 |
 |
українська | русский | english |



 |
 |
 |
 |
 |
|
 |
 |
 |
Автоматизация поточного контроля и учета проката на блюмингах комбината "Криворожсталь" |
||

главная
диссертация
библиотека
ссылки
поиск в интернет
индивидуальное задание
 |
 |
Статья опубликована в журнале "Металл и литье Украины" №5-6 '2000, стр. 17-21
Описан опыт проектирования систем автоматизации интегрированного контроля и учета производства проката на блюмингах. Приведена методика и пример разработки систем поточного учета и средств их информационного и аппаратного обеспечения. Автоматизация процессов контроля и учета позволяют повысить достоверность и эффективность управления технологическими процессами на блюминге.
Поточный учет проката на блюмингах позволяет выполнять объективную оценку эффективности, как отдельных технологических операций, так и всего производственного цикла производства проката на выходе блюминга до получения готовой продукции с учетом особенностей работы передельных цехов комбината.
В настоящее время основой поточного учета на блюмингах является ведение рукописных журналов поплавочного учета производства проката со среднестатистической оценкой выхода годного проката и потерь металла на отдельных технологических операциях. Такая технология учета имеет ряд недостатков, связанных с субъективным фактором, низкой достоверностью получаемой учетной информации и большой трудоемкостью. На отдельных участках и технологических линиях начата реализация систем автоматизации функций учета [1]. В связи с этим актуальной задачей является разработка систем учета, основанных на комплексном решении задач контроля и учета производственной деятельности блюмингов, которая бы интегрировалась с общей системой управления производством всего комбината [2].
Разработка комплексной системы учета основывается на анализе информационной структуры управления технологическими процессами производства прокатной продукции на блюминге (рис. 1). Интеграция функций учета с информационной структурой управления является необходимой для формирования системы исходной информации, информационной базы, автоматического управления отдельными технологическими процессами производства проката, как на блюминге, так и в сортопрокатных цехах.
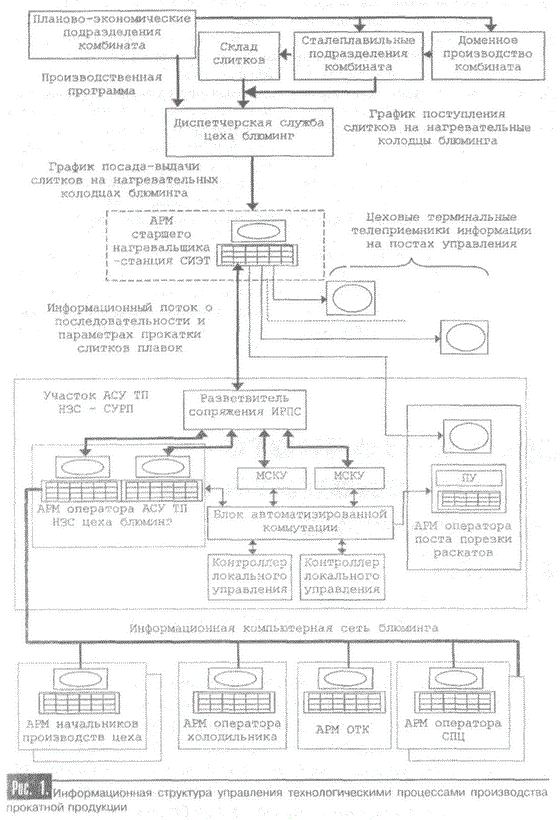
Исходными данными для организации планирования и учета производства на блюминге, являются:
- производственная программа блюминга;
- график поступления слитков плавок на нагревательные колодцы блюминга.
График поступления планок и слитков учитывает информационную связность доменного и сталеплавильного производств, а также учета слитков, имеющихся на складе.
Первым звеном управления и учета на блюминге является автоматизированное рабочее место (АРМ) старшего нагревальщика. Именно данный АРМ позволяет сформировать синхронизированное информационное обеспечение для отдельных технологических циклов (процессов на отдельных группах клетей) блюминга. Информационное обеспечение на выходе АРМ нагревальщика формирует информационную среду, необходимую для работы как автоматизированных систем управления отдельными станами (АСУ ТП) [1, 3], так и визуальное представление информации на терминальных телевизионных приемниках постов управления (ПУ) для технологического управленческого персонала (станции СИЭТ-3 на КГГМК). Аппаратно-интерфейсной основой взаимодействия с отдельными АСУ ТП выбран интерфейс радиальный последовательный (ИРПС) - "токовая петля".
Каждая из локальных АСУ ТП строится по резервированной схеме для обеспечения высокой надежности. Для синхронного информационного обеспечения таких локальных АСУ ТП в состав включаются специальные средства - разветвители сопряжения и блоки автоматической коммутации, реализующие инвариантность для передающей станции по отношению к конкретным особенностям структурных решений информационного резервирования в пределах каждой АСУ ТП.
Для большинства локальных систем АСУ ТП используют двух- или трехуровневые системы резервирования. Так, на участке НЗС система управления раскроем проката (СУРП) включает три информационно дублированных уровня с функциями контроля и учета [1, 3]:
- АРМ верхнего уровня на базе ПЭВМ (АРМ оператора АСУ ТП);
- микропроцессорная система контроля и управления (МСКУ);
- микроконтроллер локального управления.
Посредством блока автоматизированной коммутации каждый из уровней имеет возможность выполнения функций информационного обеспечения АРМ постов резчиков проката на НЗС. Полнота поточной информации на постах управления достигается совокупностью потоков но линиям СИЭТ и СУРП. Информационное сопряжение СУРП с другими АРМ блюминга реализуется средствами компьютерной сети цеха.
Вторым этапом в создании автоматизированной системы поточного учета (АСПУ) является разработка структуры информационных потоков и способов их формирования. Данная структура разрабатывается на основе ранее созданной информационной структуры управления технологическими процессами. При разработке структуры потоков и средств их поддержки обязательным требованием является соблюдение принципа генерируемости и адаптивности структуры на основе функциональной модульности средств реализации. Генерируемость предполагает возможность создания специфических структур из стандартно разработанных модулей, а адаптивность позволяет динамически настраивать среду поддержки на изменения структур и информационного содержания потоков. Выполнение данных требований обеспечивает возможность оперативного учета изменений в структуре и содержании информации в отдельных потоках.
Структуру информационных потоков разрабатывают на основе информационного графа, узлами которого являются функционалы преобразования информационных потоков, а ветвями функционально значимые в технологических процессах блюминга информационные потоки. Каждый информационный поток описывается протоколом потока. При иерархическом подходе к рассмотрению графа самый обобщенный уровень преобразует поток информации - задание производственной программы, в поток технико-экономических показателей работы блюминга. Это соответствует представлению блюминга как подразделения (подсистемы подграфа) комбината. Детальная структура имеет вид графа со множеством ветвей, но с одной входной вершиной (производственная программа) и одной выходной (экономические показатели) Параметрическое содержание ветвей и узлов графа определяются множеством технологических процессов получения готовой продукции и их особенностями во взаимосвязи с административно-организационной структурой цеха.
Полная структура информационных потоков блюминга (рис. 2) включает в себя:
- графики поступления плавок на блюминг;
- графики выдачи слитков плавок на линию прокатки;
- постадийные протоколы учета годной продукции, потерь металла по видам (угар, шлак) и отходов в металлолом (обрезь, брак);
- протоколы передач заготовок и готовой продукции, как в пределах цеха, так
- и за его пределы;
- протоколы технико-экономических показателей производства проката на блюминге.
Структурные связи и полное содержание графа, обусловленные производственно-технологическими процессами блюминга, показаны на рис. 2.

Протоколы отдельных информационных потоков разрабатываются на основе наиболее полного учета сложившегося документооборота на комбинате и в цехе. На первых этапах внедрения автоматизированной системы поточного контроля и учета большинство протоколов максимально стандартизируют и формализуют. Эти процессы проводят при постоянном согласовании структур и содержания документов (отражение протокола и содержания отдельных информационных потоков) с административным и технологическим персоналом цеха, а при необходимости и комбината.
Рационально разработанные протоколы позволяют минимизировать ошибки и коллизии при решении задач автоматической идентификации и распознавания информационного содержания входных потоков (поступающих от персонала). Решение задач автоматического информационного распознавания наборов данных в обязательном порядке предусматривает функции и возможности контроля и корректировки идентифицированных исходных данных со стороны обслуживающего персонала. При длительной работе системы средства распознавания адаптируются, и при одновременном повышении уровня навыков работы персонала с системой число ручных корректировок снизится, и их выполнение не будет приводить к увеличению непроизводительной работы персонала.
Длительность интервала времени, необходимая для создания комфортных условий работы административно-технологического персонала со средствами АСПУ, во многом определяется рациональностью разработки структуры и протоколов информационных потоков.
Информационное взаимодействие отдельных подсистем АСУ ТП блюминга с АСПУ реализуется потоками планирования параметрической настройки автоматического управления технологическими процессами при прокатке слитков и плавок с индивидуальными параметрами, задаваемыми входными информационными потоками. При наличии АСПУ повышается эффективность работы локальных АСУ ТП и, как следствие, эффективность производственной деятельности блюминга в целом.
Каждый из показанных на структуре (рис. 2) информационных потоков имеет два формата протокола: внешний и внутренний. Внешние форматы - это протоколы интерфейсного взаимодействия с технологическим персоналом блюминга. Вся совокупность информационных потоков синтезируется на ряд подмножеств по критерию принадлежности внешних форматов к определенному АРМ (посты управления и контроля технологических процессов).
Совокупность форматов отдельных подмножеств образуют алфавит языка общения АСПУ с технологическим персоналом. Таким образом, число выделенных подмножеств определяет необходимое и, поддержки соответствующего числа проблемных входных языков общения с персоналом. Алфавит и грамматику таких языков разрабатывают из условия узкой специализации (профессиональная лексика прокатного производства) и однозначности автоматического грамматического разбора входных языковых конструкций - операторов языка.
Внешние форматы вывода учетной информации предусматривают экранные и печатные форматы. Экранные форматы являются более полными и позволяют управлять выводом на печать любых объемов учетной информации по критерию учетного периода времени, поплавочно или по специальному выбору. При этом печатные формы не допускают искажения информационного содержания или неоднозначную трактовку сделанной выборки информации.
Внутренние форматы являются кодированными и предназначены для функциональной обработки и обеспечения долгосрочного хранения в базах данных. Внутренние форматы обладают свойством определенной степени зашиты от случайного и преднамеренного искажения. Полная степень информационной надежности архивных данных дополнительно обеспечивается системой санкционирования доступа к информации.
На последнем этапе проектирования АСПУ разрабатывают структуру аппаратных средств и интерфейсного взаимодействия всех локальных средств автоматизации управления технологическими процессами блюминга с обеспечением функций информационной интеграции средств АСПУ блюминга с общей информационной сетью комбината
Разрабатываемая и поэтапно внедряемая НПО "ДОНИКС" АСПУ в цехах Блюминг-1 и Блюминг-2 КГГМК имеет полную информационную структуру (рис. 3).
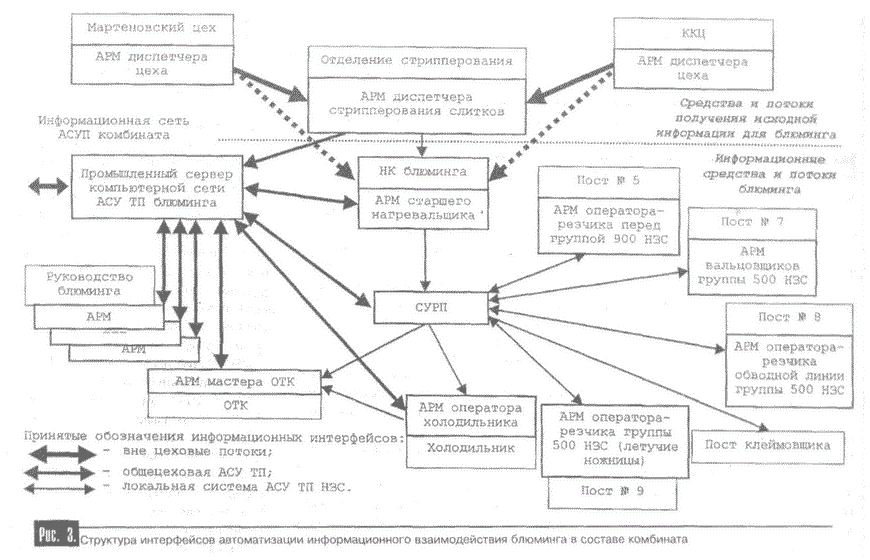
Средства системы обеспечивают информационные потоки, начиная от приема первичной информации на нагревательных колодцах (НК) до автоматической передачи ее на все АРМ цеха. Исходная информация о плавках может поступать из отделения стрипперования слитков (основное направление данного информационного потока для КГГМК) или непосредственно из цехов сталеплавильного производства после разливки металла в изложницы - мартеновский и кислородно-конвертерный цеха (вспомогательный информационный поток для КГГМК).
Основой аппаратно-программного комплекса реализации функций контроля и учета всех параметров производственного процесса блюминга является локальная АСУ ТП - СУРП. Средства СУРП обеспечивают интерфейсно-информационное взаимодействие с АРМ всех постов управления прокаткой и раскроем раскатов. Реализация функций контроля и учета предусмотрена средствами СУРП в двух режимах:
- локальная информационная поддержка с автоматическим вводом исходной поточной поплавочной информации по каналу СИЭТ АРМ старшего нагревальщика и формированием информационных потоков ко всем АРМ основных постов управления блюминга (рис. 3);
- поддержка общецехового информационного обмена с использованием баз данных, создаваемых на промышленном сервере АСУ ТП блюминга.
Структурирование средств поддержки функций и информационных потоков разрабатываемой АСПУ (рис. 3) позволили выполнять поэтапное внедрение системы.
В настоящее время полностью завершены испытания и находятся в опытной эксплуатации средства поддержки локального диспетчерского управления входного информационного потока поплавочной учетной Информации с учетом отходов, источниками, которых являются технологические операции обрези на маятниковых ножницах перед группой 500 и зачисток на основной и обводной линиях НЗС (1000-тонные и летучие ножницы).
Выполнены экспериментальные исследования алгоритмов автоматического распознавания поточной информации от СИЭТ. Разработаны требования к входному интерфейсу автоматического формирования исходной поточной информации. На основе анализа результатов проведенных исследований разработано техническое задание на промышленное внедрение АСПУ на блюмингах КГГМК в полном объёме.
Анализ полученных результатов исследований структур и алгоритмов реализации АСПУ, а также результатов опытно-промышленной эксплуатации локальной АСУ ТП СУРП, подтверждают правильность и эффективность разработанной методики проектирования автоматизированных систем поточного контроля и учета производства прокат блюмингов.
Литература
- Гусев Б. С., Демьяненко О. И., Чаплюк А. Е. Система диспетчерского управления раскроем заготовок квадрата 150 непрерывного заготовочного стана блюминга: Информатика, кибернетика и вычислительная техника (ИКВТ-97) Сборник научных трудов Донецкого государственного технического университета. - Донецк:ДонГТУ, 1997. Вып.1. - С. 236 239
- Венгрус В. Ф. Интегрированная информационная сеть комбината "Криворожсталь" // Сталь.- 1998.- № 4. - С. 65 - 68
- Автоматизированная система диспетчерского управления раскроем проката на блюминге / Гусев Б. С., Шевченко О. Г., Молдованов А. В. и др. // Сталь,- 1999.- № 6, - С. 42 - 43
Summary
B. S. Gusev, O. G. Shevchenko, A. V. Moldovanov, Y. S. Dostlev, O. I. Demyanenko
Automation of flow-line accounting and control of rolled products at blooming mills of "Krivorozhstal" integrated works
An experience of designing automated systems for the integrated accounting and control of rolled stock production at blooming mills is described. A technique and an example of the development of a flow-line accounting system software and hardware are demonstrated. Automation of the accounting and control processes allows increasing the accuracy and efficiency of blooming mill control systems.
Статья опубликована в журнале "Металл и литье Украины" №5-6 '2000, стр. 17-21

