Рисунок 1. - Процесс разрушения керамической вставки сопла гидросбива окалины.
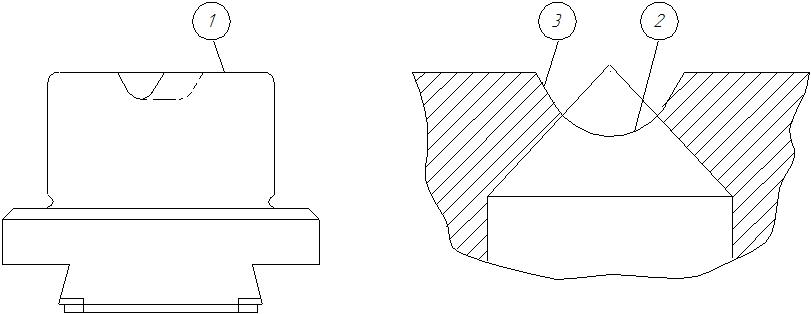
Рисунок 2. - Обрабатываемые поверхности на детали.
- расчетное межопорное расстояние из условия минимальной податливости l мм;
- оптимальное межопорное расстояние l мм;
- жесткость шпиндельного узла С Н/мм.