// Машинознавство і деталі машин // Матеріали 6-ої регіональної науково-методичної конференції. - Донецьк: ДонНТУ, 2004.
Современный уровень развития техники требует непрерывного повышения качества изделий машиностроения. Одним из прогрессивных направлений повышения качества является изготовление изделий с покрытиями, полученными методом конденсации в условиях ионной бомбардировки. Эти покрытия позволяют существенно повысить различные параметры качества изделий и улучшить технико-экономические показатели машин при эксплуатации. В настоящее время, метод получения покрытий конденсацией в условиях ионной бомбардировки поверхности интенсивно развивается, и изделия с такими покрытиями широко используются в различных отраслях народного хозяйства [1,2]. Универсальность технологии, высокая производительность процесса, малая энергоемкость, отсутствие загрязнения окружающей среды и целый ряд других показателей определяют конкурентоспособность метода по сравнению с традиционными методами получения покрытий. Поэтому данные технологии должны быть широко использованы для комплексного повышения качества изделий машиностроения.
Вместе с тем, применяемые в настоящее время технологии требуют дальнейшего совершенствования, так как для комплексного повышения качества изделий маши-ностроения необходима системная и глубокая проработка всех этапов технологического процесса изготовления изделий. Постоянно возрастающий поток научной и технической информации в данной области определяет необходимость систематизации, выработки общих подходов в разработке прогрессивных комплексных технологий изготовления изделий на всех этапах их жизненного цикла. В том числе и создание новых способов для нанесения покрытий изделий машиностроения.
Целью данной работы является разработка специальной технологии изготовления изделий с покрытиями. В работе предполагается разработать новый способ нанесения покрытия с местными особенностями покрытий ("пятнистое покрытие").
Важнейшим условием повышения качества изделий машиностроения является применение прогрессивных технологических процессов на всех этапах жизненного цикла технологии. Значительное повышение качества изделий может быть достигнуто за счет применения комплексных технологий нанесения покрытий. При этом максимальные результаты могут быть получены только в том случае, если технологический процесс будет разрабатываться комплексно, с учетом всех этапов жизненного цикла на базе предельного критерия качества (рис. 1).
На рис. 1 показана системная модель общего подход в создании комплексного технологического процесса изготовления изделий с покрытиями на базе предельного критерия качества. В этой модели комплексный технологический процесс строится на базе трех этапов:
- этапа подготовки изделия к нанесению покрытия,
- этапа нанесения покрытия на изделие,
- этапа подготовки изделия к эксплуатации после нанесения покрытия.
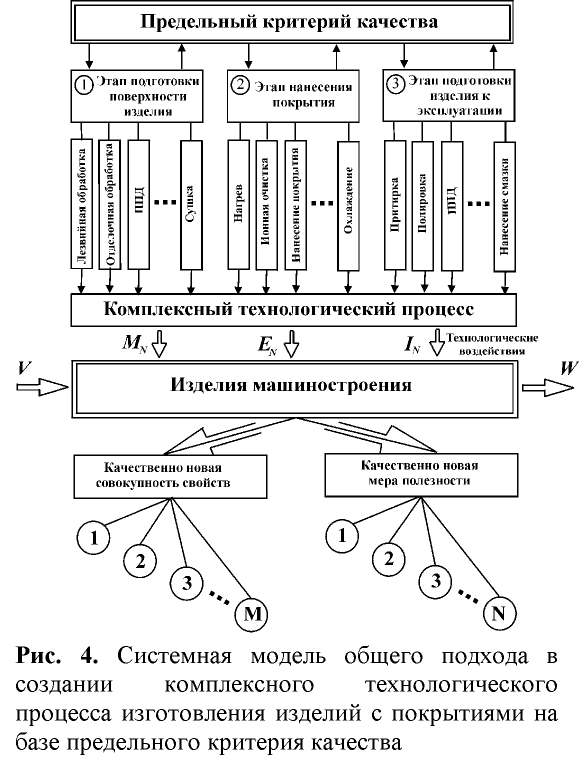
В предлагаемой модели предусмотрено то, что на каждом этапе должен выполняться целый ряд технологических операций. А именно, на этапе подготовки изделия к нанесению покрытия могут быть предусмотрены следующие операции технологического процесса: лезвийная обработка поверхности изделия, отелочная обработка по-верхности изделия, поверхностно-пластическая деформация (ППД) изделия, обезжиривание, мойка, сушка изделий и другие операции. На этом этапе необходимо обеспечить необходимые параметры качества изделию и его поверхностному слою для последующего нанесения покрытия. Это очень важный этап, так как если здесь не будет обеспечены заданные свойства изделию, то на последующих этапах, в ряде случаев, это выполнить не возможно. Поэтому на этом этапе закладываются основы для последующего обеспечения изделию требуемого качества.
На втором этапе комплексного технологического процесса выполняется сам процесс нанесения покрытия на изделие. Этот этап также имеет определенную струк-туру операций, которая содержит следующее: нагрев детали, ионная очистка поверхности, нанесение покрытия, охлаждение и другие операции. Математические символьные модели покрытий можно представить следующими выражениями:
- однослойное покрытие
- многослойное покрытие
где Vo - обозначение однослойного покрытия;
Vм - обозначение многослойного покрытия;
hi - толщина i-го слоя покрытия;
n - число слоев различных покрытий;
(dlt*dlv*dlw) - элементарный объем (декартово произведение) в t-м, v-м и w-м направлении или окрестность объемной точки.
Одним из перспективных направлений повышения качества изделий машиностроения является использование вакуумных ионно-плазменных покрытий в виде специальных "пятнистых покрытий". "Пятнистое покрытие" это покрытие, образованное из нескольких различных зон по поверхности изделия, в каждой из которых наносится различный вид покрытия. При этом каждая зона или совокупность зон покрытия пред-назначены для выполнения заданного функционального назначения части поверхности изделия.
На рис. 2 представлена схема, поясняющая новый способ нанесения "пятнистого покрытия" на поверхность изделия [3]: а - вид сверху на изделие с установленным трафаретом имеющим рельефные прорези и нанесенным через них сажевой маски; б - сечение А-А; в - вид сверху на изделие с сажевой маской без трафарета; г - сечение Б-Б; д - вид сверху на изделие со слоем покрытия и удаленным покрытием с поверхности сажевой маски вместе с сажей; е - сечение В-В. Здесь показано: 1 - изделие, 2 - трафарет с рельефными прорезями, 3 - сажевая маска, 4 - рельефное (пятнистое) покрытие.
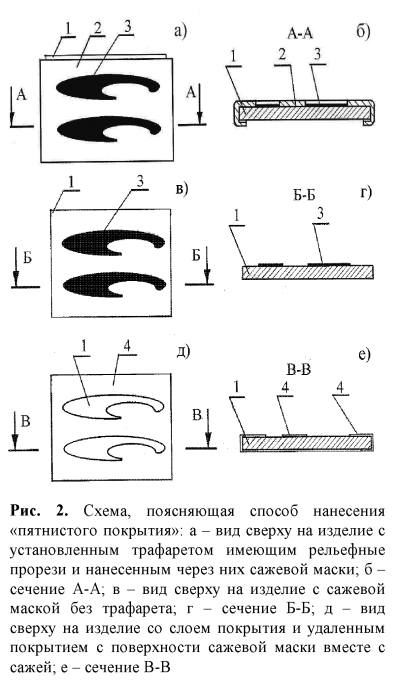
Данный способ [3] реализуется следующим образом.
На изделие 1 устанавливается трафарет 2 с рельефными прорезями, образованными в соответствии с техническими условиями. Трафарет 2 может изготавливаться из тонкой фольги. Затем, через рельефные прорези трафарета 2 выполняется нанесение на поверхность изделия 1 сажевой маски 3. Сажевая маска может выполняться, например, методом копчения с помощью масляной лампы с фитилем. Далее, трафарет 2 удаляется с изделия 1 и выполняется нанесение вакуумного ионно-плазменного покрытия 4 на все поверхность изделия 1. После нанесения покрытия 4 на изделие 1 выполняется свободное удаление покрытия 4 сухой ветошью с поверхности сажевой маски 3 совместно с сажей. Кроме того, производится специальная обработка по-верхности изделия для последующего нанесения следующего вида покрытия на места сажевой маски 3. В заключении на изделие 1 снова устанавливается трафарет 2 и выполняется нанесение другого вида покрытия на места поверхности изделия, где была сажевая маска. Толщина покрытия определяется условиями изготовления изделия.
В данном способе экспериментально установлено, что только сажевая маска позволяет качественно наносить вакуумные ионно-плазменные покрытия на изделия ма-шиностроения, так как только она не выгорает с поверхности изделия при высоких тем-пературах и легко удаляется при необходимости.
Реализация данного способа нанесения "пятнистого покрытия" позволяет существенно повысит качество изделий машиностроения и обеспечить высокие функциональные свойства поверхности в соответствии с условиями эксплуатации изделия.
Экспериментальные исследования процесса нанесения специальных покрытий выполнялись на кафедре "Технология машиностроения" Донецкого национального технического университета на установках для ионно-плазменного нанесения покрытий "Булат - 6" и ННВ 6.6-И1. Разработанные при этом технологии обеспечивают следую-щее:
- возможность нанесения покрытий практически из любых металлов и сплавов;
- возможность синтеза покрытий из соединений типа оксидов, нитридов, карбидов различного состава в любых комбинациях, в том числе в виде многослойных.;
- высокую прочность сцепления формируемых покрытий с подложкой (до 25 кгс/мм2), существенно превышающая адгезионные характеристики покрытий, получаемых гальваническими и другими традиционными методами;
- экологическую безопасность метода;
- низкотемпературный нагрев деталей, так как температура изделий, на которые наносятся покрытия, определяется параметрами процесса (может составлять от 20°С до 1000°С);
- широкий спектр функциональных возможностей покрытий.
В качестве примера данный способ нанесения покрытий реализован для изделий (рис. 3), эксплуатирующихся в прокатных станах, имеющих высокий износ и разные условия эксплуатации поверхностей.

На третьем этапе комплексного технологического процесса также выполняется целый ряд операций, а именно: притирка, полировка, ППД, нанесение специальных смазок и других операций. При этом также необходимо решать вопросы обеспечения требуемых параметров качества изделий.
Следовательно, на каждом из трех этапов комплексного технологического про-цесса (рис. 1) необходимо обеспечить определенные параметры качества. Особенно следует отметить то, что эти этапы взаимосвязаны между собой и все параметры обработки поверхности изделия и нанесения покрытий на всех операциях зависят друг от друга. При этом получение максимальных технико-экономических показателей изделий, а также обеспечение качественно новой совокупности свойств и меры полезности изделий может быть выполнено только в том случае, если все элементы комплексного технологического процесса будут строиться на основе предельного критерия качества (оптимизационного функционала). Именно здесь закладываются ос-новные условия создания оптимальных технологических процессов изготовления кон-курентоспособных изделий машиностроения.
1. Нанесение износостойких покрытий на быстрорежущий инструмент / Ю.Н. Внуков, А.А. Марков, Л.В. Лаврова, Н.Ю. Бердышев. - К.: Тэхника, 1992. - 143 с.
2. Получение покрытий на основе окиси алюминия из сепарированного потока плазмы вакуумной дуги / И.И. Аксенов, В.А. Белоус, В.Г. Падалка и др. // Фи-ХОМ, 1977. №6. С 52 - 56.
3. Патент Украины № 54100 А МПК 7 С23С 14/04. Спосіб нанесення нітридного декоративного рельєфного покриття на поверхню виробу / Михайлов В.О., 2003. - 6 с.