
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета і задачі дослідження та заплановані результати
- 3. Огляд досліджень та розробок
- 3.1 Огляд міжнародних джерел
- 3.2 Огляд національних джерел
- 3.3 Огляд локальних джерел
- 4.Вплив режимів магнітно & ndash; абразивної обробки на параметри шорсткості внутрішніх поверхонь у виробах з оксидної кераміки
- Висновки
- Перелік посилань
Вступ
Керамічні матеріали вигідно відрізняються від металевих і полімерних високою корозійную стійкістю і можливістю регулювання властивостей матеріалу в широких межах за рахунок зміни структури. Керамічні матеріали поряд з високою твердістю, як правило, мають підвищену крихкість, низький опір вигину і ударних навантажень. Серед сучасних керамічних матеріалів – оксид алюмінію знаходить найширше застосування. Основні властивості матеріалу: дуже висока міцність, висока твердість, стабільність при високих температурах, висока зносостійкість, високий опір корозії, навіть при високих температурах, висока теплопровідність, стійкість до агресивних середовищ.
Одним з методів поліпшення мікрорельєфу поверхневого шару є магнітно – абразивне полірування (МАП). Суть методу: магнітно – абразивний порошок розташовується між полюсами електромагнітів, створюючи ріжучий інструмент у вигляді своєрідної поліруючої щітки
. У ролі зв'язки абразивних зерен використовується магнітне поле, що володіє пружними силами впливу на одиничні зерна. При русі заготовки через робочу зону порошок надає тиск на деталь в кожній точці поверхні, що призводить до зніманню металу і згладжування мікронерівностей. Він забезпечує отримання параметрів шорсткості Ra 0,01-1 мкм, зниження хвилястості в 8-10 разів, гранность до 2 разів. При цьому підвищується контактна міцність і зносостійкість деталей в 2-3 рази, збільшується опорна довжина профілю до 75-85% .Способ має можливість обробляти як м'які і в'язкі, так і неметалеві матеріали. [ 1 ].

Схема магнітно – абразивної обробки
1. Актуальность темы
Аналіз методів підвищення якості поверхонь показав, що найбільш перспективними методами обробки фасонних поверхонь є методи обробки абразивом на гнучкій зв'язці. Еластична зв'язка між абразивними зернами дозволяє обробляти просторово складні поверхні без виготовлення фасонного абразивного інструменту. Серед цих методів найбільш продуктивним є магнітно – абразивна обробка.
Даний метод простий у виконанні, екологічно чистий, забезпечує високу якість оброблених поверхонь деталей і суттєве підвищення їх опірності зносу, корозії і механічних навантажень, має високу продуктивність і успішно замінює процеси хімічної та електрохімічної обробки.
Магістерська робота присвячена магнітно – абразивної обробки деталей з технічної кераміки. Проаналізувавши інформацію, доступну на даний момент, можна прийти до висновків, що даний метод обробки дуже рідко стосується обробки технічної кераміки і тому головною актуальністю роботи є визначити, наскільки перспективним є цей вид обробки, коли оброблюється саме технічна кераміка.
2. Мета і задачі дослідження та заплановані результати
Метою даної роботи є дослідження впливу швидкостей обертання заготовки і інструмента на шорсткість поверхні при магнітно – абразивній обробці.
Основні задачі дослідження:
- Проаналізувати інформацію доступну на момент написання магістерської роботи.
- Зробити експеримент, суть якого полягатиме в визначення впливу параметрів обробки на якість поверхневого шару деталей з технічної кераміки (оксидної і корбідной) при магнітно – абразивної обробці.
- Проаналізувати отримані дані.
3. Огляд досліджень та розробок
В останнє десятиліття технологія магнітно – абразивної обробки отримала розвиток у багатьох країнах світу. Дослідженнями в цій області займаються наукові колективи різних університетів і компаній. Надам огляд на деякі з цих робіт.
3.1 Огляд міжнародних джерел
В роботі Dhirendra K. Singh, V.K. Jain., V. Raghuram [ 2 ] наводяться експериментальні дані про сили, що діють під час МАО, і забезпечується кореляція між поверхнею і силами. Зроблено висновок, що сили і зміна шорсткості поверхні (& Delta; Ra) збільшуються зі збільшенням струму до електромагніту (або щільності магнітного потоку) і зменшення робочого зазору.
У статті Guangqi Cai, Xipeng Xu, Renke Kang [ 3 ] за допомогою циліндричного магнітно – абразивного апарату, розробленого і виготовленого автором, проведена серія експериментів по обробці циліндричних поверхонь неферомагнітних матеріалів і феромагнітних матеріалів. Аналізується вплив технічних параметрів (швидкість інструменту, швидкість обертання заготовки, час обробки і т. д.) На продуктивність обробки.
У дослідження H. Yamaguchi, T. Shinmura [ 4 ] представлено застосування нової техніки, фінішна обробка з використанням магнітного поля, для обробки внутрішніх поверхонь керамічних виробів. Розкрито механізм згладжування внутрішньої поверхні керамічної труби з оксиду алюмінію і поліпшення точності форми, тобто округлості всередині керамічної трубки з оксиду алюмінію.
3.2 Огляд національних джерел
У книзі Барона Ю.М. [ 1 ] викладено фізичні основи процесів магнітно – абразивного полірування і магнітного зміцнення виробів і ріжучих інструментів. Розглянуто різні схеми відтворення цих процесів. Дано технологічні рекомендації та конструкції пристроїв для магнітної обробки виробів. Описано магнітно – абразивні матеріали, надані рекомендації щодо їх застосування. Викладена методика розрахунку магнітних індукторів для магнітно – абразивного полірування і магнітного зміцнення.
У статті Хомича Н.С. [ 5 ] розглянуті розробки технологій і створення устаткування для фінішної обрабокі поверхонь з використанням магнітно-абразивного методу.
В роботі Скворчевський Н.Я., Федоровича Е.Н., Ящеріцина П.І. [ 6 ] показано стан і рівень розвитку магнітно – абразивної обробки; досліджені теплові явища при магнітно – абразивної обробки, кінематика і динаміка процесу магнітно – абразивної обробки, а також досліджено механізм формування якості поверхонь при магнітно – абразивної обробки.
В книзі Сакулевіча Ф.Ю. [ 7 ] викладаються результати теоретичних і експериментальних досліджень кінетики формування магнітним полем абразивного інструменту на еластичною зв'язці, аналізу і синтезу кінематики, динаміки і технології магнітно – абразивної обробки різних типів поверхонь і матеріалів. Велику увагу приділено феноменологічної і фізичної класифікації методів, опису кінематичних схем обладнання. Досвід реалізації технологічних процесів магнітно – абразивної обробки систематизований за типами поверхонь і деталей.
3.3 Огляд та локальних джерел
У статті Гусєва В.В., Кучеренко С.В., Сухоручко К.С. [ 8 ] представлені результати експериментальних досліджень магнітно – абразивної обробки внутрішніх отворів деталей з твердого сплаву. Дослідження дозволили визначити наявність раціональних значень зазору між інструментом і заготівлею, швидкостей інструменту і заготовки при магнітно – абразивної обробки. Результати знайшли застосування при фінішній обробці волок.
В роботі Гусєва В.В. і Молчанова А.Д. [ 9 ] написано про особливості формування мікрорельєфу при магнітно – абразивної обробки внутрішніх поверхонь з кераміки і твердого сплаву.
4. Вплив режимів магнітно – абразивної обробки на параметри шорсткості внутрішніх поверхонь у виробах з оксидної кераміки.
На кафедрі металорізальних верстатів та інструментів ДонНТУ розроблений пристрій для експериментальних досліджень МАО внутрішніх поверхонь на базі токарно-револьверного верстата 1341 [ 8 ], показане на рис. 1. Надана схема обробки являє собою обертання магнітно & ndash; абразивного порошку всередині отворів наведеним ззовні магнітним полем. Опрацьований зразок являє собою втулку, виготовлену з Al2O3, з внутрішнім отвором діаметром 28 мм. Втулки попередньо оброблялися за допомогою алмазного шліфувального круга 1А1 20x10х10 АС4 250/200 - 4 - М2-01 і 1А1 10x10x6 АС4 100/80 - 4 - В2-01 ГОСТ 16167-90, що допомагало забезпечити необхідну вихідну шорсткість по параметру Ra = 0, 25мкм, а також необхідну геометричну точність отвору.

Рисунок 1. Пристрій для експериментальних досліджень МАО внутрішніх поверхонь на базі токарно – револьверного верстата 1341.
Чотири магнітних неодімових кільця, встановлені на оправці полірувального шпинделя, розташовані по відношенню один до одного протилежної полярністю і забезпечують сумарну магнітну індукцію 0,8 Тл. Між магнітами встановлені сталеві кільця, які пропускають через себе магнітний потік, створюваний двома сусідніми магнітами. В якості магнітно – абразивного порошку використовували залізно – абразивний порошок з синтетичним алмазом у вигляді абразивних включень виробництва НТЦ ВІЇ Електрон
м.Донецьк. Розмір фракції порошку 180/100, розмір абразиву 7/5, зміст абразиву в зерні 40%. Верстат працює таким чином. У затискний пристрій (патрон) встановлюється заготовка. На полірувальну оправлення наноситься абразивний порошок. Потім приводиться в рух шпиндель обертовий затискний пристрій з встановленою туди заготівлею і полірувальний шпиндельний вузол. Зазор між оправкой і заготівлею встановлювався рівним 1,5 мм, в межах якого може міститися не менше 4-х шарів магнітного абразивного матеріалу і досягається найменше значення сталої шорсткості.
При дослідженні впливу швидкостей обертання заготовки (Vд) і інструменту (Vи) на шорсткість поверхні був проведений 2 ^ 2 експеримент. Значення рівнів і інтервалів варіювання факторів приведені в таблиці 1. Відповідно до прийнятих рівнями варіювання був проведений повний факторний експеримент. У кожній точці факторного простору число повторів становило трьом. Середні значення результатів визначення середньоарифметичного відхилення профілю наведені в таблиці 2 (y).
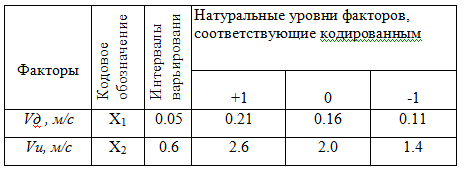
Таблиця 1 - Рівні та інтервали варіювання факторів

Таблиця 2 - Матриця планування і результати досвіду
Залежність параметра Ra від досліджуваних факторів будемо шукати у вигляді рівняння регресії статечного вигляду:

В результаті обробки експериментальних даних отримано рівняння:

Для переходу від кодованих факторів до натуральних представляємо x1 і x2 у вигляді:
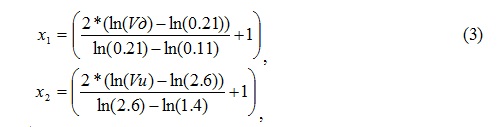
У рівнянні (2) після перетворення отримаємо:

Отриману залежність перевірили на адекватність за критерієм Фішера. Розрахункові значення параметра мікрорельєфу Ra (yрасч) наведені в таблиці 2.
Для аналізу отриманої залежності 4 побудуємо двомірні поверхні відгуку в області зміни чинників (рис.2). З малюнка видно, що зі збільшенням швидкості заготовки (Vд) значення шорсткості кераміки по параметру Ra зростає. В результаті при Vд & ge; 0, 25 м / с мікрорельєф поверхневого шару не поліпшується в порівнянні з вихідним значенням. Збільшення швидкості інструменту призводить до зменшення Ra.
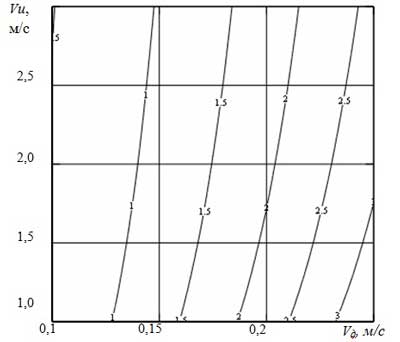
Рисунок 2. Двомірні поверхні відгуку параметра Ra при варіюванні швидкостями заготовки (Vд) і інструменту (Vи)
1. При проведенні експериментальних досліджень із застосуванням повного факторного експерименту була отримана регресійна залежність середньоарифметичного відхилення профілю при магнітно – абразивної обробки внутрішніх поверхонь деталі з кераміки (Al2O3) від швидкостей обертання заготовки і інструмента.
2. Отримана регресійна залежність дозволяє вибирати швидкості обертання заготовки і інструмента з умови забезпечення необхідного середньоарифметичного відхилення профілю внутрішньої поверхні отворів в деталях з оксиду алюмінію при МАП.
Висновки
Планується, що в ході виконання моєї магістерської дисертації будуть виконані експерименти по визначенню впливу параметрів обробки, а саме швидкості обертання заготовки, швидкості інструменту, а також часу обробки на якість оброблюваної поверхні в деталях з корбідной кераміки при магнітно – абразивної обробці.
При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення: липень 2018 року. Повний текст роботи та матеріали по темі можуть бути отримані у автора або його керівника після зазначеної дати.
Перелік посилань
- Барон Ю. М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов.— Ленинград: Машиностроение, 1986. - 176 с.
- Singh, D. K. Jain, V. K. Raghuram, V.// International Journal of Advanced Manufacturing Technology. – 2006. – Vol. 30. – P. 652–662.
- Shu Ren Zhang, W.N. Liu // Key Engineering Materials. – 2006. – Vol. 304-305. – P. 384–388.
- H. Yamaguchi, T. Shinmura // Precision Engineering. – 2004. – Vol. 28, Is. 2. – P. 135-142.
- Хомич Н.С. // Наука и инновации. – 2015. - № 6. - С. 24-26.
- Скворчевский Н. Я. Эффективность магнитно-абразивной обработки/Н. Я. Скворчевский, Э. Н. Федорович, П. И. Ящерицын. — Минск.: Наука i техника, 1991.-215 с.
- Cакулевич Ф.Ю. Основы магнитно-абразивной обработки.— Минск: Наука и техника, 1981. – 328 с.
- Гусев В.В. Магнитно-абразивная обработка внутренних поверхностей с использованием постоянных магнитов / В.В. Гусев, С.В. Кучереннко, К.С. Сухоручко// Наукові праці ДонНТУ. Серія: Машинобудування і машинознавство. – Донецьк: ДонНТУ, 2011. – Випуск 8 (190). – С. 145-151.
- Гусев В.В. Особенности формирования микрорельефа при магнитно-абразивной обработке внутренних поверхностей из керамики и твердого сплава / В.В. Гусев, А.Д. Молчанов// Прогресивні технології и системи машинобудування: Міжнародний збірник наукових праць. – Донецьк: ДонНТУ, 2014. – Вып.44. – С.78-83.
- Пустыльник Е. И. Статистические методы анализа и обработки наблюдений / Пустыльник Е. И. – М.: Наука, 1968. – 288 с.
- Бойко Н.Г., Федоров О.В. Основы научных исследований. Курс лекций. – Донецк: ДонНТУ, 2007 – 76 с.
- Семенченко И.И. Проектирование металлорежущих инструментов./ И.И. Семенченко, У.М. Матюшин, Г.Н. Цукров. - М.: Машиностроение, 1985. - т.1. - 290с, т.2. - 310с.