
Specialty metal processing by pressure
Sheet steel is the main structural material that is widely used in various fields of the national economy, such as mechanical engineering, construction, transport, aviation and others. Therefore, in modern conditions, the importance of tasks for the metallurgical industry to provide enterprises and organizations with high-quality metal products is clear. Sheet steel (thickness greater than 4 mm) is produced on single and double-celled mills, which are located in one or two lines, semi-continuous and continuous mills and mills of special design (for example, planetary) in the hot state. In terms of thickness, thick-sheet steel is supplied at intervals of 0.5 mm (thickness 4-6 mm), 1.0 mm (thickness 6-30), 2.0 mm (thickness 30-60 mm), 2.0-5.0 mm(thickness more than 60 mm). The length of thick-sheet steel has dimensions that are multiples of 100 mm, but must be at least 1200 mm.
The model slabs were made based on the range at the 3600 mill, taking into account the modeling scale of 1:20 and the selected modeling material. Rough slabs were made from plasticine-models that have an allowance for subsequent processing in comparison with the specified size values. Casting of clay was carried out in a rectangular mold. The resulting blanks were rolled on a laboratory mill to the required thickness and subjected to pruning. To form the necessary shape of the sample surfaces, metal clips were made, with the help of which the models were given the necessary final dimensions. After cutting the front and back ends of the model, the sample was sprinkled with talcum powder to prevent the plasticine from sticking to the rolls. Samples made of plasticine were rolled according to the developed modes on the "Duo-quarto" laboratory mill. The surface of the rolls was periodically degreased with clean gasoline and sprinkled with talc to avoid sticking to the rolls. After each pass, the thickness and width of the roll were measured. The measurement results are shown in table 1.
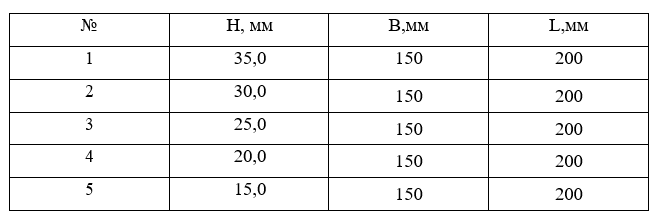
Table 1. - Dimensions of slab samples (models)
Measurements of the width of the rolls were carried out according to the scheme shown in the figure. The size of the roll spacing was measured and calculated for the front and back ends, respectively, according to the following dependencies in absolute and relative values.
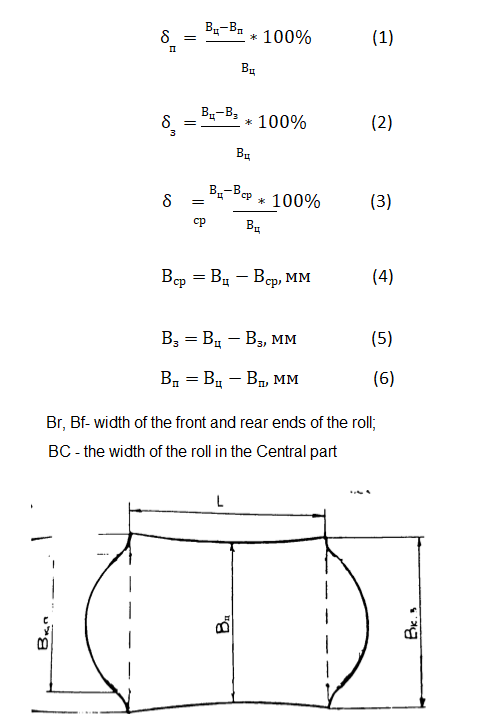
Figure 1 - Scheme of measurements of the sheet after rolling
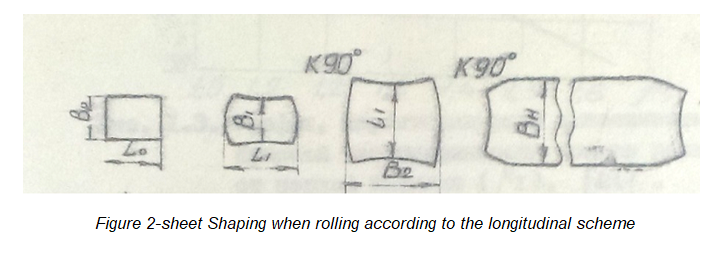
Control of the roll shape on reversible thick-sheet mills, which does not include stands with vertical rolls, is carried out by selecting the appropriate sizes of slabs and sheets, as well as by broaching before splitting the width. However, it is not always possible to select rational sizes of sheets and slabs that would provide rectangular sheets. Therefore, the problem of controlling the shape of rolls on reversible thick-sheet mills is relevant. there is very little information about the effect of fractional deformation on the width of sheets rolled in the longitudinal and transverse schemes. According to this, the number of passes at each stage of rolling thick sheets has a significant impact on the width of the sheets. However, the conclusions made in this work somewhat contradict the results of our research, which requires additional experiments. Sheets rolled longitudinally in three stages have either widened or narrowed ends depending on the ratio of extracts at the rolling stages (μ 1 , μ 2 , μ 3 ). Therefore, for sheets with narrowed ends, you need to find activities that help expand their ends, and for sheets with extended ends, you need to find the opposite.
The research was carried out on lead samples that model slabs designed for mill 3600 on a scale of 1:10. Rolling was carried out on a laboratory mill with vertical rolls Dв=100 mm and horizontal rolls Dg=120 mm.
End tightening was defined as the difference between the width in the middle part of the length (bw) and the width at the ends of the roll (IP and from).

To study the effect of total compression and fractional deformation during rolling in vertical rolls on the tightening of the roll ends, six samples were rolled. Sample sizes and rolling results are shown in table2.

Table 2 - Parameters of the rolling of lead samples in the vertical rolls
As can be seen from the table, the value of the slab end tightening does not depend on the total compression in the vertical rolls, but is determined by the amount of compression in the last pass (Fig.1). This is true if the value of the one-time compression in the last pass is greater than the value of the end tightening in the previous one, so the fractional deformation does not affect the end tightening of the roll.

The narrowing of the anterior end is significantly greater than the narrowing of the posterior end. This is due to the fact that when rolling in vertical rolls, the presence of incomplete external zones leads to features of the distribution of plastic deformation at the rear and front ends.
ПUntil the length of the front end has reached the length to become a rigid outer zone (less than the length of the actual deformation site). The settling strain also extends to the incomplete outer zone, which continues to deform after exiting the rolls (front end) or begins to deform before entering the rolls (rear end). This leads to high-altitude shrinkage (width shrinkage) of the front end of the slab
The deformation of the back end of the strip (slab) as an incomplete outer zone precedes the main deformation of this zone, and the subsequent zone in the rolls smoothes this feature. Therefore, additional deformation of the back end of the slab for this reason is practically not observed.
The second factor that has a significant impact on the shape of the strip is the contact broadening in the vertical rolls, which is distributed unevenly along the length and width of the strip. At the front and rear ends, there is no near-contact broadening (there is no "hard" end), but develops at a certain distance from the ends of the strip. The uneven distribution of the contact broadening along the length of the strip after vertical rolls leads to an additional narrowing of the ends of the strip after rolling in horizontal rolls.
Thus, with an increase in the number of passes (total compression) in vertical rolls, there is a kind of accumulation of hidden (unaccounted for) tightening of the ends of the slab, which will appear when rolling in horizontal rolls. To study this additional tightening, we performed a smoothing pass of the undocuts (removal of local broadening) obtained in horizontal rolls. The sample sizes that characterize the shape of the strip are shown in table 3.

Table 3 - sizes of undocuts after the "smoothing" pass in horizontal rolls
Curves of the dependence of the strip end tightening (δк=bц=bп) and uneven length drawing (ΔL=Lmax- Lц) on the total compression in vertical rolls after the smoothing pass in horizontal ones are plotted (Fig. 4)

From Fig. 4, it follows that with the accumulation of total compression in vertical rolls, there is an intensive increase in the tightening of the ends of the strip and the length with further "smoothing" in horizontal rolls. The significant spread of points on the graph can be explained by the influence of the band width (b/h ratio) and thickness (h).
1. 1. on the basis of experimental data, the dependences of the strip end tightening and the length of the outer zones on the amount of compression in vertical rolls, including after the smoothing pass in horizontal rolls, are obtained.
2. the obtained dependences can be used in the design of schemes and modes of compression during rolling in the horizontal-vertical rolls system, ensuring a rational sheet shape.