
Реферат за темою: „ Вибір САПР для проектування технологічних процесів в машинобудуванні “
Зміст
- Вступ
- 1. CAPP-найважливіший модуль PLM систем
- 2. Критерії вибору САПР технологичної підготовки виробництва
- Висновки
- Перелік посилань
Вступ
Ідея створення САПР, що полегшує працю інженера-технолога по автоматизації розрахунків режимів обробки, зварювання, наплавлення, різання, трудового та матеріального нормування, планування, заповнення технологічної документації, з’явилася під час експлуатації перших ЕОМ на виробництві. В даний час CAD, CAM, CAE, PLM -системи, представляють фундамент CALS - технологій.
Системи автоматизації проектування технологічної підготовкою виробництва представлені двома видами систем: CAM і CAPP. Розглянемо різновиди CAPP систем, метою яких є автоматизація проектування і планування технологічних процесів (САПР ТП).
В даний час існує безліч сучасних CAPP-систем відомих виробників, але завдання вибору і впровадження таких систем є і сьогодні актуальною для більшості машинобудівних підприємств СНД. Більшість з САПР ТП має архітектуру, що складається з інформаційного центрального модуля і додаткових, у вигляді бази даних (технологічної оснастки, режимів обробки, нормативно-довідкової інформації та ін.), Модулів, що реалізують проектування технологій, планування виробництва (маршрутизації і расцеховки), нормування матеріалів і праці, формування технологічної документації, інтеграції з CAD/PDM/PLM системами.
1. CAPP-найважливіший модуль PLM систем
Особливістю машинобудівного виробництва є тривалий цикл технічної (конструкторсько-технологічної) підготовки виробництва, що становить 60-90% від загального циклу.
Перші АСТПП почали створюватися ще в 60-х роках двадцятого століття. Однак та обчислювальна база, на якій будувалися АСТПП до початку 90-х років, не дозволяла забезпечити необхідну ефективність і реальну комплексність процесів автоматизації. Проте, в цих умовах було вироблено ряд базових принципів, на основі яких будувалися АСТПП. Вони залишаються справедливими і в даний час, однак, не дають відповіді на питання: як потрібно будувати АСТПП в сучасних умовах, з урахуванням глобалізації промислового виробництва, що використовує такі форми кооперації, як створення розширених і віртуальних підприємств.
„Щоб тільки залишатися на місці, потрібно бігти, а, щоб кудись потрапити, потрібно бігти в два рази швидше“ (С). Це керроллівської правило цілком можна застосувати і до сучасного виробництва. Ще недавно підприємства, які використовували інформаційні технології, були „на коні“ – автоматизація окремих процесів давала їм значні переваги. Але сьогодні IT перестали бути фактором перемоги, ставши життєвою необхідністю. Впровадження сучасних IT-систем на окремих етапах проектування або виробництва дозволяє „тільки залишатися на місці“. „А щоб кудись потрапити“, тобто успішно конкурувати в умовах глобальної економіки, вже не достатньо одиничних програмних продуктів – необхідні наскрізні системи автоматизації підприємства і життєвого циклу виробів. Інформація, потрапляючи одного разу в IT-простір підприємства, проходить єдиним потоком через все цикли підготовки виробництва і безпосередньо саме виробництво. Це дозволяє не вводити раз по раз одні й ті ж дані на різних етапах (що веде до втрат якості і часу), а вибудовувати високоефективну систему управління.
Суть концепції PLM полягає в забезпеченні інформаційної та організаційної підтримки всіх етапів життєвого циклу виробу. Випадання навіть одного етапу перешкоджає наскрізному течією потоку інформації і не дозволяє цифрової моделі повноцінно існувати. У машинобудівній галузі такий розрив найбільш часто відбувається між стадіями проектування вироби та виробництва. Здебільшого проблеми виникають в області технологічної підготовки виробництва через традиційного поділу сфер відповідальності між конструкторськими бюро і серійними заводами, обмежену можливість реалізації нових технологічних процесів в PLM-системах або просто через нестачу уваги до цієї області.
Досвід проектів в машинобудуванні показує, що, спираючись тільки на можливості PLM-платформ (навіть таких комплексних, як Teamcenter від Siemens PLM Software, Windchill від PTC і Enovia від Dassault Systemes), як правило, не вдається повноцінно реалізувати підтримку технологічної підготовки виробництва, правильно і точно описати технологічні процеси і керувати ними. На ділі це означає, що формування документації з технологічної підготовки виробництва, її передача в електронному вигляді між конструкторськими і виробничими підрозділами, а також підтримка документації в актуальному стані як мінімум ускладнені або зовсім неможливі. Через це виникає цілий ряд обмежень – наприклад, коли на етапі проектування немає можливості враховувати особливості технології виготовлення або обмеження виробничої бази підприємства. З контуру автоматизації може випасти найважливіша інформація про склад виробу, техпроцесах, необхідних ресурсах: обладнання, матеріали, оснащенні та кадровому забезпеченні. Звичайно, багато хто з цих показників можуть бути введені вручну на основі наявного досвіду і оцінок технологів і виробничників, але чи будуть вони точними – це велике питання, особливо для нової продукції. Отже, керівництво підприємства навряд чи отримає реалістичні оцінки собівартості вироби, термінів його виходу на ринок, необхідних ресурсів, а значить, не зможе приймати правильні рішення.
Системи автоматизованого проектування технологічних процесів якраз покликані усунути цю проблему, з одного боку, надавши необхідні інструменти для створення нових технологічних процесів технологам, а з іншого &ndashl; ставши джерелом необхідної інформації з технологічної підготовки виробництва для інших інформаційних систем. В ідеальній архітектурі рішення для автоматизації підприємства САПР ТП є частиною (самостійним модулем) PLM-системи, забезпечуючи двосторонню передачу інформації. Сьогодні існує безліч локальних САПР ТП, які успішно вирішують завдання в своїй області. Найбільш відомі: „ВЕРТИКАЛЬ“ російської компанії АСКОН, Timeline від SDI Solutions, TECHCARD білоруської компанії Intermech.
Інтеграція САПР ТП з системами управління даними про виріб (PDM) у багатьох випадках може бути здійснена штатними засобами, особливо якщо обидві системи від одного виробника. Однак з точки зору інтеграції та спільної роботи з PLM-системами верхнього рівня справа йде не настільки однозначно.
Вибираючи САПР ТП, необхідно керуватися двома рівнозначними критеріями. По-перше, потрібно орієнтуватися на потреби служб підприємства, зайнятих в плануванні виробництва. Розробка прогресивних технологічних процесів повинна бути зручною та зрозумілою, інакше великий ризик, що процеси будуть проектуватися традиційно, тобто на папері, а в системі будуть відображені тільки &bdquol;для галочки“, з низьким ступенем достовірності.
Другий критерій - можливість випуску технологічної документації відповідно до стандартів підприємства і гнучкість настройки форматів вихідних документів. Всі перераховані вище системи з самого початку орієнтовані на дотримання стандартів оформлення конструкторсько-технологічної документації як базового вимоги. Однак багато підприємств на додаток до них використовують свої форми документів, отже, і особливі вимоги можуть бути реалізовані в цих системах по-різному. Крім того, навіть в рамках одного підприємства можуть використовуватися різні формати для різних груп клієнтів – для „звичайних“ зовнішніх замовників і, наприклад, для військового приймання. Тоді система повинна налаштовуватися на реалізацію розрізняються типів супроводу впровадження нових технологічних процесів.
Інтеграція САПР ТП в загальну архітектуру є обов’язковою умовою для дотримання концепції PLM. Однак багато в чому через складнощі сполучення цих рішень в російській практиці проекти щодо забезпечення повноцінної взаємодії і спільної їх роботи поодинокі. І кожен з них унікальний.
З архітектурної точки зору для їх об’єднання може бути застосована тристороння інтеграція: САПР ТП – PLM, PLM – ERP, ERP – САПР ТП.
Однак, чим простіше архітектура і чим менше інтеграційних зв’язків, тим система більш стійка і життєздатна. Тому найкращим варіантом архітектури є інтеграція САПР ТП тільки з PLM як з центральним сполучною ланкою між усіма інженерними додатками і джерелом необхідної інформації для ERP.
Загальний підхід в таких проектах передбачає, що серйозні зміни (програмні доопрацювання) не виробляються ні в PLM, ні в САПР ТП. Роль обробника і інтерпретатора даних для двох систем повинна лежати на інтеграційному вирішенні. Залежно від складності поставлених завдань технологічно цей інструмент може бути різним – як проста програмна надбудова, яка конвертує дані, так і, наприклад, цілий програмний комплекс, що забезпечує вивантаження даних, їх обробку, транспортування і завантаження в цільову систему.
Проміжне рішення здійснює перетворення даних, щоб вони були зрозумілі і PLM, і САПР ТП. Одним з найбільш зручних форматів для цих цілей є формат структурованого списку (XML). Саме в цих двох питаннях вирішальну роль може зіграти досвід і професіоналізм проектної команди, і саме тут найчастіше потрібне залучення консультантів, знайомих з обома системами.
Як тільки виникає питання про роботу в двох і більше систем, на перший план виходить проблема якості нормативно-довідкової інформації (НДІ) і питання управління нею. Варіантів реалізації безліч: тут і САПР з вбудованим НДІ, і PLM-система зі своїм класифікатором, і ERP зі своїм. Можливий варіант з окремою системою для управління майстер-даними (MDM).
Вибір системи для зберігання і управління НДІ визначається рівнем завдань. Якщо потрібно управляти технологічними даними в PLM без їх передачі в ERP, то реалізацію НДІ логічніше здійснити в САПР ТП, так як більшість розробників цих систем уже передбачив інструменти, адаптовані під вимоги машинобудівників. Природно, що в цьому варіанті зміниться і загальний підхід, коли для інтеграції САПР ТП і PLM можуть бути застосовані більш прості логіка і засоби. Якщо ж підприємство створює комплексну систему PLM для проектування нових технологічних процесів, забезпечення наскрізної підтримки проектування і виробництва, до того ж хоче скористатися наявними можливостями ERP для планування і управління виробництвом, то очевидно, що НДІ зручніше зберігати в PLM.
2. Критерії вибору САПР технологичної підготовки виробництва
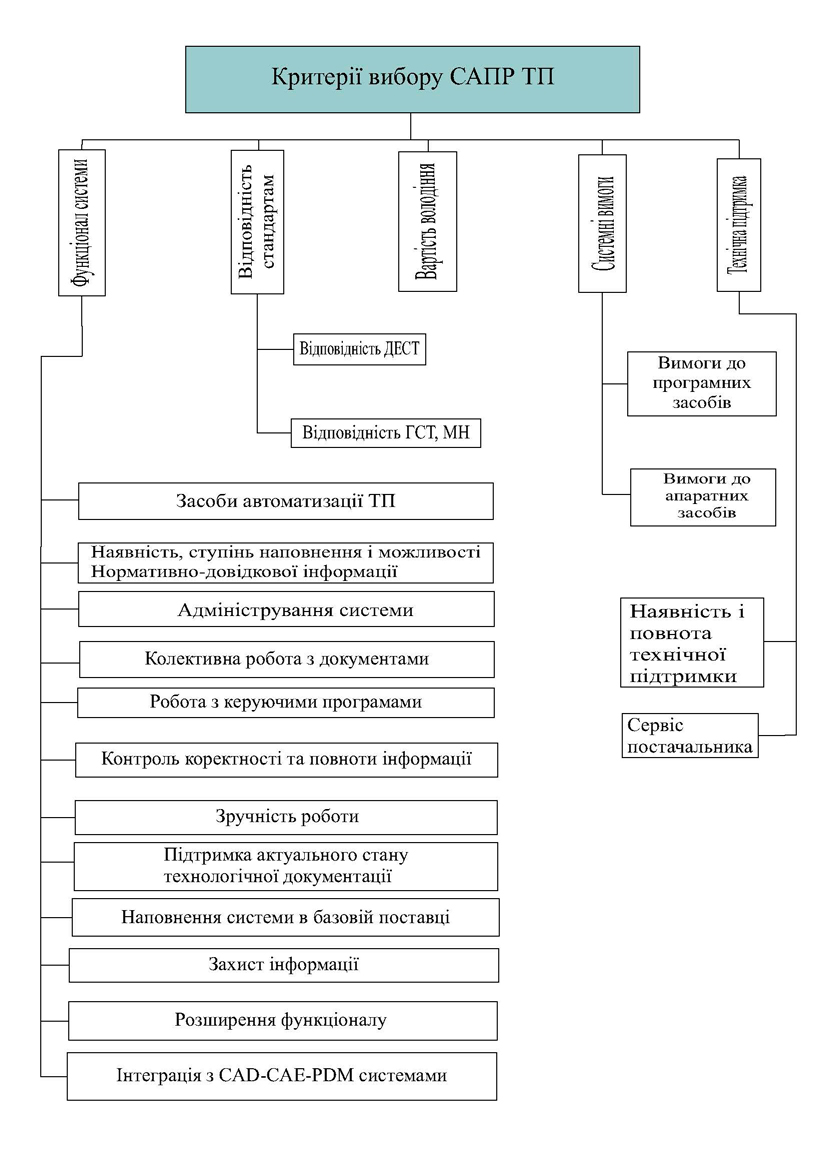
Для здійснення завдання вибору однієї з безлічі існуючих САПР ТП, необхідно задатися деякими критеріями [1,2,3]. До таких критеріїв вибору можна віднести наступні:
- Функціонал системи.
- Відповідність чинним стандартам і нормативам.
- Системні вимоги.
- Вартість (володіння ліцензією).
- Технічна підтримка.
Розглянемо докладніше сформульовані критерії вибору САПР ТП.
- Функціонал системи. Залежно від характеру вирішуваних завдань, типу виробництва і типу підприємства, до функціоналу системи можна віднести ряд вимог:
- зручність інтерфейсу програмного засобу (критерій хоч і відноситься до суб’єктивних і індивідуальним, але має значення при виборі системи);
- Наповнення в базовій поставці (в тому числі з різних видів обробки і виконання розрахунків за варіантами обробки);
- Наявність, можливості і наповнення модулів нормативно-довідкової інформації;
- Можливості колективної роботи над розробляються технологічним процесом, з метою зменшення часу проектування;
- Можливість роботи з керуючими програмами;
- Можливості системи по контролю коректності та повноти інформації в формованому документі для реалізації самоконтролю і нормоконтролю;
- Наявність і можливості засобів автоматизації розробки технологічного процесу;
- Можливості адміністрування системи;
- Можливості управління змінами системи;
- Можливості розширення функціоналу системи;
- Можливість підтримки актуального стану технологічної документації;
- Захист інформації;
- Можливість інтеграції з CAD/CAM/CAE/PDM системами.
- Відповідність чинним стандартам і нормативам. Можливість випуску документації відповідно до вимог ЄСТД, а також стандартами ISO, ANSI, DIN, в разі роботи підприємств із зарубіжними партнерами. Наявність російського, українського, англійського, німецького інтерфейсу і документації.
- Системні вимоги. Включають вимоги до апаратних і програмних засобів і СУБД. Тут і можливість роботи в домінуючою операційній системі (Microsoft - Windows) останніх версій, в деяких випадках – можливість роботи в середовищі Android, IOS, а також вимоги до вибору СУБД (наприклад, Oracle Database, MS SQL Server, PostgreSQL, Firebird і ін.);
- Вартість системи (володіння ліцензією САПР ТП, можливості лізингу, річної передплати та ін.);
- Технічна підтримка. Наявність і повнота технічної підтримки і сервісів постачальника, наявність і можливості команди впровадження у постачальника або в регіоні, вартість сервісів і технічної підтримки.
Висновки
CAPP системи є важливою складовою сучасної IT платформи технічної підготовки виробництва, що дозволяє істотно знизити тривалість і підвищити продуктивність технологічної підготовки виробництва, пов’язаної з проектуванням технології виготовлення виробу, проведенням необхідних розрахунків режимів обробки, зварювання, нанесення покриттів, нормуванням трудовим і матеріалів, випуском необхідної технологічної документації . Таким чином, вибір САПР ТП є складною і важливою задачею для менеджменту та користувачів машинобудівних підприємств. Для вирішення завдання вибору САПР ТП. необхідно керуватися розробленими критеріями (мал.1).
Перелік посилань
- Горобец И.А., Мишенин А.И., Голубов Н.В. ВЫБОРР САРР СИСТЕМ ДЛЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА – Инженер. Студенческий научно-технический журнал – Донецк: ДонНТУ, 2017. № 1(23)-2(24). С.07-10.
- И.А. Горобец, Н.В. Голубов, А.И. Мишенин Критерии выбора средств САПР технологической подготовки производства – Машиностроение и техносфера ХХ1 века. Сб. трудов ХХV межд. конференции в г. Севастополе 10-16 сентября 2018г. – Донецк: ДонНТУ, 2018. Том 1.– С.247-250
- Горобец И.А., Сидоренко И.В. ЭТАПЫ ВНЕДРЕНИЯ СИСТЕМ АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА – Инженер. Студенческий научно-технический журнал – Донецк: ДонНТУ, 2016.-№2(20). С.96-99.
- Горобец И.А., Грищенко И.Н. МЕТОДИКА ВНЕДРЕНИЯ СИСТЕМ АВТОМАТИЗАЦИИ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА – Сборник трудов XXII международной научно-технической конференции в г. Севастополе 14-21 сентября 2015 г. В 2-х томах. – Донецк: МСМ, 2015. Т. 1.C. 68-72.
- Горобец И.А., Грищенко И.Н., Голубов Н.В. ИССЛЕДОВАНИЯ ПОТРЕБНОСТЕЙ ПРЕДПРИЯТИЙ ОБРАБАТЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ В САПР И PLM СИСТЕМАХ – Сборник трудов XXII международной научно-технической конференции в г. Севастополе 14-21 сентября 2015 г. В 2-х томах. – Донецк: МСМ, 2015. Т. 1. C. 66-67.
- Горобец И.А., Голенков Е.А., Голубов Н.В. ИСПОЛЬЗОВАНИЕ CALS-ТЕХНОЛОГИЙ В ЖИЗНЕННОМ ЦИКЛЕ МЕХАТРОННОГО ОБОРУДОВАНИЯ - Инженер. Студенческий научно-технический журнал – Донецк: ДонНТУ, 2015.-№1(19). С.179-184
- Горобец И.А., Грищенко И.Н., Голубов Н.В. Выбор автоматизированных систем технической подготовки производства. Машиностроение и техносфера ХХI века.// Сборник трудов ХХI международной научно-технической конференции в г. Севастополь 15-20 сентября 2014г. В 3-х томах. – Донецк: МСМ, 2014. Т.1. 51-53.
- Горобец И.А., Грищенко И.Н. Классификация и критерии выбора автоматизированных систем технической подготовки производства – Материалы пятнадцатой научно-практической конференции
Практика и перспективы развития партнерства в сфере высшей школы
. В 3-х кн. – Таганрог. Изд-во ЮФУ. Кн.3 2014 №14–с.47-53. - Горобец И.А., Грищенко И.Н., Голубов Н.В. Задачи выбора автоматизированных систем технической подготовки производства – Інженер. Студентський науково-технічний журнал – Донецьк: ДонНТУ, 2014. №1(17). С.17-19.
- Горобец И.А., Грищенко И.Н., Голубов Н.В. Классификация автоматизированных систем технической – Інженер. Студентський науково-технічний журнал – Донецьк: ДонНТУ, 2014.-№1(17). С.19-21.