
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета дослідження
- 3. Огляд досліджень та розробок
- 4. Аналіз загальних принципів технологічних машин, основні властивості, особливості і характеристики
- Висновки
- Перелік посилань
Вступ
Автоматизація – якісно найвища історична щабель розвитку техніки. Що ж означає автоматизація? Дотримуючись визначенням, даному К. Марксом, під автоматизацією технологічних процесів ми розуміємо передачу всіх функцій щодо безпосередньої обробці вихідних матеріалів машині. За людиною залишаються лише функції нагляду, контролю за роботою машини і регулювання ходу технологічного процесу.[6][7]
комплексна автоматизація виробництва є вищою формою автоматизації технологічних процесів, що забезпечує значне підвищення продуктивності праці, збільшення випуску продукції, підвищення якості і зниження собівартості її виготовлення.
У чому відмінність комплексної автоматизації від автоматизації взагалі, прчііни якої були сформульовані ще К. Марксом? Чому ми говоримо не тільки про кількісному розходженні цих понять?
Сама назва «комплексна автоматизація» говорить про те, що питання автоматизації виробництва вирішуються комплексно, тобто охоплюють всі сторони виробничого процесу, включаючи як основні, так і допоміжні операції технологічного процесу виготовлення виробу від подачі вихідного матеріалу до передачі готової продукції на склад і видалення відходів. Автоматизується також і процеси управління ходом технологічного процесу, оперативного управління та планування виробництвом в цілому. Це і обумовлює подальше і значне підвищення всіх техніко-економічних показників виробництва.[8][9][10]
1. Актуальність теми
В даний час широко використовуються кріпильні сполучні вироби такі як болти, гвинти, шайби, самостопорні гайки, шурупи, цвяхи і т.д Для їх виготовлення застосовується роздільне технологічне обладнання, що неефективно, тому що вимагає великих витрат на утримання виробничих площ, транспортування деталей від верстата до верстата і ін., рішенням цієї проблеми є високо автоматизоване виробництво. Одночасне виготовлення цих виробів на одній технологічній лінії дозволить підвищити техніко-економічні показники їх виготовлення, знизити собівартість і уникнути транспортних витрат.
2. Мета дослідження
Метою дослідження є підвищення ефективності проізовдства кріпильних виробів на базі многономенклатурних роторних ліній на основі об'єднання групи великосерійних виробництв в багатономенклатурними масове
В даний час проблема автоматизації виготовлення виробів є однією з найбільш актуальних. Однак поряд з цим спостерігається прагнення виробників задовольнити потреби кожного окремого покупця, що призводить до необхідності збільшувати номенклатуру виробів поряд з автоматизацією їх виробництва. Реалізація многономенклатурного технологічного процесу виготовлення виробів на роторних системах дозволить реалізувати серійні виробництва на високоефективних системах, призначених для масового виробництва. Розроблені групові та модульні технології, а також відомі конструктивні рішення дозволяють здійснювати дані умови обробки, проте впровадження даних технологій на роторних системах стикається з цілою низкою проблем, пов'язаних з недостатньою опрацюванням питань впливу різних факторів на багатономенклатурний технологічний процес.
3. Огляд існуючих досліджень
В даний час проводиться велика кількість досліджень по розробці роторів і роторних ліній. Зусиллями багатьох учених внесений значний внесок в розвиток. Серед яких Л. Н. Кошкін, В. В. Прейс, І. А. Клусов і ін.
4. Аналіз загальних принципів технологічних машин, основні властивості, особливості і характеристики.
Технологічна машина в процесі виготовлення виробу здійснює дві основні і протилежні функції: технологічний рух і траспортний рух. Виходячи з цього положення і враховуючи, що конвеєрна лiнiя повинна володіти якістю безперервності технологічного і траснпортних рухів, Л.Н. Кошкін запропонував класифікацію технологічних машин, в основу якої покладено характер відносин транспортного і технологічного рухів між собою і їх вплив на продуктивність і конструктивні особливості машин. За цим критерієм всі технологічні машини розділені на чотири класи.[1]
Для машин першого класу характерно пряме протиріччя між транспортним і технологічним рухами (мал. 1). Технологічна обробка предмета в цих машинах відбувається тільки після завершення транспортного руху предмета обробки і навпаки, тобто один рух переривається іншим. Це машини дискретної дії. До цього класу належить більшість існуючих верстатів і пресів для обробки дискретних предметів.
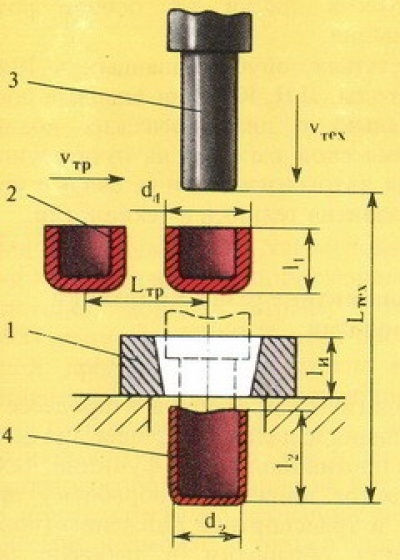
Малюнок 1 – Принципова схема машин першого класу:
1, 3 - інструмент; 2, 4 - предмет обробки;
Продуктивність машин цього класу визначається тривалістю всього технологічного циклу обробки предмета, що включає час як транспортного, так і технологічного рухів
Тому при створенні машин першого класу підвищення їх продуктивності вимагає скорочення тривалості технологічної операції і транспортного переміщення. величини транспортного ( L тр ) та технологічного ( L тих ) переміщень безпосередньо визначаються геометричними розмірами предмета обробки і нструмента, тому скорочення часу на виконання транспортного і технологічного рухів може бути досягнуто тільки збільшенням відповідних швидкостей. збільшення транспортної швидкості обмежується допустимими значеннями прискорень руху виконавчих органів машини, а увелечение технологічної швидкості – її допустимими обумовленими характером технологічної операції. Це протиріччя і є гальмом у підвищенні продуктивності машин даного класу.[2][3] [4][5]
Для машин другого класу характерно збіг транспортного і технологічного рухів (мал. 2). Транспортний рух стає безперервним, а транспортна швидкість vтр і технологічна швидкість vтих рівні між собою. Прикладом машин цього класу можуть служити без центрів шліфувальні верстати, верстати для накатки монет та ін.
Продуктивність машин другого класу визначається тривалістю випускного циклу, рівного відношенню транспортної швидкості до крокової відстані між предметами обробки в машині. Крокові відстань h між предметами обмежена розмірами d самих розмірів геометричними розмірами e транспортуючого органу машини. Тому при створенні машин другого класу підвищення їх продуктивності вимагає збільшення транспортного швидкості, але оскільки транспортна швидкість дорівнює технологічної, то підвищення продуктивності обмежується допустимими значеннями технологічної швидкості.
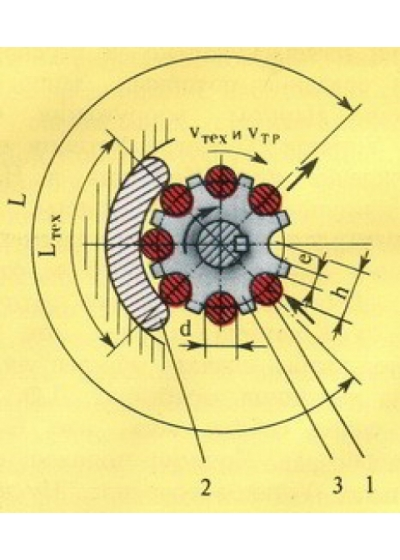
Малюнок 2 – Принципова схема машин другого класу:
1 - предмет обробки; 2 -інстурмент; 3 - транспортний орган машини;
Машини третього класу (мал. 3) відрізняються від машин другого класу незалежністю між транспортним і технологічним рухами.
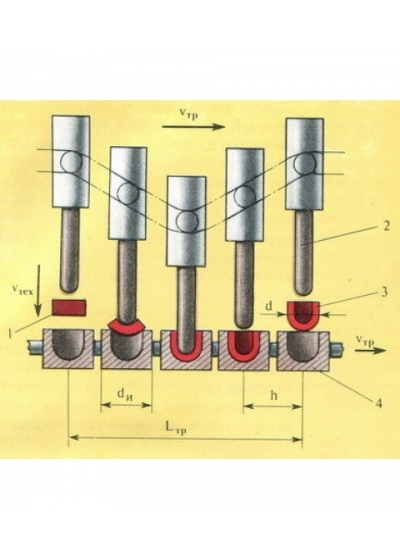
Малюнок 3 – Принципова схема машин третього класу:
1, 3 - предмет обробки; 2, 4 - інструмент;
Продуктивність машин третього класу, як і машин другого класу, визначається тривалістю випускного циклу, але на відміну від них не обмежується прямо технологічної швидкістю обробки, тому при створенні машин третього класу підвищення їх продуктивності теоретично пов'язано тільки зі збільшенням транспортної швидкості.
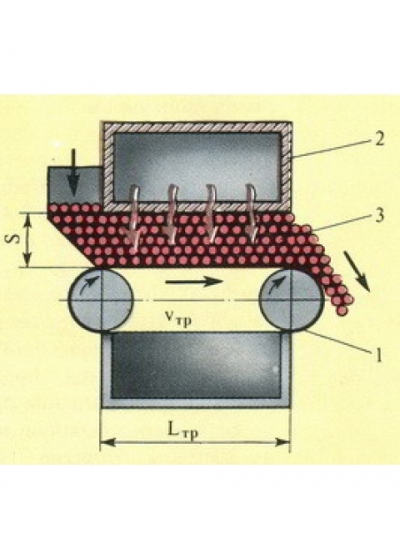
Малюнок 4 – Принципова схема машин четвертого класу:
1 - транспортний орган машини; 2 -інстурмент; 3 - потік предметів обробки; s - поперечний переріз потоку предметів обробки;
Для машин четвертого класу характерна не тільки незалежність швидкості транспортного руху від технологічної швидкості, але і незалежність від них інших параметрів технологічної операції (мал. 4). У машинах четвертого класу обробка здійснюється в процесі масового транспортування предметів в довільному положенні через робочу зону машини. поняття «що обробляє інструмент» замінюється поняттям «оброблюване середовище», яка здійснює технологічний вплив безпосередньо на весь потік предметів обробки, що проходить через робочу зону машини. При створенні машин четвертого класу підвищення їх продуктивності може бути досягнуто як за рахунок збільшення транспортного швидкості, так і за рахунок збільшення поперечного перерізу потоку предметів обробки. До цього класу машин відносяться шнекові та барабанні агрегати для термічної або хімічної обробок. [ 1 ]
Висновки
Багатономенклатурними роторні системи дозволяють забезпечувати їх достатнє завантаження за рахунок розширення технологічних можливостей даних систем, а комплексне рішення питань конструктивної складності многономенклатурних роторних систем полягає в виборі раціональної структури потоку виробів з подальшим проектуванням раціональних структурних елементів даних систем.
Перелік посилань
- Прейс, В.В. Технологические роторные машины вчера, сегодня, завтра/В.В. Прейс, М.:1986
- Михайлов, А.Н. Основы проектирования и автоматизации производственных процессов на базе технологий непрерывного действия/А.Н. Михайлов, Д.:2006
- Кошкин, Л.Н. Роторные и роторно-конвейерные линии/Л.Н. Кошкин, М.:1982
- Клусов, И.А. и др. Автоматизация сборочных процессов на роторных линиях - Киев, 1967 - 48 с.
- Кошкин, Л.Н. Комплексная автоматизация на базе роторных линий/ Л.Н. Кошкин, М.:,1999.
- Клусов, И.А. Роторные автоматические линии/И.А. Клусов,М.:, 1989
- Владзиевский, А.П. Автоматические линии/А.П. Владзиевский, М.:1958
- Феденя, А.К. Организация производства и управление предприятием: Учеб. пособие/ А.К. Феденя. – Мн.: Тетра-Системс, 2004. – 192с.
- Соломатин, Н.А. Управление производством: Учебник/ под ред. Н.А. Соломатина. – М.: ИНФРА – М, 2001. – 219 с.
- Владзиевский, А.П. Автоматические линии в машиностроении/ А.П. Владзиевский , М., 1988
- Кошкин, Л.Н., Густов, А.А. Роторные машины для механической обработки/ Л.Н. Кошкин, А.А. Густов, К.,2002.