


Реферат по теме выпускной работы
Содержание
- Введение
- 1. Основное содержание и результаты работы
- 2. Анализ особенностей конструкции
- 3. Разработать комплексный технологический процесс
- 4.экспериментальная оценка эрозионных разрушений
- Выводы
- Список источников
Введение
В данной работе выполнено повышение полного ресурса ножей производственного оборудования, которые эксплуатируются в условиях действия эрозионно-коррозионных воздействий среды, за счет увеличения межремонтного ресурса и числа восстановленных лезвий на основе комплексной ОУО, формированием ФОП и требуемой структуры технологического процесса.
Современные лезвия ножей изготавливают из специальных сплавов со сложной пространственной формой лезвия, при этом они имеют тонкие входные и выходные кромки. Лезвие ножа - это одни из самых трудоёмких изделий. Это обусловлено тем, что для их изготовления применяются сложные технологии и дорогостоящие материалы, а также используется в одном оборудовании некое количество ножей.
Для повышения ресурса и надёжности работы ножей производственного оборудования применяется целый комплекс различных отделочно-упрочняющих операций. Вместе с тем, используемые технологии не позволяют исключить постоянно действующие неравномерные разрушения поверхностей лезвия ножа, возникающие из-за эрозионно-коррозионных воздействий внешней среды
Неравномерность эрозионно-коррозионных разрушений поверхностей лезвия ножа обусловлена ее пространственной формой и особенностью кинематики движения, действием частиц жидкости и других веществ. Разрушение лезвия обычно начинается с входной кромки в зоне пересечения входной и периферийной кромок.
1. Основное содержание и результаты работы
В работе выполнены исследования особенностей эрозионно-коррозионных раз-рушений ножей производственного оборудования на поверхностях лезвий. Эти исследования позволили установить, что при эксплуатации оборудования покрытия ножей разрушаются не равномерно. Даже при их длительной эксплуатации часть покрытия остается на поверхностях лезвий. Причем в процессе эксплуатации лезвия, в местах полного разрушения покрытия, происходит интенсивное разрушение основного материала лезвия (тела) ножа тогда как в зонах, где покрытие не разрушено основной материал лезвия не подвергается разрушениям. Эти процессы неравномерного коррозионно-эрозионного разрушения приводят, в ряде случаев, к потере ремонтопригодности ножей.
Для реализации покрытий разработан алгоритм синтеза комплексного техно-логического процесса выполнения ФОП на лезвия ножей производственного оборудования. Здесь, технологический процесс имеет два возвратных цикла для нанесения покрытий на лезвия. Для выполнения комплексного технологического процесса для каждого лезвия выполняется три этапа. В работе выполнен структурный синтез универсального комплексного технологического процесса отделочно-упрочняющей обработки ножей. На базе этой структуры производится выбор конкретных вариантов процессов для восстановления лезвий ножей с ФОП. При этом каждый раз перед напылением покрытия выполнялись операции полирования и ультразвуковой очистки поверхностей ножей.
В работе выполнена сравнительная экспериментальная оценка эрозионных разрушений вакуумных ионно-плазменных покрытий лезвий ножей.
2. Анализ особенностей конструкции
Неравномерность эрозионно-коррозионных разрушений поверхностей лезвия ножа обусловлена ее пространственной формой и особенностью кинематики движения, действием частиц жидкости и других веществ. Разрушение лезвия обычно начинается с входной кромки в зоне пересечения входной и периферийной кромок.
Для повышения работоспособности и ремонтопригодности ножей производственного оборудования в условиях действия неравномерных эрозионно-коррозионных воздействий среды для лезвий реализованы на базе принципа полного единовременного разрушения покрытия по всей поверхности лезвия.
Это позволит следующее:
1. Исключить разрушение основного материала лезвия в условиях неравномерного действия эрозионно-коррозионного износа, по поверхности лезви ножа.
2. Повысить ресурс работы оборудования до капитального ремонта за счет повышения эксплуатационного потенциала ФОП до предельного значения.
3. Обеспечить возможность многократного использования лезвия за счет многократного их восстановления в процессе эксплуатации.
4. Уменьшить длительность удаления остаточного покрытия с поверхностей ножей за счет обеспечения единовременного полного разрушения покрытия в процессе эксплуатации.
5. Применить новый подход в повышении ресурса
Комплексный технологический процесс реализации функционально-ориентированных покрытий ножей состоит из трех этапов (рис. 1). На рис. 1 приведен граф комплексного технологического процесса реализации ФОП на лезвия ножей. На II этапе технологического процесса выполняются следующие операции: полировка, ультразвуковая обработка и напыление i-го ФОП. На графе стрелками показана прямая и возвратная последовательность выполнения операций технологического процесса. Здесь перед каждым i-м процессом реализации ФОП необходимо выполнять процесс полировки и ультразвуковой обработки предыдущей поверхности покрытия для обеспечения адгезии материала лезвия с покрытием и когезии между собой различных покрытий.

Рисунок 1 – Граф комплексного технологического процесса реализации ФОП на лезвия ножей производственного оборудования.
3. Разработать комплексный технологический процесс
Комплексный технологический процесс реализации функционально-ориентированных покрытий ножей состоит из трех этапов (рис. 1). На рис. 1 приведен граф комплексного технологического процесса реализации ФОП на лезвия ножей. На II этапе технологического процесса выполняются следующие операции: полировка, ультразвуковая обработка и напыление i-го ФОП. На графе стрелками показана прямая и возвратная последовательность выполнения операций технологического процесса. Здесь перед каждым i-м процессом реализации ФОП необходимо выполнять процесс полировки и ультразвуковой обработки предыдущей поверхности покрытия для обеспечения адгезии материала лезвия с покрытием и когезии между собой различных покрытий.
Для реализации покрытий разработан алгоритм синтеза комплексного техно-логического процесса выполнения ФОП на лезвия ножей производственного оборудования. Здесь, технологический процесс имеет два возвратных цикла для нанесения покрытий на лезвия. Для выполнения комплексного технологического процесса для каждого лезвия выполняется три этапа. В работе выполнен структурный синтез универсального комплексного технологического процесса отделочно-упрочняющей обработки ножей. На базе этой структуры производится выбор конкретных вариантов процессов для восстановления лезвий ножей с ФОП. При этом каждый раз перед напылением покрытия выполнялись операции полирования и ультразвуковой очистки поверхностей ножей.
Поскольку автоматы Мура являются важной частью цифровых систем, то проблемы их синтеза, анализа, минимизации и реализации были широко исследованы как американскими, европейскими, японскими учеными, так и отечественными специалистами. Вопросам реализации цифровых устройств с помощью FPGA и Verilog HDL также посвящен ряд работ, в основном, исследователей западной школы.
4. экспериментальная оценка эрозионных разрушений
В работе выполнена сравнительная экспериментальная оценка эрозионных разрушений вакуумных ионно-плазменных покрытий лезвий ножей. Анализ полученных результатов позволил установить, что величина эрозионного разрушения покрытия по его толщине находится в прямой пропорциональной зависимости от времени износа (рис. 2).
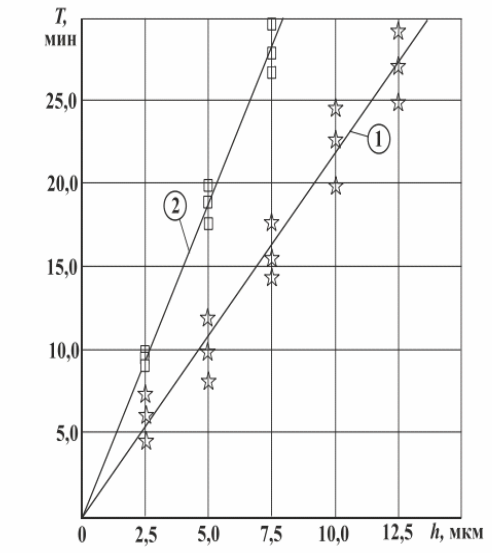
Рисунок 1 –Зависимость длительности износа разрушения от его толщины: 1 – абразивный полировальник, 2 – абразивно-струйная обработка.
где Ax- наработка лезвия ножа до ее восстановления (час);
xh - толщина покрытия в заданной зоне лопатки компрессора (hxmax=14 мкм для первой ступени);
k1 , k2 - коэффициенты неравномерности износа покрытия на поверхности лезвия ножа.
Анимация – прямая пропорциональная зависимость
Выводы
Таким образом, в работе выполнен анализ лезвий ножей с ФОП работающих в условиях переменного эрозионно-коррозионного его износа. Разработанное технологическое обеспечение позволяет формировать структуру технологического процесса для реализации ФОП лезвий ножей, эксплуатирующихся в условиях действия изменяющихся по поверхности эрозионно-коррозионных разрушений лезвия. А также выполненные экспериментальные исследования показали, что процесс эрозионных разрушений ФОП лезвий подчиняется закону прямой пропорциональной зависимости от длительности воздействий среды.
Список источников
- Михайлова Е.А., Михайлов Д.А. Технологическое обеспечение нанесения вакуумних ионно-плазменных покрытий на внутренние цилиндрические поверхности изделий // Сборник трудов международной научно-технической конференции «Технологии и техника автоматизации - 2009». – Ереван: ГИУА, 2010. С. 19-22.
- Михайлов А.Н., Михайлов Д.А., Недашковский А.П. Особенности полировки лопаток ГТД с эрозионно-коррозионными разрушениями вакуумных ионно-плазменных покрытий под напыление нового покрытия / Прогресивні технології і системи машинобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 1 (47). С. 207 - 212,
- Михайлов А.Н., Михайлов Д.А., Грубка Р.М., Петров М.Г., Повышение долговечности деталей машин на базе функционально-ориентированных покрытий / Наукоемкие технологии в машиностроении. – М.: Машиностроение, №7. 2015. С. 30-39.
- Патент України на винахід № 94961. B23P 15/00. Лопатка газотурбінногодвигуна. // Михайлов О.М., Недашковський О.П. Михайлова О.О., Михайлов Д.О. Дата подання заявки 05.07.2010, БИ №7 від 11.04.2011. – 5 с
- Mikhaylov A., Mikhaylov D., Mikhaylova E., Petryaeva I, Navka I. Designing peculiarities and classification of composite technologies in mechanical engineering //Applied Mechanics and Materials Vol. 371 (2013) pp 8-12 © (2013) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/AMM.371.8. 8.
- Михайлов Д.А. Синтез структурного обеспечения вакуумных ионноплазменных установок для напыления покрытий лопаток газотурбинных двигателей Прогресивні технології і системи машинобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2013. Вип. 1, 2 (46). С. 212 - 221.
- Михайлов Д.А. Структура и производительность установок для напыления нитрид титановых покрытий лопаток газотурбинных двигателей. / Les problemes contemporains de la technosphere et de la formation des cadres d’ingenieurs // Recueil des exposes des participants de la VII Conference internationale scientifique et methodique a Sousse du 08 au 17 octobre 2013. – Donetsk: UNTD, 2013. Р. 169-172.
- Михайлов А.Н., Михайлов Д.А., Недашковский А.П. Особенности полировки лопаток ГТД с эрозионно-коррозионными разрушениями вакуумных ионноплазменных покрытий под напыление нового покрытия / Прогресивні технології і системи машинобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 1 (47). С. 207 - 212.
- Михайлов Д.А., Недашковский А.П., Ивченко Т.Г. Технологические особенности восстановления лопаток компрессора ГТД с применением функционально-ориентированных покрытий/ Прогресивні технології і системи машинобудування: Міжнар. зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 1 (47). С. 213 - 224.
- Михайлов Д.А. Некоторые особенности полировки криволинейных поверх- ностей лопаток ГТД из титановых сплавов / Прогресивні технології і системи маши- нобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 3 (49). С. 120 - 227.
- Михайлов Д.А. Основные особенности эксплуатации лопаток компрессора ГТД и классификация их эксплуатационных функций / Прогресивні технології і сис- теми машинобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 4 (50). С. 121 - 127.
- Михайлов Д.А., Братан С.М., Ивченко Т.Г., Харуби Х. Основные особен- ности и механизм отделочной обработки криволинейных поверхностей лопаток ГТД / Les problemes contemporains de la technosphere et de la formation des cadres d’ingenieurs // Recueil des exposes des participants de la VIII Conference internationale scientifique et methodique a Hammamet (Tunisie) du 28 septembre au 05 octobre 2014. – Donetsk: UICM, 2014. Р. 69-76.
- Ivchenko T., Boguslavskiy V., Petryaeva I., Mihaylov D. Estimation of Possibilities of the Productivity Rise at Turning of Hard / Advanced Materials Research. Vol. 1036, 2014. Trans Tech Publications, Switzeland. pp 355-359. Doi: 4028/www.scientific.net /AMR.1036.365.
- Slatineanu L., Coteata M., Dodun O., Mikhaylov D., Nedelcu D. Electrical Discharge Machining Behavior of Titanium Nitride Coating / International Journal of Applied Ceramic Technology. Manuscript ID: ACT – 2118, 2012. P. 1 – 28.
- Mikhailov D., Lakhin A., Mikhailov A.. Technological features of GTE compressors blades restoration by using the function-oriented coating // International Journal of Innovative and Information Manufacturing Technologies, SHEI. - Donetsk: Donetsk National Technical University, ISSN 2311-6765, №2, 2015. P.41-48
- Михайлов А.Н., Михайлов Д.А., Грубка Р.М., Петров М.Г., Повышение долговечности деталей машин на базе функционально-ориентированных покрытий / Наукоемкие технологии в машиностр. – М.: Машиностроение, №7. 2015. С. 30-39.
- Михайлов Д.А., Хандожко А.В., Шейко Е.А., Михайлов А.Н. Общий под- ход в обеспечении функционально-ориентированных свойств лопаток компрессора ГТД на базе принципа единовременного полного износа покрытия / Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – До- нецк: ДонНТУ, 2015. Вип. 4 (50). С. 132 - 139.
- Ивченко Т.Г., Михайлов Д.А, Михайлов А.Н., Толстых С.В. Особенности обеспечения функционально-ориентированных свойств лопаток компрессора ГТД / Инженер. Междунар. студ. научно-техн. журнал. – Донецк: ДонНТУ, 2015. С. 48-56.