица 2 – Матрица планирования и результаты опыта
Зависимость параметра Ra от исследуемых факторов будем искать в виде уравнения регрессии степенного вида:

В результате обработки экспериментальных данных получено уравнение:

Для перехода от кодированных факторов к натуральным представляем x1 и x2 в виде:
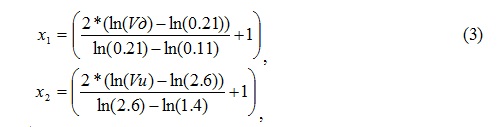
В уравнение (2) после преобразования получим:

Полученную зависимость проверили на адекватность по критерию Фишера. Расчетные значения параметра микрорельефа Ra (yрасч) приведены в таблице 2.
Для анализа полученной зависимости 4 построим двумерные поверхности отклика в области изменения факторов (рис.2). Из рисунка видно, что с увеличением скорости заготовки (Vд) значение шероховатости керамики по параметру Ra возрастает. В результате при Vд ≥ 0, 25 м/с микрорельеф поверхностного слоя не улучшается по сравнению с исходным значением. Увеличение скорости инструмента приводит к уменьшению Ra.
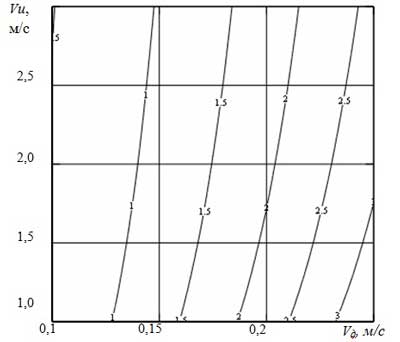
Рисунок 2. Двумерные поверхности отклика параметра Ra при варьировании скоростями заготовки (Vд) и инструмента (Vи)
1. При проведении экспериментальных исследований с применением полного факторного эксперимента была получена регрессионная зависимость среднеарифметического отклонения профиля при магнитно абразивной обработке внутренних поверхностей детали из керамики (Al2O3) от скоростей вращения заготовки и инструмента.
2. Полученная регрессионная зависимость позволяет выбирать скорости вращения заготовки и инструмента из условия обеспечения требуемого среднеарифметического отклонения профиля внутренней поверхности отверстий в деталях из оксида алюминия при МАП.
Выводы
Планируется, что в ходе выполнения моей магистерской диссертации будут проделаны эксперименты по определению влияния параметров обработки, а именно скорости вращения заготовки, скорости инструмента, а также времени обработки на качество обрабатываемой поверхности в деталях из корбидной керамики при магнитно – абразивной обработке.
При написании данного реферата магистерская работа еще не завершена. Окончательное завершение: июль 2018 года. Полный текст работы и материалы по теме могут быть получены у автора или его руководителя после указанной даты.
Список источников
- Барон Ю. М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов.— Ленинград: Машиностроение, 1986. - 176 с.
- Singh, D. K. Jain, V. K. Raghuram, V.// International Journal of Advanced Manufacturing Technology. – 2006. – Vol. 30. – P. 652–662.
- Shu Ren Zhang, W.N. Liu // Key Engineering Materials. – 2006. – Vol. 304-305. – P. 384–388.
- H. Yamaguchi, T. Shinmura // Precision Engineering. – 2004. – Vol. 28, Is. 2. – P. 135-142.
- Хомич Н.С. // Наука и инновации. – 2015. - № 6. - С. 24-26.
- Скворчевский Н. Я. Эффективность магнитно-абразивной обработки/Н. Я. Скворчевский, Э. Н. Федорович, П. И. Ящерицын. — Минск.: Наука i техника, 1991.-215 с.
- Cакулевич Ф.Ю. Основы магнитно-абразивной обработки.— Минск: Наука и техника, 1981. – 328 с.
- Гусев В.В. Магнитно-абразивная обработка внутренних поверхностей с использованием постоянных магнитов / В.В. Гусев, С.В. Кучереннко, К.С. Сухоручко// Наукові праці ДонНТУ. Серія: Машинобудування і машинознавство. – Донецьк: ДонНТУ, 2011. – Випуск 8 (190). – С. 145-151.
- Гусев В.В. Особенности формирования микрорельефа при магнитно-абразивной обработке внутренних поверхностей из керамики и твердого сплава / В.В. Гусев, А.Д. Молчанов// Прогресивні технології и системи машинобудування: Міжнародний збірник наукових праць. – Донецьк: ДонНТУ, 2014. – Вып.44. – С.78-83.
- Пустыльник Е. И. Статистические методы анализа и обработки наблюдений / Пустыльник Е. И. – М.: Наука, 1968. – 288 с.
- Бойко Н.Г., Федоров О.В. Основы научных исследований. Курс лекций. – Донецк: ДонНТУ, 2007 – 76 с.
- Семенченко И.И. Проектирование металлорежущих инструментов./ И.И. Семенченко, У.М. Матюшин, Г.Н. Цукров. - М.: Машиностроение, 1985. - т.1. - 290с, т.2. - 310с.