 |
 |
українська | русский | english |



 |
 |
 |
 |
 |
|
 |
 |
 |
Цифровой технологический комплекс управления главным приводом блюминга 1300 ОАО "Криворожсталь" |
||

главная
диссертация
библиотека
ссылки
поиск в интернет
индивидуальное задание
 |
 |
Статья опубликована в журнале "Металл и литье Украины" №8-10 '2004, стр. 57-61
Рассмотрена структура микропроцессорной автоматизированной системы управления раскроем проката (СУРП) на непрерывном заготовочном стане (НЗС). Приведена декомпозиция на функциональные подсистемы, обеспечивающая высокую надежность и информационную достоверность работы. Описана система сбора первичной информации о длинах и скоростях раскатов. Приведены структуры включения СУРП в состав интегрированной системы автоматизации управления технологическими процессами прокатки.
Обжимные прокатные станы находятся в эксплуатации на большинстве металлургических предприятий Украины и такая ситуация сохранится ближайшие годы. В связи с этим актуален вопрос повышения их эксплуатационной надежности и улучшения энергетических показателей. Одним из прогрессивных решений в этой области является модернизация систем управления, с применением вычислительной техники. Такие системы позволяют реализовать новые алгоритмы управления, которые было невозможно использовать на ранее применяемой аппаратной части.
В 2001 году специалисты НПО "Доникс" предложили создать принципиально новую систему управления главным приводом блюминга 1300 Криворожского комбината без внесения существенных изменений в действующее силовое оборудование. Такой подход позволял без остановки блюминга и небольших капитальных затратах уменьшить нагрузки на механическое и электротехническое оборудование, повысить производительность и стабильность производства.
На первом этапе выполнения работ планировалось внедрить собственно систему управления главным приводом и первый технологический контур управления, на втором этапе - информационно-аналитическую систему (второй технологический контур управления). В данной статье рассмотрены результаты выполнения работ по первому этапу.
Блюминг 1300 прокатывает слитки массой 8-13 т. Главный привод стана - индивидуальный на каждый прокатный валок, реверсивный с двухзонным регулированием скорости (тип двигателей: Д24-160-6,8; 6800 кВт; 0-60-90 об/мин). Генераторы - по 2 на каждый двигатель (тип П12-40-17к; 4000 кВт).
На начальной стадии проекта была определена основная концепция работы: "Система управления главным приводом выполняется как единая взаимосвязанная электромеханическая система (двигатель - валки - слиток - ролики) с применением технологического контура управления".
На основании принятой концепции был определен необходимый функциональный состав Комплекса управления:
- система автоматического регулирования скоростей и токов верхнего и нижнего двигателей;
- технологический контур управления;
- система управления соотношением скоростей и моментов двигателей;
- система определения нестационарных режимов (в том числе "буксовок");
- система определения технологической нагрузки;
- регуляторы заданного динамического момента и мощности;
- блок лыжеобразования и формирования верхнего и нижнего давления при прокатке;
- система управления скоростными режимами;
- технологическая защита по статическим моментам;
- предварительная защита по энергосиловым параметрам двигателей;
- датчики вычисленных моментов, скоростей и магнитных потоков двигателей;
- блок датчиков энергосиловых параметров, цифровых датчиков скорости двигателей и датчиков положения механизмов клети;
- блок датчиков текущего состояния силового электрооборудования и органов управления;
- блок электрических и технологических блокировок;
- информационно-аналитическая система.
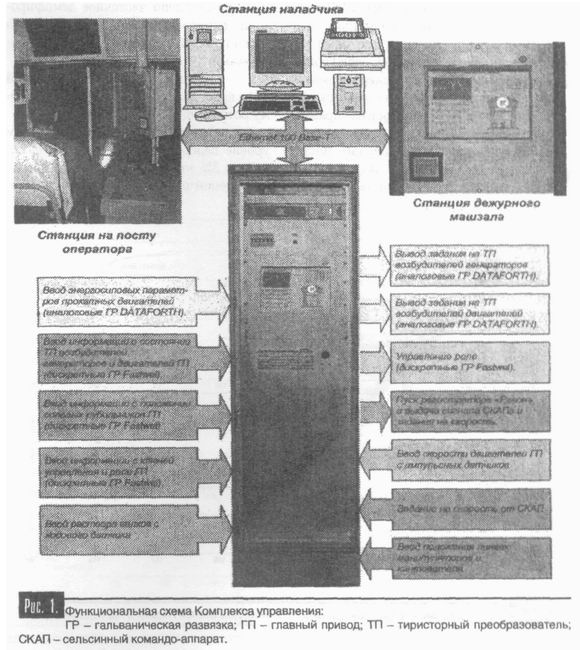
Функциональная схема Комплекса управления, обеспечивающего решение поставленных задач, представлена на рис.1. Центральным модулем системы является размещенный в машинном зале главный шкаф управления, в который поступает информация от всех периферийных устройств. Два контроллера промышленного исполнения главного шкафа управления реализуют алгоритм управления. Внешними модулями системы являются станции оператора первого поста, дежурного по машинному залу и наладчика. Связь всех модулей системы осуществляется по сети Ethernet.
Непосредственной работе по проектированию системы управления главным приводом блюминга предшествовал большой объем экспериментальных исследований, анализ их результатов и построение математической модели согласно принятой концепции.
При разработке системы автоматического регулирования скоростей и токов двигателей поставлены и решены следующие задачи:
- при относительно невысокой скорости нарастания тока (до 10 номинальных токов в секунду) обеспечена высокая производительность прокатного стана;
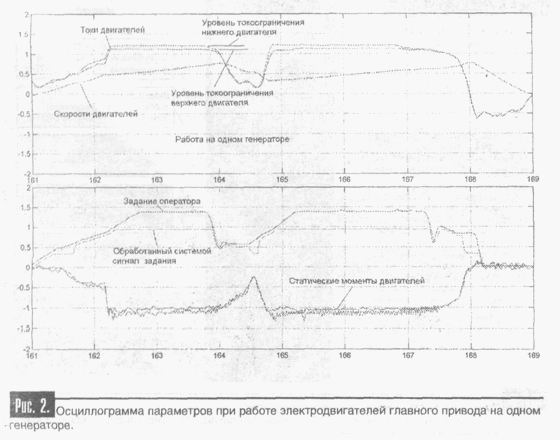
- обеспечено надежное ограничение предельных значений тока, его первой производной, напряжения генераторов при ударных нагрузках и переходных режимах. Для регулирования указанных координат используются скользящие режимы работы, в том числе обеспечивается работа двух скользящих режимов одновременно. Пример токоограничения, в наиболее сложном режиме, при работе на одном генераторе показан на рис. 2;
- обеспечен апериодический характер переходных процессов по току двигателя при ударных нагрузках стана;
- выполнено частичное демпфирование двигателем собственных колебаний
- валов привода, вызванных ударными на грузками;
- регулирование скорости второй зоны привода производится по магнитному потоку двигателя;
- обеспечена работа при допустимом уровне перерегулирования по напряжению до 3%, что в сочетании со специальной схемой разделения зон работы привода обеспечило максимально возможную зону работы в первой зоне регулирования
Принципиально новым решением для систем управления главным электроприводом блюминга явилось применение технологического контура управления. Под ним понимается совокупность всех систем регулирования, обратные связи которых по регулируемому параметру являются внешними по отношению к контуру регулирования скорости (ЭДС, напряжения). Воздействие на электроприводы валков при этом осуществляется путем непрерывного управления заданиями на скорости и токи двигателей, регулированием уровней ограничений на заданную скорость и ее производные во всех режимах работы, изменением структуры систем регулирования скоростей и токов.
Основная задача технологического контура - обеспечение устойчивого процесса прокатки путем определения комплексного критерия стационарности текущего процесса прокатки и выработки оптимальной стратегии управления моментами и скоростями двигателей для снижения статических и динамических нагрузок в главной линии обжимного стана. Выполнение задачи достигается реализацией функций систем и локальных регуляторов комплекса.
Система управления соотношением скоростей и моментов двигателей представляет собой непрерывно-дискретный регулятор [1], структура и значения параметров которого динамически зависят от структуры объекта управления. Система обеспечивает:
- динамическое регулирование механических характеристик привода клети в целом как взаимосвязанную через металл электромеханическую систему отдельных приводов валков;
- значительное уменьшение числа и времени протекания нестационарных (нештатных и нестабильных) режимом прокатки;
- снижение статических и динамических нагрузок на привод при возникновении локальных нарушений контакта в зонах деформации из-за поверхностных
- дефектов слитков, наличия окалины и т.п.
Система управления соотношением скоростей и моментов двигателей спроектирована в тесной связи с системой автоматического регулирования скоростей и токов двигателей. При разработке и наладке системы было обнаружено ряд интересных эффектов. Приведем один из них, который может доставлять немало неприятных хлопот технологам и наладочному персоналу. На главных приводах обжимных станов в процессе эксплуатации меняются осевые усилия в главной линии привода, что приводит к изменению величины линейных перемещений якорей двигателей и, соответственно, изменению статических характеристик привода в целом. Это приводит к изменению соотношения моментов между верхним и нижним двигателями и необходимости новой переналадки привода. Этим часто и объясняется низкая "технологическая" стабильность привода. При строго симметричной настройке приводов валков и выключенном регуляторе разность моментов может достигать до 2 номинальных моментов двигателей (на основании экспериментальных исследований).
Регулятор обеспечивает минимальную разность моментов в широком диапазоне изменения параметров объекта управления и не теряет своих качеств до зоны нечувствительности равной одному проценту. На рис. 3 показана работа регулятора соотношения моментов при прокатке в третьем калибре.

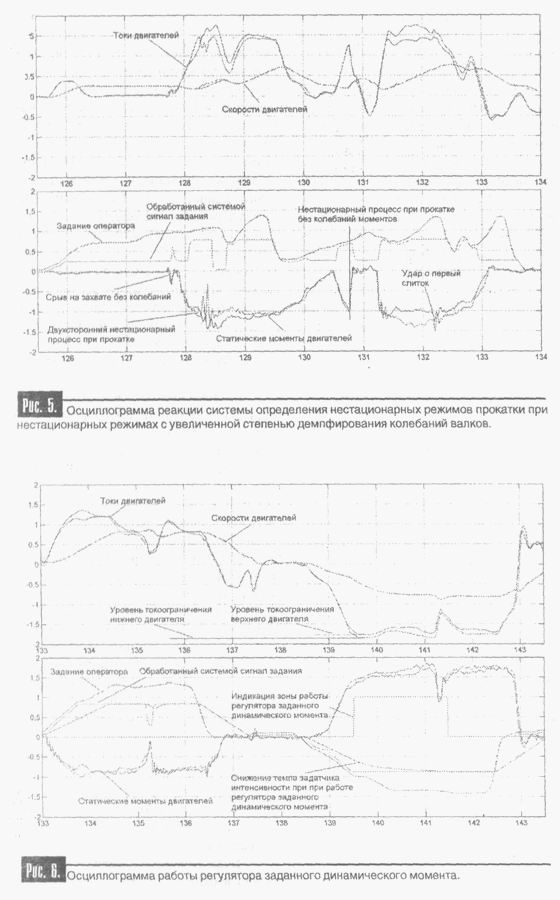
На практике добиться небольшой разности моментов можно также параметрическим способом путем создания искусственной асимметрии параметров верхнего и нижнего приводов. Последнее мероприятие не обеспечивает автоматической ликвидации разности моментов при изменении технологических условий прокатки и параметров привода. Кроме того, асимметричная настройка приводов является по существу грубым компромиссом с улучшением работы при прокатке металла в одних пропусках и ухудшением в других. Впервые на практике реализована система определения нестационарных режимов прокатки, реально обеспечивающая автоматическое обнаружение начала нестационарных режимов прокатки и выработку адекватного текущей технологической ситуации управляющего воздействия. На рис. 4 приведена осциллограмма реакции системы на характерные нестационарные режимы ("буксовки"). Осциллограмма приведена для варианта настройки системы автоматического регулирования скоростей и токов двигателей с минимальным демпфированием собственных колебаний валов привода, вызванных ударными нагрузками. На рис. 5 показана осциллограмма реакции системы при нестационарных режимах с увеличенной степенью демпфирования колебаний валов.
Система определения технологической нагрузки, в которой применяется специальный алгоритм, обеспечивает точную фиксацию (определение) технологической нагрузки по обоим валкам с минимальными амплитудными и временными погрешностями. Система формирует данные для работы остальных систем технологического контура.
Регулятор заданного динамического момента обеспечивает автоматическое изменение темпа задатчика интенсивности в функции текущей нагрузки приводов, что позволяет снизить время работы токоограничения привода и обеспечить управляемость приводов при перегрузках. Применение регулятора позволяет увеличить допустимое значение момента прокатки на 20-25%. Пример работы регулятора приведен на рис. 6.
Регулятор мощности обеспечивает автоматическое регулирование уровня задания на скорость во второй зоне в функции текущего момента прокатки, что фактически увеличивает допустимый момент прокатки на 15-20%.
Блок лыжеобразования и формирования верхнего и нижнего давления при прокатке позволяет реализовать независимое заданное лыжеобразование в каждом калибре и направлению прокатки с учетом текущей нагрузки привода. При этом имеется возможность организации необходимого переднего или заднего давления на раскат.
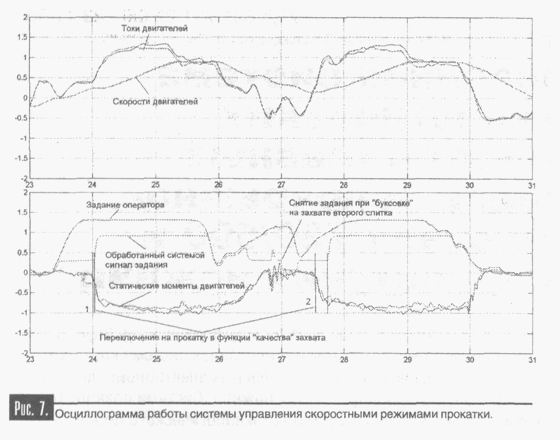
Система управления скоростными режимами позволяет оптимизировать скоростные режимы путем изменения скоростей в процессе захвата и последующей прокатки в функции раствора валков и положения линеек манипуляторов. По сигналам системы определения технологической нагрузки она позволяет определить "качество" захвата слитка и произвести переход на режим процесса прокатки только в случае стабильного захвата металла валками (рис.7 позиция 1). При выявленной системой нестабильности захвата система будет продолжать находиться в функции управления скоростью "захвата" вплоть до нормализации процесса, (рис.7 позиция 2). Таким образом, переключение системы на нормальный режим прокатки производится на 100-200 мс быстрее, чем при использовании стандартного датчика нагрузки и с необходимой величиной задержки переключения при "некачественных" захватах.
Одним из важнейших компонентов системы является программно реализованный датчик статического момента.
Обладая широкой полосой пропускания, он позволяет контролировать статические моменты на валах электродвигателей с высокой точностью. Наличие информации о моментах прокатки позволяет более качественно оценить текущую технологическую нагрузку прокатной клети. По данным испытаний качество работы датчика вычисленного момента двигателя в целом не уступает качеству работы физических датчиков. Технологическая защита по статическим моментам двигателей, реализованная в системе, обеспечивает переход на торможение до нулевой скорости при превышении статического момента двигателя заданного уровня.
Внутренняя предварительная защита по энергосиловым параметрам двигателей выполняет функции внутренней предварительной защиты привода, с уставками несколько ниже уставок основного аппаратного комплекта защит установленного в силовой части привода.
Графический пользовательский интерфейс, реализованный в системе, позволяет:
- визуально контролировать текущие энергосиловые параметры и процесс прокатки;
- контролировать сборку схем управления, состояние силового и другого электрооборудования;
- контролировать текущее положение механизмов клети (нажимного устройства, линеек манипуляторов)
- оператору во время работы производить настройку на конкретную технологию прокатки (изменение параметров лыжеобразования, включение и отключения регуляторов технологического контура и т. д.);
- обслуживающему персоналу оперативно изменять в процессе прокатки около трехсот параметров системы управления (коэффициентов передачи, величину зон нечувствительности и ограничений, порогов срабатывания и прочие);
- с помощью встроенного программного осциллографа реального времени отслеживать состояние и производить измерение более двухсот параметров системы, при этом осциллограф доступен на всех рабочих станциях.
В мае 2004 года закончен этап опытной полугодовой эксплуатации. Установлено, что наблюдаемое уменьшение времени цикла прокатки при стабильном графике прокатки не оказывает большого влияния на общую производительность стана, определяемую графиком прокатки, но при сбоях в графике позволяет компенсировать его за счет использования имеющегося резерва по системе.
После установки новых валков характерно резкое снижение производительности стана из-за увеличения количества опасных нестационарных режимов работы, которые могут вызвать выход из строя дорогостоящего оборудования. При работе на новой системе после прогрева валков стан выходит на полную мощность. Неизбежные "буксовки" (в повышенном количестве из-за отсутствия сетки разгара) обнаруживались и устранялись с самого начала практически со 100% вероятностью. Обеспечение ликвидации "буксовок" и перегрузок позволяет оператору более стабильно работать и излишне не перестраховываться путем снижения скорости прокатки и загрузки привода, что также дает прирост производительности.
При остановке одного из двух генераторов главного привода на ремонт, мощность и производительность стана при работе на старой системе управления снижается вдвое, возникают неизбежные перегрузки по току оставшегося генератора. В данном режиме новая система обеспечила стабильное ограничение нагрузок на безопасном уровне и рациональный режим нагрузки силового оборудования, что способствовало повышенной производительности стана (не менее чем в полтора раза по сравнению с работой на старой системе).
Существует еще один скрытый резерв повышения производительности стана - это изменение технологии прокатки. Применяемая технология прокатки адаптирована к характеристикам и свойствам старой системы. Изменение технологии прокатки можно осуществить в сторону повышения нагрузок привода за счет значительного снижения доли динамических нагрузок при одновременном увеличении доли статических нагрузок в общей нагрузке привода. При этом система обеспечит стабильную работу и рациональную нагрузку силового оборудования.
Разработанный и внедренный цифровой технологический комплекс управления главным приводом обеспечил повышение производительности блюминга, уменьшил нагрузки на механическое и электротехническое оборудование и повысил технологическую стабильность производства.
Статья опубликована в журнале "Металл и литье Украины" №8-10 '2004, стр. 57-61

