
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета і задачі дослідження та заплановані результати
- 3. Матеріал, методика та обладнання для досліджень
- 4. Вивчення будови структури, мікротвердості і властивостей дротяних виробів з потоненной робочою частиною
- Висновки
- Перелік посилань
Вступ
Від 8 до 10% кількості світового виробництва технічного заліза і сталі переробляється в дріт. Номенклатура виробів, що виготовляються з дроту, вельми різноманітна, наприклад, канати, пружини, гвинти, цвяхи, голки, грозозахисний дріт, арматура для гуми, тканин і залізобетону. Щорічно, застосовується десятки мільйонів тонн дроту. Дріт є універсальним конструкційним матеріалом. Вона застосовується у всіх без винятку галузях матеріального виробництва, цим обумовлюється різноманіття властивостей і розмірів, а масовість споживання вимагає технологічності та економічно обґрунтованих схем виготовлення [1].
Одними з виробів масового споживання, виготовлених з дроту, є голки. Голки поділяються на швейні та медичні, що виготовляються з високовуглецевих і нержавіючих марок сталі відповідно. До голок як медичного, так і швейного типу, пред'являються високі технологічні вимоги. Виготовлення голкового дроту необхідної якості здійсненно за умови стійкого і якісного технологічного процесу на всіх етапах виробництва. Вітчизняні виробники побутових і промислових швейних голок змушені конкурувати із зарубіжними виробниками, які випускають більш якісну, але і разом з тим, більш дорогу, продукцію. У спробах зменшити витрати на виробництво, вітчизняні виробники в той же час зменшують показники механічних характеристик готового виробу з голкового дроту [2].
Голки застосовують не тільки для шиття, абсолютно особливими голками художники створюють офорти в техніці «Срібної голки» — це віртуозні малюнки.Лікарі штопають голками плоть пацієнтів і за допомогою найтонших порожнистих знарядь вводять ін'єкції, а східні цілителі роблять чудеса голковколювання. Всіх професій голки і не перелічити [3].
Але, напевно, найбільш шанованими, голки є в Японії, де вже близько 1000 років, щорічно проходить фестиваль, присвячений зламаним голок. Причому, взяти участь в ньому можуть всі бажаючі. Під час проведення такого фестивалю всі учасники зносять зламані голки і кладуть їх в спеціальний ящик, одночасно з цим, дякують голки за добру службу. Після чого, ящик навіки опускають в море.
Таким чином, голки застосовують не тільки для шиття, лікарі штопають голками плоть пацієнтів і за допомогою найтонших порожнистих знарядь вводять ін'єкції, а східні цілителі роблять чудеса голковколювання.
1. Загальна характеристика голкового дроту і голок з неї
Голковий дріт використовується для виготовлення голок різного призначення. Найбільш відомі-це голки для шиття вручну. Розрізняють такі види голкової продукції: побутові голки, промислові голки, взуттєві голки, килимові та в'язальні голки. Крім того, голки діляться на швейні ручні (звичайні, штопальні, вишивальні, для сліпих, скорняжні, шорні та ін.), машинні (з потовщенням на одному кінці, яке називають колбою) Асортимент великих підприємств може налічувати кілька тисяч різних найменувань голок різної товщини, форми вістря і виду покриття поверхні. За призначенням голки поділяють на:
- Швейні, які в свою чергу поділяються на ручні і машинні. До ручним можна віднести стандартні голки з вушком для нитки, вишивальні та кравецькі шпильки, шевські голки. Машинні голки використовуються в швейних машинах. Швейні голки бувають різні за розміром і за формою. При роботі вибирається розмір голки, відповідний структурі матеріалу і виду ниток. Номер голки зазвичай пишеться в сотих частках міліметра (70, 90, 120) — тобто чим більше номер, тим товщі голка. Існують голки з гладким вістрям - для розсування з мінімальним пошкодженням ниток тканих матеріалів, і голки з гострими крайками, для прошивання шкіри, гуми, нетканих матеріалів і т.п., і голки з заокругленим кінцем — для в'язаних полотен, трикотажу. На малюнку 1 показані види швейних голок [4].
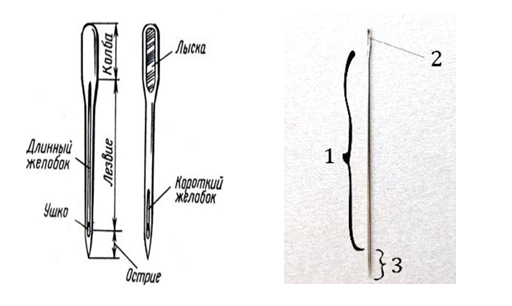
Малюнок 1-голки машинна (а) і побутова 1 - стрижень, 2 – вушко, 3 - вістря (б)
- Медичні (характерна властивість-стерильність):
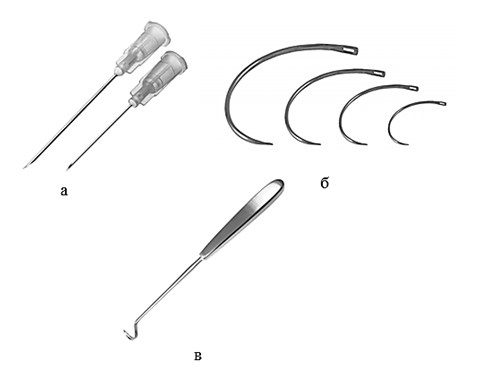
* Ін'єкційні, інфузійні, для забору біологічних рідин-порожнисті всередині, призначені для введення, або забору рідких речовин з/в об'єкт(а) впливу. Часто застосовуються зі шприцами і крапельницями [3]
* Хірургічні голки класифікують на зшиваючі для з'єднання біологічних тканин, (біопсійні, пункційні і лігатурні)
o Зшиваючі бувають колючими, ріжучими, колючо-ріжучими, шпателеподібними, ромбовидними і ін.Часто застосовуються з голкотримачем Матьє або Хегара.
o Лігатурні голки мають спеціальну конструкцію з вушком на закінчення голки і ручкою. Призначаються для проведення нитки у важкодоступних місцях. Найбільш поширені лігатурні голки-Ревердена і Дешана. Лігатурні голки призначені для підведення лігатур під посудину. На малюнку 2 Показані види медичних голок. [4]
2. Мета і задачі дослідження та заплановані результати
У нашому регіоні асортимент швейних голок досить обмежений. Розміри голок коливаються в межах 35 – 80 мм по довжині і 0,6-1,8 мм по діаметру. Вітчизняні виробники побутових і промислових швейних голок змушені конкурувати з найбільшими виробниками. Якісні швейні голки виробляються і імпортуються в нашу країну з країн Європи (Німеччина, Великобританія, Франція), Японії, Китаю. Більшість вітчизняних компаній вважають за краще не виробляти голки самостійно, а розміщувати замовлення на їх виготовлення на китайських заводах. Вони розфасовують готову продукцію у власну упаковку і реалізують її під своєю торговою маркою.
Таким чином, метою даної роботи є удосконалення виробництва машинних швейних голок шляхом вдосконалення технологічного процесу їх виготовлення.
3. Матеріал, методика та обладнання для досліджень
в якості вихідного металу використовували дротяний виріб з низьковуглецевої сталі, представлену кафедрою»Фізичне матеріалознавство".
Сталь низьковуглецева - це сплав, що не містить легованих елементів, що має домішки і малий вміст вуглецю, до 0,25%. У складі даного сплаву присутні марганець і кремній, проте в силу малого процентного вмісту (Марганець – не більше 1%, кремній – не вище 0,8%), не роблять відчутного легуючого впливу на матеріал. Сталь низьковуглецева відрізняється м'якістю і малим вмістом марганцю.
Таблиця 1-хімічний склад низьковуглецевої сталі % мас.

На малюнку 3 показаний загальний вигляд дроту зверху.
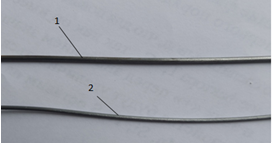
Малюнок 3-Загальний вигляд дроту діаметром 1,5 мм; 2-діаметром 1,1 мм
Перед випробуванням було вибрано по два зразки різних діаметрів для вивчення мікроструктури і мікротвердості. Зразки були поміщені в ємність і залиті розчином епоксидного клею, і розміщені в такій послідовності: 2 зразка діаметром 1,1 і 1,5 мм в поздовжньому вигляді, і 2 зразка таких же діаметрів мали поперечний вигляд (Рис.4)

Малюнок 4 – Загальний вигляд зразків в ємності: 1 - зразки діаметром 1,5 мм, поздовжній і поперечний вид; 2-зразки діаметром 1,1 мм, поздовжній і поперечний вид.
4. Вивчення будови структури, мікротвердості і властивостей дротяних виробів з потоненной робочою частиною
на шліфах досліджували мікроструктуру на мікроскопі "Neophot-21". Мікротвердість структурних складових визначали на приладі ПМТ–3 при навантаженні 0,5 Н. на кожному зразку робили не менше 3-х вимірювань і розрахували середнє значення.
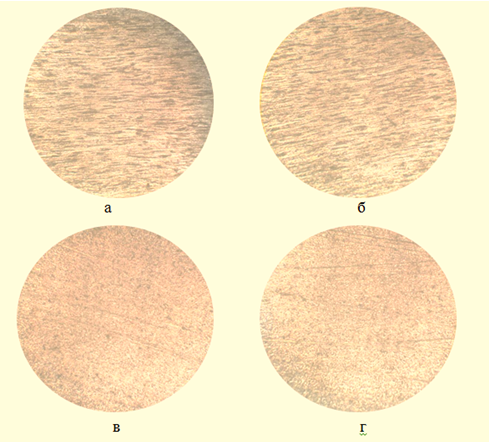
Малюнок 5-Вихідна структура дроту з низьковуглецевої сталі: поздовжній шліф діаметр 1,5 мм і 1,1 мм (а, б); поперечний шліф діаметр 1,5 мм і 1,1 мм (в, г), х600
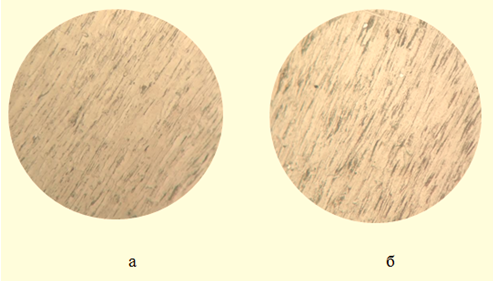
Малюнок 6-Вихідна структура дроту з низьковуглецевої сталі поздовжніх шліфів, х1600
З представлених малюнків 4-6 видно, що структура низьковуглецевої сталі складається з ферито - перлітної структури.
Таблиця 2-Середня твердість вимірюваних зразків
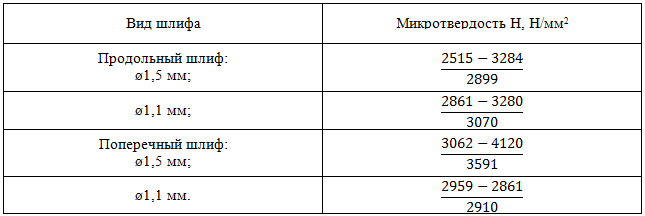
Примітка:  ; min-мінімальне значення; max – максимальне значення; Середнє – Середнє значення твердості.
; min-мінімальне значення; max – максимальне значення; Середнє – Середнє значення твердості.
Выводы
1. Встановили, що одними з виробів масового споживання, що виготовляються з дроту, є голки різного призначення, що застосовуються у швейній та медичних галузях промисловості;
2. Показано, для виробництва швейних голок в основному використовують інструментальну вуглецеву сталь, для медичних голок корозійно-стійкі сталі мартенситного, аустенітного і аустенітно-мартенситного КЛАСІВ;
3. Оптимальними способами виплавки сталі для голкового дроту є виплавка в електричних дугових і індукційних вакуумних печах. Дротяна заготівля повинна володіти підвищеною технологічною пластичністю. Наявність дефектів необхідно звести до мінімуму;
4. Для досягнення необхідних механічних характеристик вироби голкового дроту з високовуглецевих марок сталі, повинні володіти сорбитной структурою, високою зносостійкістю і твердістю. Виходячи з перерахованого вище, є доцільним більш глибоке вивчення даного питання дротяних виробів з потоненной робочою частиною, з метою підвищення і поліпшення механічних характеристик дроту, а також продовження терміну служби.
Перелік посилань
- Свой бизнес: производство швейных игл [Электронный ресурс] – Режим доступа: http://www.openbusiness.ru/html/dop11/shveinie-igli.htm - Загл. с экрана.
- Парусов, В.В. Усовершенствование технологии производства игольной проволоки / В.В. Парусов, В.Н. Прокофьев, И.И. Долженков, М.И. Сорокин,В.З Марченко, Н.П. Нестерова // Журн. «Сталь» - 1980. - № 12 – С. 1090 – 1092.
- Жоховский О.В. Основные направления развития машиностроения для швейной промышленности по странам-членам СЭВ «Швейная промышленность», 1975. № 4. С. 37-38.
- Сорокин В.Г. Марочник сталей и сплавов/В.Г.Сорокин, А.В. Волосникова, С.А. Вяткин и др.; под редакцией Сорокина В.Г. – М.: Машиностроение, 1989. – 640с.Гайнанов, Х.С. Почвообрабатывающее орудие / Х.С.
- Вальщиков Н.М., Зайцев Б.А., Вальщиков Ю.Н. Расчет и проектирование машин швейного производства. Л. «Машиностроение», 1973. 343 с.
- Русаков С.И., Сергевнин Н.В., Эппель С.С. Оборудование швейных фабрик. М. Гизлегпром, 1955. 464 с.
- Исаев В.В., Дремалин Н.А., Навасардян Г.С. Новые швейные машины. М. «Легкая индустрия», 1973. 126 с.
- Суховаров В.Ф., Сизова О.В., Хазанов А.А., Бухарин А.В., Царапкин А.В.,Рыжков Э.С. Авторское свидетельство SU 1293236 A1, 28.02.1987. Заявка № 3827940 от 20.12.1984.
- Алимов С.У. Исследования влияния двойной закалки на аустенитное зерно стали У8, Труды Ташкентского политехнического института, 1980. вьш. 297, с. 15-18, . Геллер Ю.А. Инструментальные стали. М.: Металлургия, 1983, с. 528.
- Алимов, В.И. Фазовые и структурные превращения при деформационно-термической обработке проволоки / В.И. Алимов, О.В. Пушкина. – Донецк: Донбасс, 2012. – 242 с.
- Маточкин, В.А. Особенности термической обработки и подготовки поверхности высокоуглеродистой катанки-проволоки при волочении / В.А. Маточкин // Журн. «Сталь» - 2007. - № 6 – С. 55 – 57.